И.«.1б)етение отностся к те.х1К).1()Г1И1 мапшпостроения, в частности к оглелочной и упрочняюще обработке деталей машин, а именно к конструкции пружинного инструмента л. 1Я у11рочияюи1ей обработки.
Цель изс бретепмя новьпнение произ- нолител ьноети за счет увеличения л. 1ины нйтна контакта пружипно) мнет р мента с деталью и интенгификация процесса.
На чертеже n.w6)(.) уст)1 Г|ств(1.
Устройство i NH-eT оправку 1 с рез1,б()- вой частью 2 и конусом ЛАор.че 3 для его креп.|ения, например, . |ын(;лн залней бабки токарно-вин юрезного С1анка. На оправке разметены конические фланцы 4 и 5 с отверстиями под радиальные 6 и упорные 7 подшипники, которые .закрепляются на фланцах посредством винта 8. На радиальные подшипники с упором в упорную шайбу 9 надеты деформирующие элементы - цилиндрические пружины 10 таким образом,
Ч и И место /I ll М ,i ii ; i .4 i i И ; И И
ками yi o, i меж.1у lo i;; -./кип i: (,ci.i - оправки составляет а-- 10 I ivi, щчсо i: деформирующих .|11 I..M ..псспсчс i и.
высокой :1С}1феК 1ЛИИ1П(ГП (i( ; ; I I: , раВНС- мерно/ о си, 1ОВС)ГО почлс1:.-т ;;:- HaeMbiii материа, .(., д в у X.
Контрг айкя II 1- 1:1 ф|; 1 i :n К l;|u .и .ченное цг),.|;) ..п :.; . i м (м;.: .- ке 1. Hapy.-Knoii ; M r;: i : i,K . Hiiie элементы i.. ni.;,; : i ;;i:i-i ::i: -.;.ir с обрабатываемо м/кг;-- -о;-л,:) ;, :,; . :-,
;Тли повышения ИНТ-.ь ;1 ч; Ч- :) И.-|П.| ;,. ; действия на лет;.. ): ил,-.,:, ;i-,;--- ются свободно П(ремеп;аемы1 i px .uii 14 ной массы, йри upamfi i -,4 ni)iurn:: -;:: грузы за счет .тейс твия lii. . .Гч . r,.i перемен1аются н );;;uKi..,.. :ia;iр.-.г,. i..-r- i4,. воздействуют на в : реипким .)Vi. i ; пружин и обеспечивают ло::илни ч iMior .
О1
IP
:rV
V P.,
ловое воздействие на деталь. Регулировочная гайка 15 с воротком 16 осуществляет необходимый натяг пружин 10, т.е. изменение силового воздействия (в т.ч. и непосредственно в ироцессе обраоптки). Ф.1ан- ны разменк ны на ниюнка.х 17.
Работа устройства ocyHiecTH.ivicvcH по следующим основным вариантам.
Деталь неподвижна , устройство B|ia щается и имеет осевую но.аачу (схема сверлильно(1 обработки). В том случае возможно применение груза (см. чертеж).
Деталь враигается v.. устройство неподвижно (свободно вращаются ли1Н1 П()д1пииники в подшипниковых уз.пах) и имеет осевую подачу (схема токарной .об- работки). В этом с:1учае исключено HJMIMC- ненне грузов, однако достаточно .ктко осу- Н1ествлять изменение натяга 11;пжин, т.е. силового возде11ствня. Hetiocpi .u TBcHHo i; процессе обработки путем 11е11еме|цеиия регулировочной гайки (см. чер1С Ж).
Деталь врап1ается , ycTpoiicnно вращается и имеет осевую подачу. В этом случае, возможно применение i-рузов для иовын1ения эффективности обрабогки.
Пример. Обработке lux uu pi астся isiiyi- ренняя цилиндрическая иоверхнос i образцов из материалов ста,11) 45 и сплав Л И) с виутреИ Ним диаметром 70 мм, наружным диаметром 1 10 мм и длино11 25 мм (образцы типа кольцо). Используются токарно-ииьго- резный станок модели 1 K(i 2 и нрчжииньп инструмент с тремя деформирующими жинами, работающий по вариапту roKapuoii обработки. Уго.1 наклона осп пружин к оси онравкн сосгавляет 15 Натяг иружин осуществляется через фланец путем осевой) перемещения по оправке pei.;iipoBo4iion гайки (см. чертеж) в следуюпигч n|uvu ,iax: максимальная нагру.ка PV .,до
касания витков пружин с luiyipenHeii ci o- роны (между co6oii), мпинмал1,пач нагру .ка касания наружно нонгрхпостп
витков пружин обрабатываемого warepna,ia, иромежуточная (средняя) i между Р-.-. ь. и Pvi . ДпаМ1Ч р npoiio. ioKii
п
5
0
5
пружин составляет 3 мм, диаметр витков 20 мм. Их поверхность полируется до шероховатости ,16 0,32 мкм. В качестве магериа.ла пружин нспп,чьзуется 50ХВФА с зака. 1К(И1 до ИНС,- 4Н 52. Диапазоны из- меп(М1Ия режимов обрабожи Лчедук)Щ1и-: часгота вращения де |а,чи - 50 00 об/мин; но.тача инструмента до 0,8 мм/об.
Исходные (до обработки) ноказате.пи качества поверхнг)сги образцов следующие; ()ватость R,,--1,7 мкм для Д1Н и R,, l,4 мкм для стали 45; микротвердость поверхности ()0 МИа .тля ДЮ и 11 2020 ЛАПа для ста,;1и 45.
Иредла аемое ус i poiiCTno обе(Ч1ечивает В1)1сокую эффективност) отделочно11 и унрич- няющей обрабогки .и га.:|(Ч1 ман1ин, новышг- 11 ие ку,1ьтурь1 груда.
Формула изопрег нии
. Усгройсгно .ьля чистовой и уп)оч няющей обрабогкн цн.пиндриче, ких отве)с- ти11, содержащее оправк) с (фланцами, радиальньгм и упорным подшипниками, iia которой размени Н Д1ч|)орми)ую1пий э. Н мент li виде икшндрпческой прУжин), 3e.i ее крсп.псния и механизм регу.-|иронании ее длины, отличающееся iv, чю, г пе. и.ю повышения производите,11.ности ta C iei хне .шчепия д,1нны пятна контакта 1щструл ен;а с ;и тальк), оно снабжено по мешлп .М о.чной .1оп(.),лните, 1ьно11 нружинст, причем ToiMibi ф, 1анце 5 иыпо, П1ены коническими, ,1 чзел крен,:|ения пружины мен р, виде иннта с рас11о, 1С)Ж1,ч(ной нгч viiitpiioii n aii6oii и |)а;теп1ен на (}i.-iaiina пол углом 10 15 к оси оправки, при -iio:, радиальный и упорный ПО.ЧП1НПНИКН paciiD. Hi )1 в уз,:1е кренл(Ч1ИЯ на пиите по 1)а:;н,к
С|()|)011Ы шайб).
2. N cT|)oiicTBO по п. I, о /.Ш птчцеес 1л , ч ю, с ne. ibK) ипт(Ч С11фик,ч;п(:| процсе са, оно снабжено руьчмп с массой И) , o l массы пружины, снобо.чио paciio.ii)/Ki4-: и внугри пр ж.ины.
V/W//7/W////7/.
10 9
1 6 /
1 6 /
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| Устройство для чистовой и упрочняющей обработки цилиндрических отверстий | 1988 |
|
SU1590355A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2005 |
|
RU2298468C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2005 |
|
RU2297316C1 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| Устройство для чистовой и упрочняющей обработки цилиндрических отверстий | 1988 |
|
SU1666290A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325263C1 |
| СПОСОБ ОБКАТЫВАНИЯ ПРУЖИННЫМИ КОЛЬЦАМИ | 2009 |
|
RU2433901C2 |
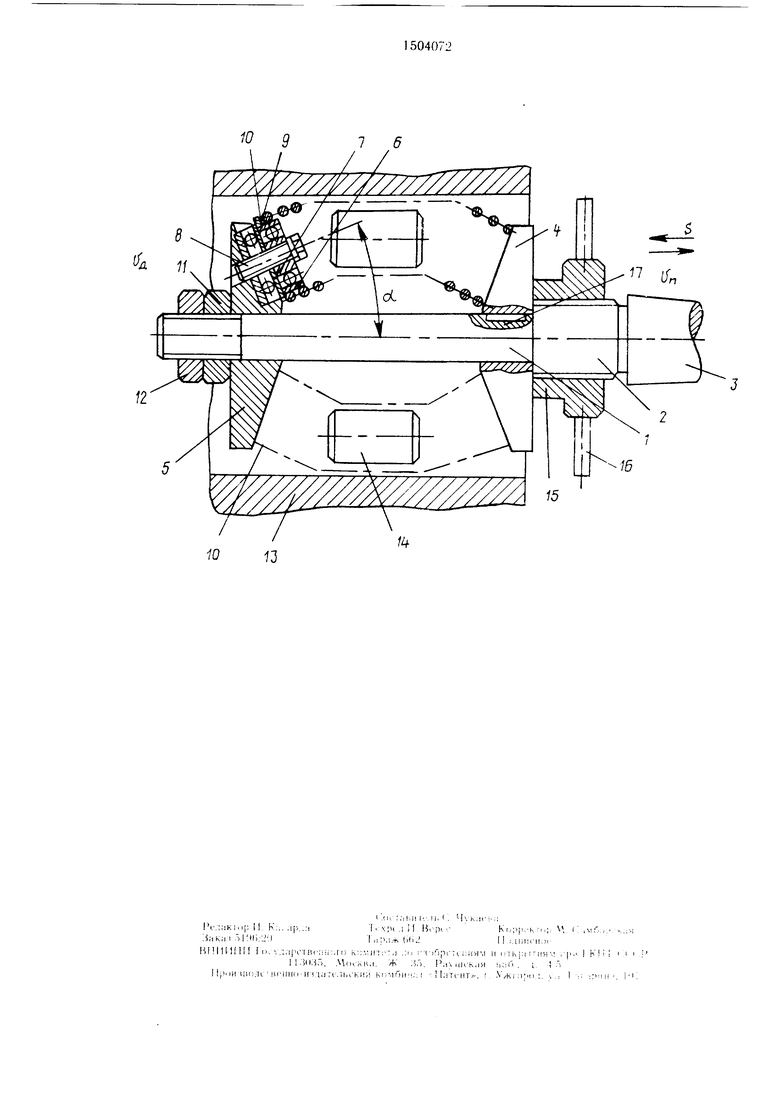
Изобретение относится к обработке металлов давлением и может быть использовано для динамической обработки отверстий. Цель изобретения - повышение производительности и интенсификация процесса обработки. Устройство содержит оправку, конические фланцы, радиальные и упорные подшипники. На радиальных подшипниках с упором в упорную шайбу размещены деформирующие элементы - цилиндрические пружины под углом 10-15° к оси оправки. Для повышения интенсивности силового воздействия на деталь внутри пружин имеются свободно перемещаемые грузы равной массы. При вращении инструмента эти грузы за счет действия центробежных сил перемещаются в радиальном направлении и воздействуют на внутреннюю поверхность пружин, чем обеспечивается дополнительное силовое воздействие на обрабатываемую поверхность детали. 1 з.п. ф-лы, 1 ил.
013
