Изобретение относится к деревообрабатывающей промышленности.
Цель изобретения - повышение качества ш,епы.
На чертеже показана схема обработки бревен торцово-коническим фрезерованием.
Обрабатываемое бревно 1 движется вдоль своей продольной оси в направлении А. Последовательно от периферийной зоны поперечного сечения бревна 1 к его центру снимают слои 2 древесины. Толш,ина каждого слоя 2 равна толшине щепы S«. На каждом слое формируют торцы 3 элементов 4 щепы в плоскости, торцово- поперечной волокнам древесины под заданным углом (р, формируют толщину элементов щепы S.u в плоскости 5, поперечной направлению волокон древесины, параллельной продольной оси бревна 1. Длина щепы /uf определяется кинематическими соотношениями и зависит от скорости движения бревна 1 и частоты срезания ножами в единицу времени элементов 4 щепы на каждом слое 2.
Формирование элементов щепы из гор- быльной зоны бревна происходит послойным и последовательным срезанием слоев зоны режущими кромками основных ножей. Начинается формирование от периферийной зоны поперечного сечения бревна к его центру. Каждый слой зоны обрабатывается последовательно и периодично с чередованием за оборот инструмента периодов холостых пробегов основного ножа. Во время холостых пробегов бревно продвигают на величину, равную длине щепы /„ и рабочих периодов. Во время рабочих периодов формируют элементы щепы режущими кромками основных ножей в двух плоскостях. Одна из кромок основных ножей формирует длину
5
элемента щепы плоскости, поперечно- торцовой направлению волокнам древесины, а другая - толщину в плоскости, поперечной направлению волокон.
Элементы 6 щепы на слое 7, прилегающем к формируемой пласти бруса 8, формируются зачистными ножами. У этих ножей частота рабочих периодов совпадает с частотой рабочих периодов основных ножей.
g Кроме того, они имеют еще одно периодическое движение в плоскости, перпендикулярной пласти бруса, на величину, равную толщине снимаемого слоя.
Осуществление предлагаемого способа может быть достигнуто известными устройствами, придающими зачистным ножам осци- ляционное движение вдоль оси фрезы перпендикулярно пласти бруса с заданными частотой и амплитудой на величину не менее толщнны слоя S, например встроенQ ной электромагнитной муфтой.
Формула изобретения
Способ обработки бревен торцово-коническим фрезерованием, включающий подачу 5 бревна на вращающиеся основные и за- чистные ножи, формирование элементов щепы из горбыльной зоны бревна послойным и последовательным срезанием слоев зоны режущими кромками основных ножей и формирование пласти бруса зачистными ножами, отличающийся тем, что, с целью повышения качества щепы, формирование пласти бруса осуществляют путем совмещения частот рабочих периодов зачистных и основных ножей и придания зачистным ножам движения в плоскости, перпендикулярной пласти бруса., на величину, равную толщине снимаемого слоя.
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переработки бревен и брусьев на обрезные пиломатериалы и технологическую щепу | 1991 |
|
SU1819211A3 |
| Устройство для оцилиндровки бревен | 1981 |
|
SU1061998A1 |
| Окорочно-зачистной станок роторного типа | 1980 |
|
SU946935A1 |
| Рабочий орган окорочного станка | 1972 |
|
SU438532A1 |
| ФРЕЗЕРНАЯ ГОЛОВКА ДЛЯ ПЕРЕРАБОТКИ ТОНКОМЕРНОЙ ДРЕВЕСИНЫ В БРУС И ТЕХНОЛОГИЧЕСКУЮ ЩЕПУ ИЛИ СТРУЖКУ | 1995 |
|
RU2146609C1 |
| Способ и поточная линия для раскроя бревен | 1975 |
|
SU564152A1 |
| Станок для изготовления брусьев | 1991 |
|
SU1813625A1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| ФРЕЗЕРНО-БРУСУЮЩИЙ СТАНОК | 1991 |
|
SU1827962A1 |
Изобретение относится к деревообрабатывающей промышленности. Целью изобретения является повышение качества щепы. Обрабатываемое бревно 1 движется вдоль своей продольной оси в направлении А. С бревна 1 снимаются слои 2 последовательно от периферийной зоны поперечного сечения к центру. Толщина каждого слоя 2 равна толщине щепы Sщ. На каждом слое формируют торцы 3 элементов 4 щепы под заданным углом φщ и толщину элементов щепы Sщ в плоскости 5. Длина щепы Lщ определяется кинематическими соотношениями. Элементы 6 щепы на слое 7, прилегающем к формируемой пласти бруса 8, формируются зачистными ножами. У зачистных ножей частота рабочих периодов совпадает с частотой рабочих периодов основных ножей. Также они имеют движение в плоскости, перпендикулярной пласти бруса, величина которого равна толщине снимаемого слоя. 1 ил.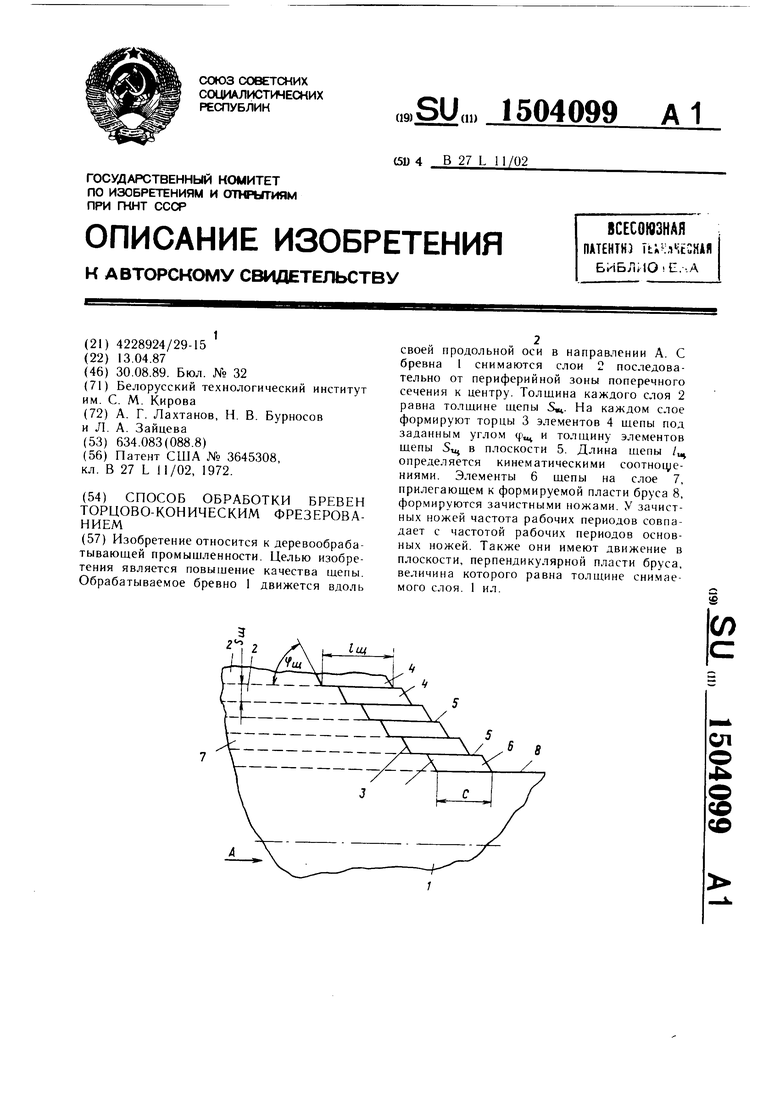
Составитель Л. Вишнякова
Редактор И, Касарда Заказ 5199/21
Техред И. Верес Тираж 452
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская иаб., д. 4/5 Производственно-издательский комбинат сПатент, г. Ужгород, ул. Гагарина, 101
Корректор С. Черни Подписное
| Патент США № 3645308, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
