Изобретение относится к технологии машиностроения, в частности к производству оснастки для отделочно-упрочняющей обработки заготовок из сталей и сплавов поверхностным пластическим деформированием с деформирующими элементами в виде витков кольцевой пружины.
Известно устройство для чистовой и упрочняющей обработки отверстий, у которого деформирующая цилиндрическая пружина, расположенная по окружности, винтообразно скручена и установлена на оправке на неподвижном и подвижном, перемещаемом в осевом направлении по резьбе, фланцах с коническими поверхностями на тонкостенной гильзе [1]. При этом коническими поверхностями фланцы опираются на сегментные элементы, которые контактируют с внутренней поверхностью тонкостенной гильзы. Конические поверхности фланцев разжимают сегментные элементы, которые в свою очередь разжимают тонкостенную гильзу, превращая ее в бочкообразную, в результате чего создается большой натяг витков пружины, которые принимают эллипсоидальную форму.
Недостатками известного устройства являются: низкая производительность и малая глубина упрочненного слоя, получаемая только статическим воздействием деформирующих элементов, а также сложность изготовления элементов конструкции, сборки и настройки, ведущие к не стабильному качеству обработанной поверхности.
Известно устройство, предназначенное для упрочняюще-чистовой обработки отверстий [2]. Силовой цилиндр устройства выполнен в виде жестко связанной со штоком гильзы, охватывающей неподвижный корпус, и установленных на штоке с возможностью перемещения по нему двух поршней, образующих пневматическую камеру. На штоке установлен подпружиненный штырь с возможностью взаимодействия с управляющим клапаном привода импульсного действия. Один из деформирующих элементов закреплен на оси, взаимодействующей с вышеупомянутым штоком, а второй установлен на штоке дополнительного гидроцилиндра, размещенного соосно силовому цилиндру. Силовой цилиндр закреплен на корпусе перпендикулярно его оси. В процессе обработки осуществляется статико-импульсное воздействие на обрабатываемую поверхность, что повышает твердость поверхностного слоя.
Недостатками известного устройства являются: сложность и дороговизна конструкции, а также большие массогабаритные размеры, что удорожает процесс обработки, ограниченность применения - только для отверстий больших диаметров, ограниченность технологических возможностей и низкая производительность, обусловленная минимальным количеством деформирующих элементов (всего два) и минимальной продольной подачей.
Задачей изобретения является расширение технологических возможностей поверхностного пластического деформирования за счет использования многоэлементного статико-импульсного раскатывающего устройства, а также повышение параметра шероховатости обработанной поверхности, увеличение ее твердости на значительную глубину благодаря не только раскатывающему статическому воздействию, но также за счет периодического, совмещенного и последовательного динамического, импульсного воздействия на обрабатываемую поверхность деформирующих элементов, увеличение производительности за счет увеличения пятна контакта деформирующих элементов с обрабатываемой поверхностью, длительности работы и срока службы устройства, а также удешевление изготовления инструмента и снижение себестоимости процесса.
Поставленная задача решается с помощью предлагаемого устройства для статико-импульсного раскатывания отверстий, причем оно содержит свернутую в кольцо деформирующую цилиндрическую пружину, установленную с натягом на правильном многограннике, количество вершин которого равно количеству витков пружины, выполненную с возможностью вращения оправки, на которой жестко закреплен многогранник, и сепаратор для удерживания пружины от проворота относительно продольной оси, установленный без возможности вращения, при этом правильный многогранник выполнен с возможностью создания дополнительного натяга между пружиной и поверхностью заготовки для обеспечения статико-импульсного воздействия на заготовку, а пружина торцом свободно установлена в сепараторе.
Особенности конструкции устройства поясняются чертежами.
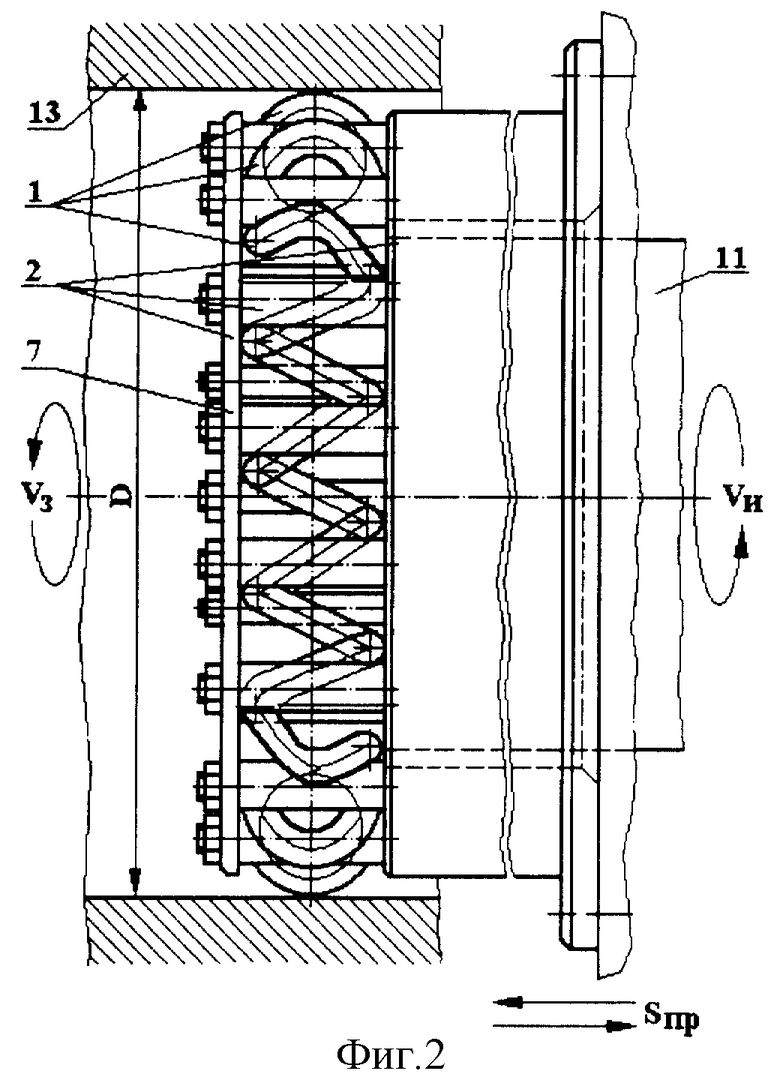
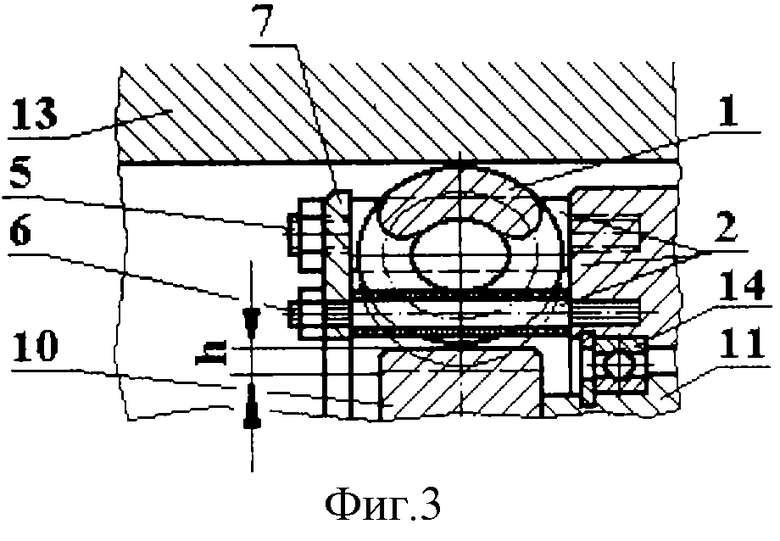
На фиг.1 показано предлагаемое статико-импульсное устройство с деформирующими элементами в виде витков кольцевой пружины, частичный продольный разрез; на фиг.2 - схема процесса статико-импульсной обработки поверхностным пластическим деформированием витками пружины внутренней поверхности отверстия заготовки предлагаемым устройством; на фиг.3 - эллипсоидальная форма витка деформирующей пружины при набегании на него вершины многогранника.
Предлагаемое устройство служит для чистовой и упрочняющей обработки поверхностным пластическим деформированием путем статико-импульсного раскатывания отверстий с помощью многоэлементной деформирующей винтовой цилиндрической пружины 1, свернутой в кольцо.
Деформирующая цилиндрическая пружина 1 расположена по окружности и свободно установлена торцом в не вращающемся сепараторе 2, удерживающем пружину от проворота относительно продольной оси. Сепаратор 2 состоит из трубы 3 с фланцем, с помощью которого сепаратор неподвижно закреплен на корпусе 4 привода устройства, наружных 5 и внутренних 6 шпилек и кольца 7. Шпильки 5 и 6 (взяты, например, по ГОСТ 22032-76 - ГОСТ 22041-76) ввернуты в торец трубы 3 и служат для предварительной ориентации витков пружины 1 и удерживании ее в не подвижном состоянии. На шпильки 5 и 6 натянуты резиновые трубки 8 для амортизации ударов со стороны витков пружины. Шпильки расположены между витками кольцевой пружины и их количество равно количеству витков. Свернутая в кольцо деформирующая пружина 1 свободно установлена на шпильках 5 и 6 и одним торцом контактирует с трубой 3, а с другого торца удерживается от выпадения кольцом 7, которое также установлено на шпильках и закрепляется гайками 9.
Пружина 1 внутренней поверхностью витков установлена с натягом на правильном многограннике 10, жестко закрепленном на вращающейся оправке 11 винтами 12 и имеющим количество вершин, равных количеству витков пружины 1. В конструкции многогранника 10 заложены возможности статико-импульсной нагрузки устройства. Превышение величины R, равной расстоянию от вершины многогранника до продольной центральной оси над величиной r, равной расстоянию от середины грани до продольной центральной оси многогранника 10 равно натягу h, необходимому для эффективного статико-импульсного воздействия пружины, т.е. h=R-r.
Чем больше r, тем больше статическая нагрузка, оказываемая витками пружины на обрабатываемую поверхность заготовки 13. Обрабатываемый размер отверстия D заготовки 13 связан с конструктивными параметрами устройства следующей зависимостью (примерно, без учета натяга и деформации пружины):
D≈2(r+d),
где D - диаметр обрабатываемого отверстия заготовки, мм;
d - наружный диаметр витка пружины, мм.
Чем больше натяг h, тем значительнее импульсное силовое воздействие деформирующих витков пружины 1 на обрабатываемую внутреннюю поверхность заготовки 13.
Обработку выполняют на токарных, шлифовальных и фрезерных станках; при обработке, например, отверстия заготовки-втулки 13, ей сообщают вращательное движение с частотой V3, оправке 11 с многогранником 10 - вращательное движение с частотой Vи, а устройству - движение продольной подачи Sпр.
Деформирующие элементы являются витками из стали круглого сечения винтовой цилиндрической пружины 1, свернутой в кольцо, которое установлено с натягом на многограннике 10 с возможностью вращения последнего.
Сущность процесса заключается в том, что при работе устройство с некоторым усилием вводится в обрабатываемое отверстие, при этом витки пружины 1, установленной с некоторым натягом на многограннике 10, контактируют с ним не по вершинам, а по впадинам, деформируются и взаимодействуют с обрабатываемой поверхностью заготовки, производя статическое раскатывание отверстия.
Таким образом, при вращении заготовки и не вращающейся оправке 11 с многогранником 10 производится статическое безударное раскатывание.
Помимо этого режима, устройство работает в режиме статико-импульсного раскатывания. В последнем случае в работу включается оправка 11 с многогранником 10, которой дают вращательное движение с частотой Vи.
При набегании вершин вращающегося многогранника на неподвижные витки пружина начинает контактировать с поверхностью заготовки 13 имея дополнительный натяг, равный - h=R-r.
При этом витки пружины деформируются и принимают эллипсоидальную форму (см. фиг.3). При такой обработке осуществляется значительное силовое статико-импульсное воздействие на заготовку.
Деформирующие элементы оказывают выглаживающее действие с нанесением на поверхности заготовки многочисленных ударов, пластически деформируя ее. В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1...0,4 мкм при исходном значении Ra=0,8...3,2 мкм. Твердость поверхности увеличивается на 30...80% при глубине наклепанного слоя 0,3...3 мм. Остаточные напряжения сжатия достигают на поверхности 400...800 МПа.
Предварительная обработка заготовки: шлифование до значения параметра шероховатости Ra=0,4...1,6 мкм, а также чистовое растачивание поверхностей с шероховатостью Ra=3,2 мкм.
Обработку предлагаемым устройством применяют при изготовлении заготовок из цветных металлов и сплавов, чугуна и стали твердостью до HRC 58...64.
Деформирующие элементы, т.е. витки пружины изготовляют из сталей: легированных ШХ15, ХВГ, 9Х, 5ХНМ, углеродистых инструментальных У10А, У12А, быстрорежущих Р6М5, Р9. Твердость рабочей поверхности витков из сталей HRC 62...65. Параметр шероховатости рабочего профиля витков пружины Ra=0,32 мкм.
Условия обработки, такие как: твердость поверхностного слоя, глубина наклепа и шероховатость поверхности зависят от силы раскатывания и числа раскатывающе-деформирующих элементов, приходящихся на 1 мм2 поверхности. Эти параметры, в свою очередь, зависят от окружной скорости устройства, натяга h, размера витков, их числа, частоты вращения заготовки, величины подачи на один оборот заготовки и числа проходов. Значения технологических факторов (частоты ударов, величина подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6...10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Регулировать величину натяга h возможно путем замены многогранника 10. При этом грани многогранника могут быть как плоские, так и вогнутые, в зависимости от величины натяга h.
Пример. Деформирующая цилиндрическая пружина была изготовлена из сплава марки 38ХМЮА и после азотирования имела твердость 60...64 HRC. Наружная поверхность витков была отполирована до Ra=0,05... ...0,08 мкм. Обработка заготовок-втулок из стали 45 проводилась на токарном станке мод. 16К20 при частоте вращения n3=360...1400 об/мин (V3=90,4...351,6 м/мин), рабочей подаче устройства Sпр=0,06...0,3 мм/об и фиксируемом силовом воздействии 350...650 H. Обрабатываемое отверстие имело диаметр 80 мм и длину 110 мм. Твердость материала заготовки - 32...36 HRC, исходная шероховатость поверхности Ra=2,5 мкм. Параметры чистового и упрочняющего статико-импульсного раскатывания устройством с пружинным инструментом приведены в табл.1.
При обработке в качестве смазочно-охлаждающей жидкости использовали индустриальное масло 20.
Как следует из представленных в таблице 1 данных, при режимах раскатывания, близких к оптимальным (частота вращения V3=178,35 м/мин, продольная подача Sпр=0,28 мм/об, нагрузка 325...500 H), обеспечивалась Ra=0,25...0,30 мкм и упрочнение поверхностного слоя до 30...40% при глубине наклепанного слоя 1,3...2,3 мм.
Производительность увеличилась в 1,9-2 раза. Эти данные согласуются с работой [3].
Предлагаемое устройство расширяет технологические возможности поверхностного пластического деформирования за счет использования многоэлементного статико-импульсного раскатывающего устройства, а также повышает параметр шероховатости обработанной поверхности, увеличивает ее твердость на значительную глубину благодаря не только раскатывающему статическому воздействию, но также за счет периодического, совмещенного и последовательного динамического, импульсного воздействия на обрабатываемую поверхность деформирующих элементов, увеличивает производительность за счет увеличения пятна контакта деформирующих элементов с обрабатываемой поверхностью, длительность работы и срок службы устройства, а также сокращает расходы на изготовление устройства и снижает себестоимость процесса раскатывания.
Источники информации
1. Авторское свидетельство СССР №1590355, МКИ4, В24В 39/00.
2. Авторское свидетельство СССР №1641597, МКИ4, В24В 39/02. Устройство для упрочняюще-чистовой обработки отверстий. Олжабаев P.O., Кудрявцев И.В., Сосковец О.Н. и др. 4370015/27. 28.12.88; 15.04.1991. Бюл. №14 - прототип.
3. Никифоров А.В., Сахаров В.В. Технологические возможности и перспективы чистовой и упрочняющей обработки упругим инструментом. - М., 1991. - 56 с., 26 ил. (Машиностроит. Пр-во. Сер. Прогрессивные технол. процессы в машиностроении: Обзорн. информ. /ВНИИТЭМР. Вып.5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2005 |
|
RU2298468C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347664C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2324584C1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2314906C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433903C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433902C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ | 2007 |
|
RU2347666C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2347661C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2355553C1 |
Изобретение относится к технологии машиностроения, а именно к отделочно-упрочняющей обработке заготовок из сталей и сплавов поверхностным пластическим деформированием. Устройство содержит свернутую в кольцо деформирующую цилиндрическую пружину, установленную с натягом на правильном многограннике, количество вершин которого равно количеству витков пружины. Правильный многогранник жестко закреплен на выполненной с возможностью вращения оправке. Пружина свободно установлена в сепараторе без возможности проворота относительно своей продольной оси. Правильный многогранник выполнен с возможностью создания дополнительного натяга между пружиной и поверхностью заготовки для обеспечения статико-импульсного воздействия на заготовку. В результате расширяются технологические возможности, увеличивается производительность, повышается твердость обработанной поверхности и снижается себестоимость устройства. 3 ил., 1 табл.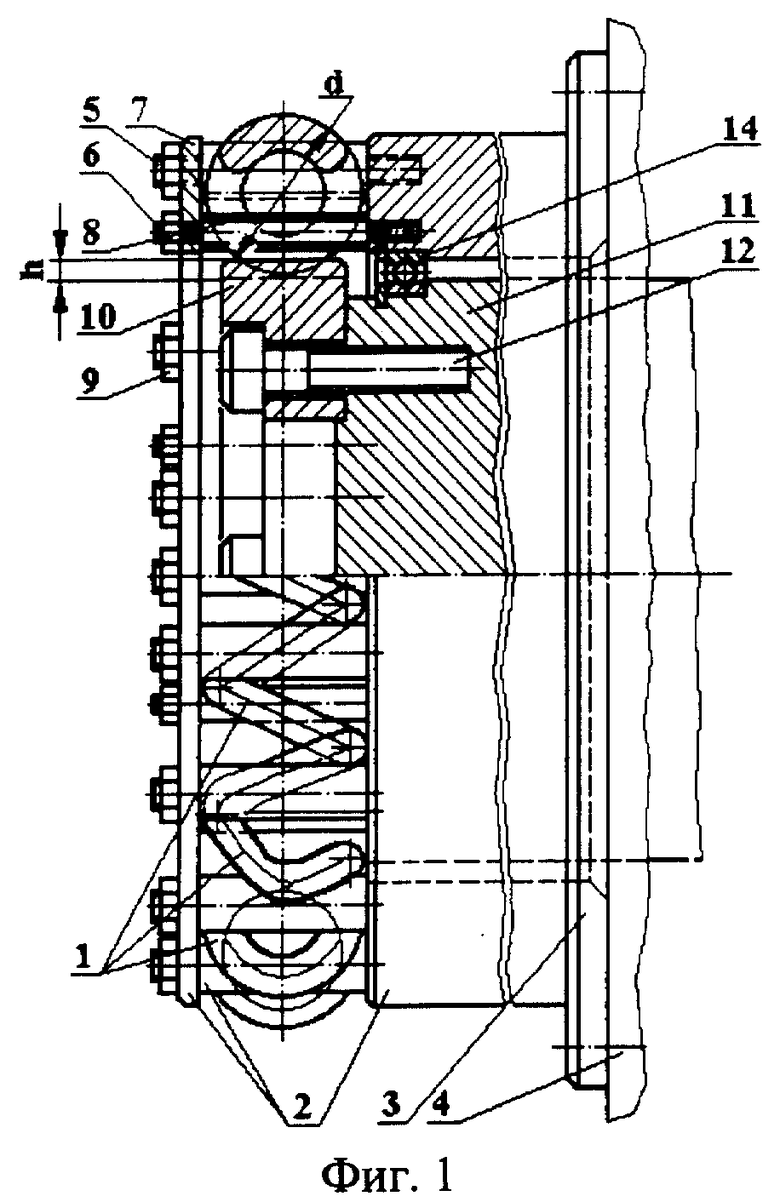
Устройство для статико-импульсного раскатывания отверстий, отличающееся тем, что оно содержит свернутую в кольцо деформирующую цилиндрическую пружину, установленную с натягом на правильном многограннике, количество вершин которого равно количеству витков пружины, выполненную с возможностью вращения оправку, на которой жестко закреплен упомянутый правильный многогранник, и сепаратор для удерживания пружины от проворота относительно продольной оси, установленный без возможности вращения, при этом правильный многогранник выполнен с возможностью создания дополнительного натяга между пружиной и поверхностью заготовки для обеспечения статико-импульсного воздействия на заготовку, а пружина торцом свободно установлена в сепараторе.
| Устройство для упрочняюще-чистовой обработки отверстий | 1988 |
|
SU1641597A1 |
| РАСКАТНИК ИМПУЛЬСНОГО РАДИАЛЬНОГО ДЕЙСТВИЯ | 0 |
|
SU390929A1 |
| Инструмент для поверхностного упрочнения деталей | 1980 |
|
SU942967A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2006361C1 |
| Деформирующая прошивка | 1988 |
|
SU1620276A1 |
| Перфоратор | 1977 |
|
SU665083A1 |

