Изобретение относится к деревообрабатывающему оборудованию для комплексной безотходной переработки бревен на пиломатериалы с использованием отходов (щепы и опилок).
Среди известного оборудования по переработке древесины на пиломатериал фрезерно-пильные линии имеют наибольший уровень концентрации операций. К ним относится линия ЛФП-3, включающая ленточный транспортер, роликовый транспортер с центрирующим устройством, подающий транспортер с базирующим устройством в виде трех верхних прижимных рифленых вальцов, фрезерно-брусующий станок ФБ-3, включающий торцово-конические фрезы, размещенные на подвижных суппортах, базирующее устройство, состоящее из двух вытяжных вальцов, привода и механизма прижима в виде подпружиненного рифленого вальца. Линия содержит круглопильный станок для распиливания бруса на доски, роликовый конвейер для перемещения пакета досок на сортировочное устройство, устройство для транспортировки технологической щепы, бункер для сбора щепы (см. Е.М.Боровиков и др. Лесопиление на агрегатном оборудовании. М.: Лесная промышленность. - 1985, с.124-126; 116-119).
Наиболее близкой к заявляемой линии относится линия фрезерно-пильная ЛФП-2, включающая накопитель, кантователь, конвейер подающий роликовый с боковыми упорами для зажима бревна, станок фрезерно-брусующий ФБ-3, включающий торцово-конические фрезы специальной конструкции с четырьмя ножами, размещенные на подвижных суппортах, базирующее устройство, состоящее из двух вытяжных вальцов привода и механизма прижима в виде подпружиненного рифленого вальца. Кроме того, линия содержит круглопильный станок, устройство для транспортировки технологической щепы и опилок, бункер для сбора щепы и опилок (см. Е.М.Боровиков и др. Лесопиление на агрегатном оборудовании. М.: Лесная промышленность. - 1985, с.115-124).
К недостаткам известных линий относятся:
- неполное использование древесины при обработке бревен;
- нестабильное базирование бревна во время работы, снижающее качество обработанной поверхности, обусловленное жесткостью прижимных рифленых вальцов, не обеспечивающих копирование неровностей бревна;
- сложность конструкций используемых на них торцово-конических фрез;
- повышенная трудоемкость и сложность установки ножей фрезы, обусловленные необходимостью ориентировать ножи при закреплении их на ножевой спирали.
В заявляемой линии комплексной переработки древесины на фрезерно-брусующем станке используют торцово-конические многоножевые фрезы.
Известны фрезы этого вида с литыми корпусами в форме усеченного конуса с установкой ножей по спирали в пазах корпуса.
Известны конструкции многоножевых торцово-конических фрез АЛТИ, состоящих из ступицы с закрепленными на них сваркой лопастями, охваченными ободом. На передней поверхности каждой лопасти выполнены посадочные места для четырех ножей. На десяти лопастях фрезы установлено сорок ножей, образующих две ножевые спирали (см. Е.М.Боровиков и др. Лесопиление на агрегатном оборудовании. М.: Лесная промышленность. - 1985, с.74-77).
Недостатками известных торцово-конических многоножевых фрез являются сложность конструкции, повышенная трудоемкость и сложность установки ножей, обусловленная необходимостью ориентировать ножи при закреплении их на ножевой спирали смещением их по лопасти в радиальном и осевом направлениях.
Техническим результатом заявленного технического решения является наиболее эффективное комплексное использование древесного сырья, повышение стабильности базирования бревна, улучшающего качество поверхности обработки и снижающего потери выхода пиломатериала, упрощение конструкции торцово-конической фрезы, монтажа и демонтажа резцов фрезы и повышение срока их эксплуатации.
Технический результат достигается тем, что линия комплексной переработки древесины, содержащая накопитель, подающий конвейер, базирующие устройства, фрезерно-брусующий станок с торцово-коническими фрезами, размещенными на суппортах с возможностью перемещения, рольганг, многопильный станок, транспортер, накопитель продукции, механизм транспортировки технологической щепы и опилок, бункер для щепы и опилок, содержит топку циклонную, соединенную шнековым транспортером с бункером для щепы и опилок, теплообменник системы воздушного отопления цеха, соединенный с топкой, сушильную камеру с теплообменником, соединенным с теплообменником системы отопления цеха, при этом подающий конвейер выполнен цепным, базирующие устройства состоят из базирующего устройства подающего конвейера, включающего съемный лоток и набор острозаточенных шлифовальных дисков, закрепленных на валу с возможностью перемещения по вертикали независимо друг от друга и ориентированных плоскостью вдоль бревна, базирующего устройства фрезерно-брусующего станка, включающего нажимные диски с блоком пружин, размещенные в корпусах, установленных в торцовых выемках фрез с возможностью вращения независимо от вращения фрезы, и поддерживающие линейки с направляющими дисками, перемещающимися по резьбе, установленными на выходе из фрезерно-брусующего станка, причем торцово-конические фрезы выполнены четырехступенчатыми восьмизаходными с расположением резцов по спирали в выемках поверхности каждой ступени с расположением их режущей кромки параллельно цилиндрической поверхности ступени и выступающей не менее, чем на 25 мм над поверхностью, при этом линия дополнительно содержит строгальный станок, бункер для сухой стружки, соединенный пневмотрубопроводом со строгальным станком, и пресс для получения из стружки топливных брикетов.
Введение в линию циклонной топки, обеспечивающей получение горячих топочных газов, при сжигании поступающих от фрезерно-брусующего и многопильного станков отходов (щепы и опилок), направляемых в теплообменник для воздушного отопления цеха и в теплообменник сушильной камеры для сушки пиломатериала, позволяет комплексно практически 100%-но использовать поступающую на переработку древесину с получением сухих досок и использованием отходов лесопиления для отапливания цеха и сушки пиломатериалов.
Использование для базирования бревна в подающем транспортере лотка и острозаточенных шлифовальных дисков, ориентированных плоскостью вдоль бревна, установленных свободно на валу, позволяет дискам под собственным весом перемещаться по вертикали, врезаясь в бревно, и перекатываться по бревну при его перемещении, копируя его неровную поверхность, надежно фиксируя бревно, исключая поворот его вокруг своей оси, повышая стабильность базирования, что ведет к улучшению качества обработки поверхности и снижает потери выхода пиломатериала.
Применение в механизме базирования фрезерно-брусующего станка прижимных дисков, установленных выступающими на 0,2-0,5 мм над режущей кромкой резца в корпусах, размещенных в торцовых выемках фрезы с возможностью вращения независимо от фрезы, улучшающих геометрическую точность обработки и исключающих затягивание бревна, а также использование поддерживающей линейки с направляющими дисками, перемещающимися по резьбе, установленными на выходе из фрезерно-брусующего станка, повышает стабильность базирования, улучшая качество обработки и снижая потери выхода пиломатериала.
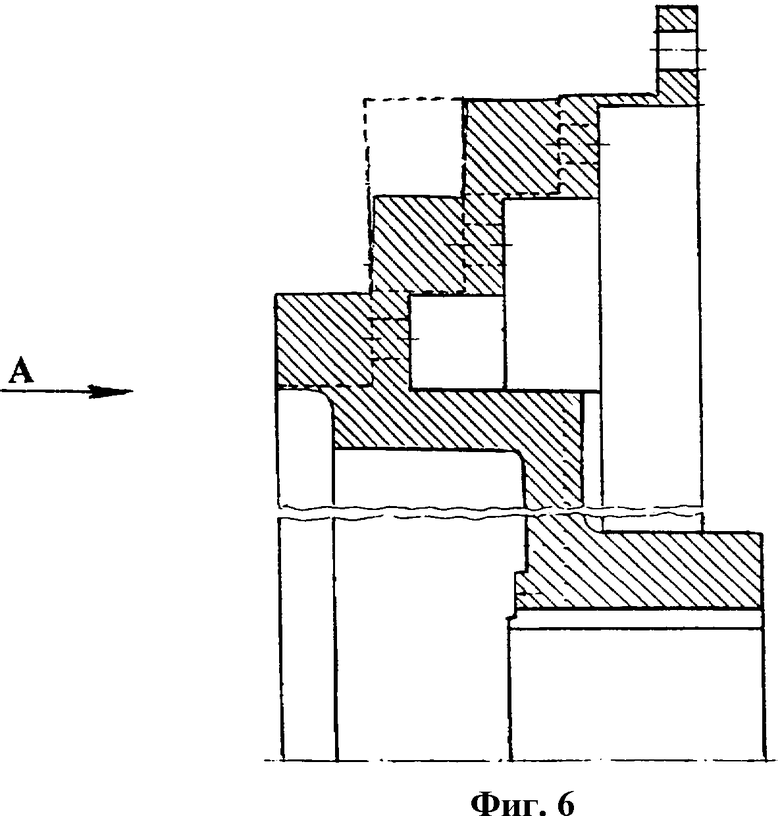
Выполнение торцово-конической фрезы четырехступенчатой восьмизаходной с расположением резцов по спирали в выемках поверхности фрезы с расположением режущей кромки параллельно цилиндрической поверхности упрощает ее конструкцию, позволяет легко снять резцы для заточки их, легко установить непосредственно на станке и получить топливную щепу длиной 10-12 мм и толщиной 1,5 мм. Установка резца выступающим над цилиндрической поверхностью ступени фрезы не менее, чем на 25 мм, позволяет производить большое количество заточек, увеличивая срок эксплуатации резца.
Фиг.1 - Общий вид линии (вид сбоку).
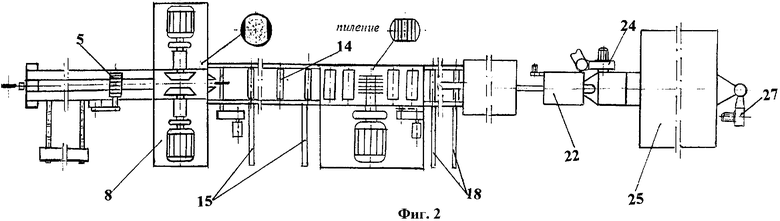
Фиг.2 - Общий вид линии (вид сверху).
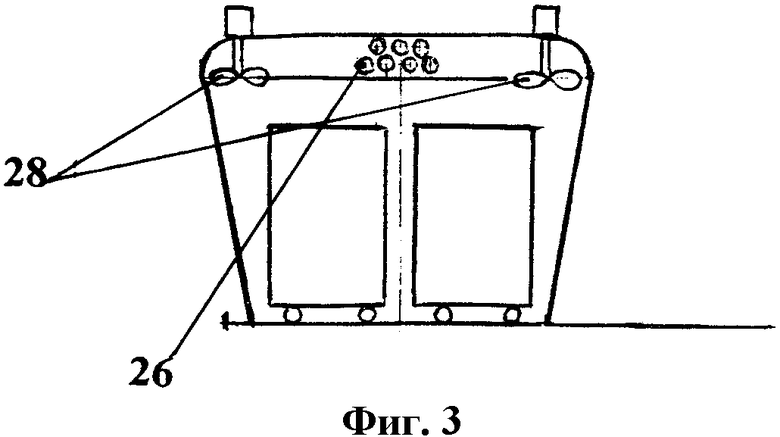
Фиг.3 - Разрез по А-А на фиг.1 (сушильная камера с теплообменником).
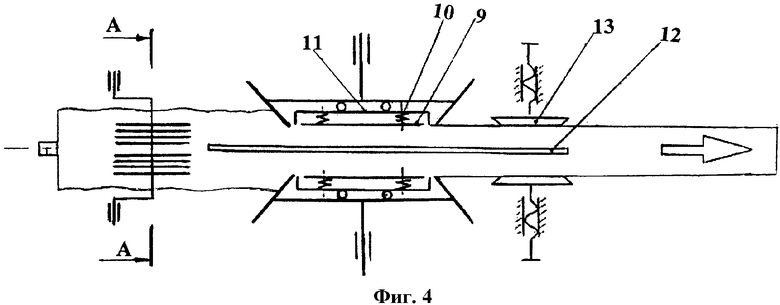
Фиг.4 - Схема базирующих механизмов.
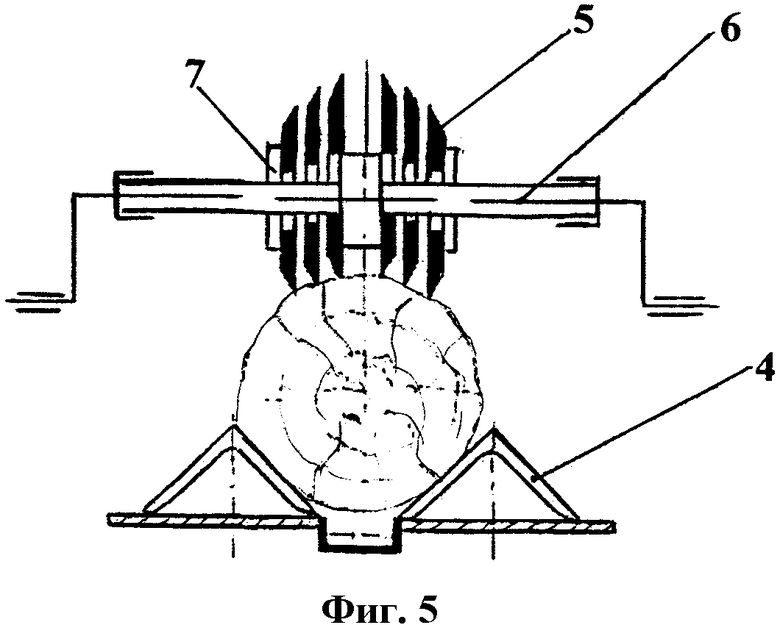
Фиг.5 - Разрез по А-А на фиг.4. Общий вид базирующего устройства подающего цепного конвейера.
Фиг.6 - Общий вид многорезцовой торцово-конической фрезы в разрезе.
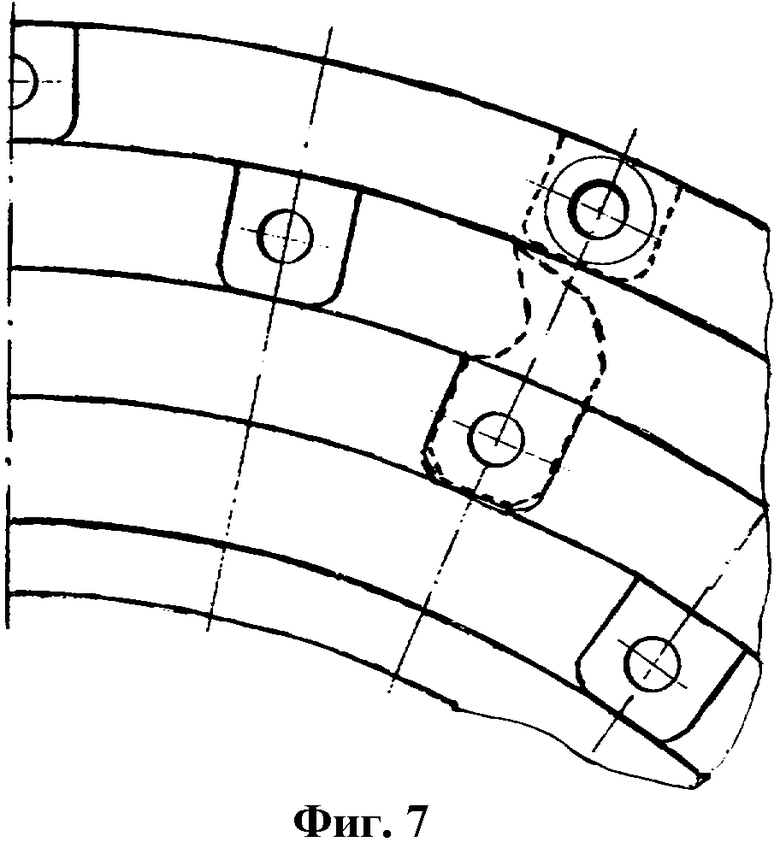
Фиг.7 - Вид А на фиг.6.
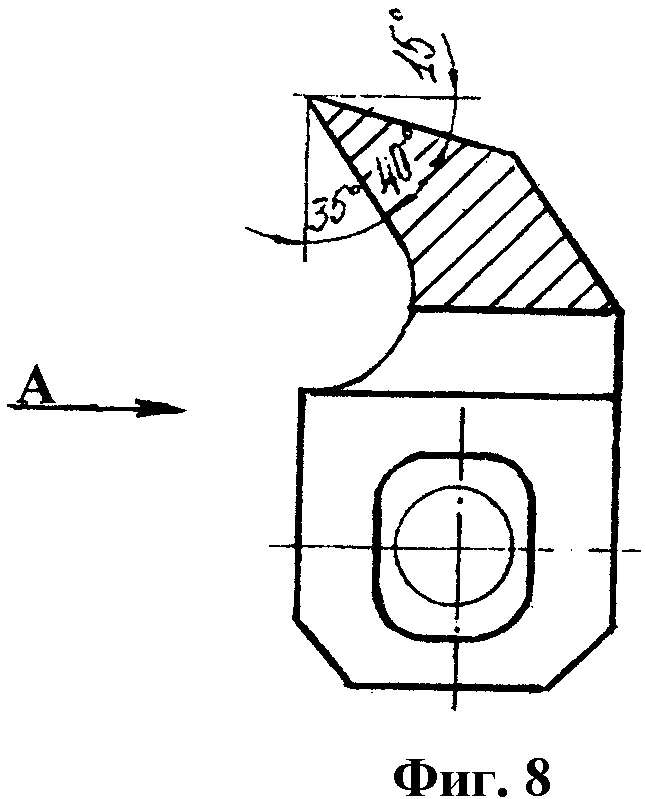
Фиг.8 - Общий вид резца торцово-конической фрезы.
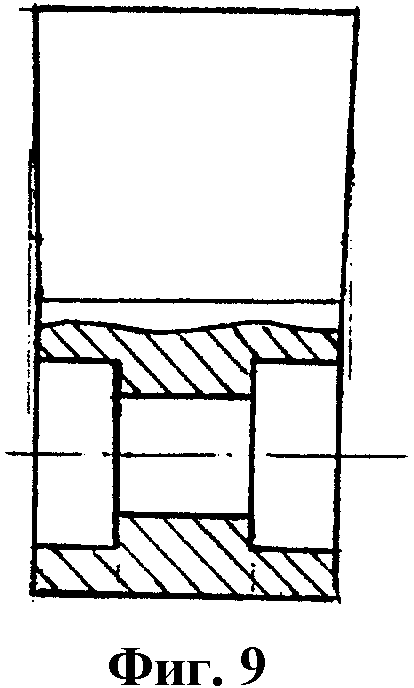
Фиг.9 - Вид А на фиг.8.
Линия комплексной переработки древесины включает последовательно установленные: подающий цепной конвейер 1 с цепным поперечным подающим транспортером 2 и базирующим устройством 3, состоящим из съемного лотка 4 и набора острозаточенных шлифовальных дисков 5, закрепленных на валу 6 стопорными гайками 7 с возможностью перемещения по вертикали под собственным весом независимо друг от друга и ориентированных плоскостью вдоль бревна. Суммарный зазор между дисками 5 составляет не более 0,1 мм, а внутренний диаметр дисков 5 в два раза больше диаметра вала 6. Линия включает также фрезерно-брусующий станок 8 с многорезцовыми торцово-коническими фрезами, выполненными четырехступенчатыми с расположением резцов по спиралям. На каждой фрезе установлено 48 резцов, образующих восемь ножевых спиралей, и дополнительные резцы, обеспечивающие проход бревна диаметром больше 300 мм. Фрезы размещены на суппортах, перемещающихся в горизонтальной плоскости для установки фрез на необходимый размер бруса. Базирующее устройство фрезерно-брусующего станка состоит из нажимных дисков 9, установленных выступающими на 0,2-0,5 мм над режущей кромкой резцов и снабженных блоком пружин 10, размещенных в корпусах 11, установленных в торцовых выемках фрез с возможностью вращения независимо от вращения фрезы, и поддерживающей линейки 12 с направляющими дисками 13, перемещающимися по резьбе, установленными на выходе из фрезерно-брусующего станка. Линия содержит рольганг 14 для перемещения двухкатного или четырехкатного бруса с накопителем 15, многопильный станок 16, рольганг 17, накопитель 18 готовой продукции (досок), трубопровод 19 механизма транспортировки (пневмотранспорта) технологической щепы и опилок в бункер 20. Бункер 20 соединен шнековым транспортером 21 с циклонной топкой 22. Линия содержит также теплообменник 23 воздушной системы отопления цеха, снабженный вентилятором 24 и соединенный с топкой 22, сушильную камеру 25 с камерным теплообменником 26, снабженную вытяжным вентилятором 27 и соединенную с теплообменником 23 системы отопления цеха, при этом в сушильной камере 25 установлены реверсивные вентиляторы 28, при этом линия дополнительно содержит строгальный станок, бункер для сухой стружки, соединенный пневмотрубопроводом со строгальным станком, и пресс для получения из стружки топливных брикетов (не показаны).
Обработку бревен на линии производят в следующей последовательности.
Бревна поштучно из накопителя подают цепным поперечным транспортером 2 на съемный лоток 4 цепного конвейера 1. Базирование бревна в подающем конвейере 4 происходит с помощью набора острозаточенных шлифовальных дисков 5, которые, перемещаясь под собственным весом по вертикали независимо друг от друга, врезаются в бревно и, перекатываясь по нему, копируют неровности бревна, исключая поворот бревна вокруг своей оси. Конвейером 1 перемещают бревно к механизму резания фрезерно-брусующего станка, в котором базирование, обеспечивающее геометрическую точность обработки, достигается поджатием двухкатного бруса нажимными дисками 9, размещенными в корпусах 11 за счет блока пружин 10. В фрезерно-брусующем станке при помощи торцово-конических фрез бревно обрабатывается и трансформируется в двухкатный брус соответствующего размера. Полученная в процессе фрезерования щепа направляется по трубопроводу 19 пневмотранспорта в бункер 20. Двухкатный брус подают рольгангом 14 в накопитель 15. Пропустив партию бревен через фрезерно-брусующий станок и получив партию двухкатных брусьев, производят перенастройку подающего конвейера 1, убирая направляющие, образующие лоток 4, закрепленные болтами. Кроме того, одновременно производят перемещение суппортов, осуществляя переустановку торцово-конических фрез на необходимый размер бруса для изготовления бруса прямоугольного или квадратного сечения. Затем укладывают двухкатные брусья на плоскую поверхность подающего конвейера 1 и перемещают его в фрезерно-брусующий станок для получения четырехкатного бруса и топливной щепы размером 10-12 мм длиной и 1,5 мм толщиной, подаваемой в бункер 20 пневмотранспортом 19. Из фрезерно-брусующего станка четырехкатный брус по линейке 12 проходит через направляющие диски 13 и перемещается на приводной рольганг 14, подающий брус в многопильный станок 16, распиливающий брус на доски. Готовый пиломатериал поступает на приводной рольганг 17, сбрасывающий доски на приемные шины накопителя 18. Опилки с многопильного станка также по трубопроводу 19 пневмотранспорта подаются в бункер 20, при этом очищенный от пыли опилок воздух поступает в цех, а щепа и опилки подаются шнековым транспортером 21 в циклонную топку 22. При сгорании щепы и опилок топочные горячие газы поступают в теплообменник 23. Подаваемый вентилятором 24 воздух нагревается, проходя через горячие трубы теплообменника 23, и подается в систему воздушного отопления цеха. Затем топочные горячие газы, поступая в трубы теплообменника 26 сушильной камеры 25, нагревают их, и нагретый воздух реверсивными вентиляторами 28 подают в камеру сушки 25 пиломатериала (досок), загруженного на тележки из накопителя 18. Высушенные доски подают на строгальный станок, а сухая стружка, поступая в бункер, используется для изготовления топливных брикетов.
Линия, обеспечивающая 100%-ное использование древесины при экологически чистом энергосберегающем технологическом процессе, найдет промышленное применение.
Кроме того, возможность частичного использования оборудования этой линии, а именно фрезерно-брусующего станка с подающим конвейером и позадистаночным конвейером с приводом от автомобильного двигателя, непосредственно на лесосеке позволит производить вывоз двухкатного или четырехкатного бруса с лесосеки, при этом полученная мелкая щепа и опилки могут рассыпаться как удобрение (не требуют сжигания, исключая пожары в лесу), что значительно расширит промышленное использование заявленного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировально-фрезерный поперечный станок для изготовления бруса | 1979 |
|
SU946930A1 |
| ФРЕЗЕРНО-БРУСУЮЩИЙ СТАНОК | 1991 |
|
SU1827962A1 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| Фрезернобрусующий станок | 1979 |
|
SU880722A1 |
| ЦЕПНОЙ БРУСУЮЩИЙ СТАНОК | 1990 |
|
RU2014213C1 |
| Копировально-фрезерный станок для получения бруса и технологической щепы | 1983 |
|
SU1130467A1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН И ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ | 2008 |
|
RU2387534C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ БРЕВЕН В ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044624C1 |
| Копировально-фрезерный станок для получения из бревен пиломатериалов и технологической щепы | 1979 |
|
SU880724A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2010698C1 |
Изобретение относится к деревообрабатывающему оборудованию для комплексной безотходной переработки бревен на пиломатериалы. Линия содержит накопитель, подающий конвейер, базирующие устройства, фрезерно-брусующий станок с торцово-коническими фрезами, размещенными на суппортах с возможностью перемещения, рольганг, многопильный станок, транспортер, накопитель продукции, механизм транспортировки технологической щепы и опилок, бункер для щепы и опилок. Линия содержит топку циклонную, соединенную шнековым транспортером с бункером для щепы и опилок, теплообменник системы воздушного отопления цеха, соединенный с топкой, сушильную камеру с теплообменником, соединенным с теплообменником системы отопления цеха. Подающий конвейер выполнен цепным, базирующие устройства состоят из базирующего устройства подающего конвейера, включающего съемный лоток и набор острозаточенных шлифовальных дисков, закрепленных на валу с возможностью перемещения по вертикали независимо друг от друга и ориентированных плоскостью вдоль бревна, базирующего устройства фрезерно-брусующего станка, включающего нажимные диски с блоком пружин, размещенные в корпусах, установленных в торцовых выемках фрез с возможностью вращения независимо от вращения фрезы, и поддерживающую линейку с направляющими дисками, перемещающимися по резьбе, установленными на выходе из фрезерно-брусующего станка. Торцово-конические фрезы выполнены четырехступенчатыми восьмизаходными с расположением резцов по спирали в выемках поверхности каждой ступени с расположением их режущей кромки параллельно цилиндрической поверхности ступени и выступающей не менее, чем на 25 мм над поверхностью. Линия содержит строгальный станок, бункер для сухой стружки, соединенный пневмотрубопроводом со строгальным станком, и пресс для получения из стружки топливных брикетов. Изобретение повышает стабильность базирования бревна, упрощает конструкцию торцово-конической фрезы. 9 ил.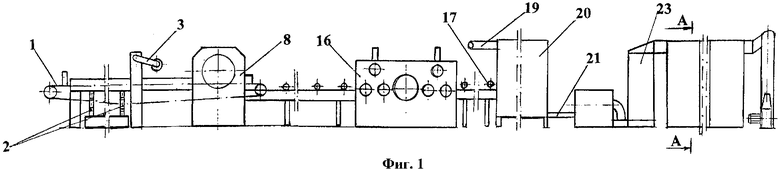
Линия комплексной переработки древесины, содержащая накопитель, подающий конвейер, базирующие устройства, фрезерно-брусующий станок с торцово-коническими фрезами, размещенными на суппортах с возможностью перемещения, рольганг, многопильный станок, транспортер, накопитель продукции, механизм транспортировки технологической щепы и опилок, бункер для щепы и опилок, отличающаяся тем, что линия содержит топку циклонную, соединенную шнековым транспортером с бункером для щепы и опилок, теплообменник системы воздушного отопления цеха, соединенный с топкой, сушильную камеру с теплообменником, соединенным с теплообменником системы отопления цеха, при этом подающий конвейер выполнен цепным, базирующие устройства состоят из базирующего устройства подающего конвейера, включающего съемный лоток и набор острозаточенных шлифовальных дисков, закрепленных на валу с возможностью перемещения по вертикали независимо друг от друга и ориентированных плоскостью вдоль бревна, базирующего устройства фрезерно-брусующего станка, включающего нажимные диски с блоком пружин, размещенные в корпусах, установленных в торцовых выемках фрез с возможностью вращения независимо от вращения фрезы, и поддерживающую линейку с направляющими дисками, перемещающимися по резьбе, установленными на выходе из фрезерно-брусующего станка, причем торцово-конические фрезы выполнены четырехступенчатыми восьмизаходными с расположением резцов по спирали в выемках поверхности каждой ступени с расположением их режущей кромки параллельно цилиндрической поверхности ступени и выступающей не менее чем на 25 мм над поверхностью, при этом линия дополнительно содержит строгальный станок, бункер для сухой стружки, соединенный пневмотрубопроводом со строгальным станком, и пресс для получения из стружки топливных брикетов.
| БОРОВИКОВ Е.М | |||
| и др | |||
| Лесопиление на агрегатном оборудовании | |||
| - М.: Лесная промышленность, 1985, с.115-124 | |||
| Линия для подготовки сырья | 1980 |
|
SU872259A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БРЕВЕН | 2000 |
|
RU2177874C2 |
| Электрический прибор для кипячения жидкости | 1929 |
|
SU18365A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРА ПЕРВЫХ СТРУЕК МОЛОКА | 0 |
|
SU357939A1 |

