JV
(Л
:л
ел
:«9
см
fut.l
31505
ным клапаном и горелкой и имеющий исполнительный механизм, заключенный в корпус. Для ведения процесса при повышенном расходе и давлении газа устройство снабжено дополнительным источником газа. В корпусе 25 дополнительного клапана выполнено корпусное седло 26 и два снабженных штуцерами 22, 24 отверстия 27, 28. Одно отверстие - входное (27), связано с дополнительным источником газа, а другое - выходное (28) - с наконечником сварочной горелки. Исполнительный механизм дополнительного клапана выполнен в виде штока 30 с централь- ным отверстием 31 и запорным конусом 32, соответствующим седлу 26 корпуса 25. Шток установлен в корпусе между двумя эластичными в аксиальном нап- равлении диафрагменными манжетами 33, 34, краями защемленными в корпусе 25. Манжета 33 выполнена сплошной и поджата через гильзу 35 и пружинистое стопорное кольцо 36 установленным на корпусе стаканом 37, а манжета 34 выполнена перфорированной и поджата через фланец 38 пружинящим стопорным кольцом 39, расположенным противоположно стакану, В боковой стенке uiTOKa
30 выполнено дросселирующее отверстие 31, соединяющее входное отверстие 27 корпуса 25 с камерогт 41, образованной сплошной диафрагменной манжетой 33 и гильзой 35, установленной со стороны стакана 37, Торец штока 30, который расположен со стороны перфорированной диафрагменной манжеты 34, подпружинен и снабжен регулировочным механизмом дросселирующего отверстия. На торце стакана установлен штуцер, связанный через электромагнитный клапан 11 с газовой магистралью горелки. На боковой стенке стакана 37 выполнено отверстие 44, а в полости стакана герметично на скользящей посадке смонтирован плунжер 45 с трубчатым хвостовиком, имеющим на торце канавки. Хвостовик пропущен через отверстие гильзы 35 до упора в торец штока 30, Дополнительный клапан заключен в корпус, имеющий по крайней мере одну плоскую стенку, имеющую адгезионное покрытие, защищенное предохранительной пленкой. Устройство обеспечивает быструю наладку оборудования на сварку как при обычном расходе и давлении защитного газа, так и при повышенном, 1 з.п. ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОТЕМПЕРАТУРНОЕ ДРОССЕЛЬНОЕ УСТРОЙСТВО | 2013 |
|
RU2527807C1 |
| ГЛУБИННЫЙ ПРОБООТБОРНИК | 1996 |
|
RU2108461C1 |
| РЕГУЛИРУЮЩИЙ КЛАПАН | 2008 |
|
RU2366846C1 |
| Установка для высокочастотной сварки в среде защитного газа | 1988 |
|
SU1637988A1 |
| УСТРОЙСТВО ДЛЯ СООБЩЕНИЯ КОЛЕБАНИЙ СВАРОЧНОЙГОРЕЛКЕ | 1972 |
|
SU340492A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
| СКВАЖИННЫЙ КЛАПАН-ОТСЕКАТЕЛЬ | 2012 |
|
RU2516708C2 |
| КЛАПАН ЗАПОРНЫЙ ЭЛЕКТРОМАГНИТНЫЙ НОРМАЛЬНО-ЗАКРЫТЫЙ | 2012 |
|
RU2493466C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| ГИДРОДИНАМИЧЕСКИЙ ПУЛЬСАТОР | 2010 |
|
RU2448236C1 |
Изобретение относится к устройствам для дуговой сварки в защитных газах и может быть использовано в тех областях машиностроения, где этот процесс находит применение. Цель изобретения - обеспечение ведения процесса сварки в защитных газах при большом расходе и давлении газа с использованием газосжимающего наконечника без демонтажа газовых систем на оборудовании, обеспечивающем сварку в защитных газах при обычном расходе газа, удобный монтаж и демонтаж устройства. Устройство содержит горелку, соединенную через электромагнитный клапан с источником защитного газа, и дополнительный клапан, установленный между электромагнитным клапаном и горелкой и имеющий исполнительный механизм, заключенный в корпус. Для ведения процесса при повышенном расходе и давлении газа устройство снабжено дополнительным источником газа. В корпусе 25 дополнительного клапана выполнено корпусное седло 26 и два снабженных штуцерами 22, 24 отверстия 27,28. Одно отверстие - входное (27), связано с дополнительным источником газа, а другое - выходное (28) - с наконечником сварочной горелки. Исполнительный механизм дополнительного клапана выполнен в виде штока 30 с центральным отверстием 31 и запорным конусом 32, соответствующим седлу 26 корпуса 25. Шток установлен в корпусе между двумя эластичными в аксиальном направлении диафрагменными манжетами 33,34, краями защемленными в корпусе 25. Манжета 33 выполнена сплошной и поджата через гильзу 35 и пружинистое стопорное кольцо 36 установленным на корпусе стаканом 37, а манжета 34 выполнена перфорированной и поджата через фланец 38 пружинящим стопорным кольцом 39, расположенным противоположно стакану. В боковой стенке штока 30 выполнено дросселирующее отверстие 31, соединяющее входное отверстие 27 корпуса 25 с камерой 41, образованной сплошной диафрагменной манжетой 33 и гильзой 35, установленной со стороны стакана 37. Торец штока 30, который расположен со стороны перфорированной диафрагменной манжеты 34, подпружинен и снабжен регулировочным механизмом дросселирующего отверстия. На торце стакана установлен штуцер, связанный через электромагнитный клапан 11 с газовой магистралью горелки. На боковой стенке стакана 37 выполнено выпускное отверстие 44, а в полости стакана герметично на скользящей посадке смонтирован плунжер 45 с трубчатым хвостовиком, имеющим на торце канавки. Хвостовик пропущен через отверстие гильзы 35 до упора в торец штока 30. Дополнительный клапан заключен в корпус, имеющий по крайней мере одну плоскую стенку, имеющую адгезионное покрытие, защищенное предохранительной пленкой. Устройство обеспечивает быструю наладку оборудования на сварку как при обычном расходе и давлении защитного газа, так и при повышенном. 1 з.п. ф-лы, 4 ил.
Изобретение относится к оборудованию для сварки в защитных газах и может быть использовано в различньгх отраслях промышленности.
Целью изобретения является обеспечение ведения процесса сварки в защитных газах при больших расходах и давлении газа с использованием га- зосжимающего наконечника без демонтажа газовых систем на оборудовании, обеспечивающем сварку в защитных газах при обычном расходе и давлении газа.
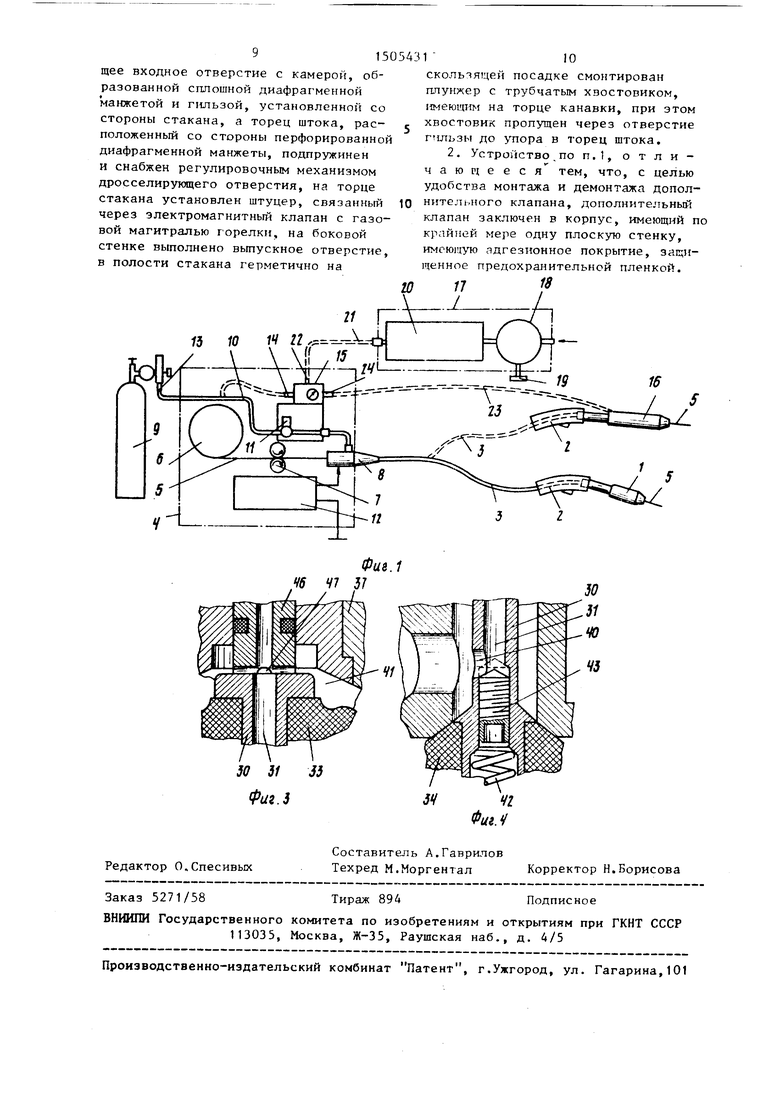
На фиг.1 приведена схема оборудования для сварки металлическим расходуемым электродом в защитном газе с использованием предложенного устг ройства; на фиг,2 - вертикальный разрез дополнительного клапана, входящего в конструкцию устройства с указанием связи с комплектным электромагнитным клапаном; на фиг.З и 4 - в увеличенном масштабе вертикальные местные разрезы, поясняющие функциональное взаимодействие различных деталей клапана, изображенного на фиг, фиг,2,
На фиг.1 показана типовая система
для электродуговой сварки расходуемым электродом в защитном газе.В эту систему входит газозащитный наконечник 1,находящийся на корпусе сварочной горелки 2, которая подключена через кабельный
шланг 3 к вспомогательно-обеспечивающему оборудованию 4, которое может быть выполнено в виде стационарной установки или в виде подвижного агрегата. Кабельньй шланг 3 служит
для нескольких целей, а именно: для непрерьшной подачи расходуемой электродной проволоки или подобного рабочего материала 5 с раздаточного барабана 6 через подающие ролики 7 и приемный узел 8; для непрерывной подачи защитного газа от накопительного источника 9 по гибкому раздаточному шлангу 10 к электромагнитному клапану 1 1 , которьтй действует как главный
отсечной клапан для подачи электропитания от источника 12. Накопительный источник 9 представляет собой стандартный баллон сжатого газа с выходным штуцером 13. К штуцеру 13 подсоединен Шланг 10, по которому осуществляется газопитание всей сварочной системы.
Подготовка типовой системы электродуговой сварки к работе с повышенным расходом и давлением защитного газа с применением газосжимающего сопла состоит в следующем.
Шланг 10 питания отсоединяется от штуцера 13 газового баллона 9 и подсоединяется к штуцеру 14 дополнительного клапана 15. Для наглядности это и другие необходимые подсоединения,
необходимые для перехода на работу с га- 20 ньпЧ клапан 11 с газовой магистралью гозосжимающим сопловым наконечником 16, на фиг. 1 показаны пунктирными линиями. Сварочная горелка 2 с газосжимающим наконечником 16 работает от другого, более высокопроизводительного источника газа, в качестве которого может служить использующаяся на предприятии система 17 питания сжатым воздухом. Она включает в себя регулирующий вентиль 18 с рукояткой 19 регулирования давления питания. Кроме того, имеется фильтр-сепаратор 20, с помощью которого осуществляют очистку воздуха при действующем рабочем давлении, составляющем 3,5-70 кгс/см. Сжатый воздух подают по питающему шлангу 21 во входной штуцер 22 клапана 15. Гибким шлангом 23 соединяют выходной штуцер 24 с газосжимающим наконечником (соплом) 16. Входящий в устройство (см. фиг.2) дополнительный клапан 15 состоит из корпуса 25, в котором вьтолнено конусное седло 26 и два отверстия 27, 28 со штуцерамирелки 2, на боковой стенке стакана выполнено отверстие 44.
В полости стакана 37 герметично н скользящей посадке смонтирован плун- 25 жер 45 с трубчатым хвостовиком 46, имеющим на торце канавки 47 (фиг.З). Хвостовик пропущен через отверстие гильзы 35 до упора в торец штока 30.
Устройство работает следующим образом.
30
35
40
При открытом электромагнитном клапане 11 дополнительный клапан 15 открыт и пропускает сжатый воздух под относительно высоким давлением от магистрали питания к газосжимающему сопловому наконечнику 16 сварочной головки. В это время регулирующий вен тиль 18 выводится рукояткой 19 в поло жение, при котором на индикаторе 29
реализуется потребное выходное давление. В таком режиме часть воздуха проходит через отверстие 31 и стравливается в окружающую атмосферу че- 22, 24. Отверстие 27 является входным .- рез шланг 10 и отверстие (не показа- и связано с дополнительным источником но) в корпусе сварочной горелки 2.
17 газа через шланг 21, а другое 28 - выходным и связано через индикатор 29 и шланг 23 с наконечником 16.
Исполнительный механизм дополнительного клапана 15 выполнен в виде штока 30 с центральным отверстием 31 (фиг.З) и запорньм конусом 32, соответствующим седлу 26 корпуса. Шток установлен в корпусе между эластичными в аксиальном направлении диафраг- менными манжетами 33 и 34, защемленными краями в корпусе. Манжета 33 выполнена сплошной и поджата через гильЗУ 35 и пружинистое стопорное кольцо 36 установленным на корпусе 25 стаканом 37. Манжета 34 вьтолнена перфори- рованной я поджата через фланец 38, расположенный противоположно стакану 37, пружинящим стопорным кольцом 39. В боковой стенке штока 30 (фиг.4) выполнено дросселирующее отверстие
40, соединяющее входное отверстие 27 с камерой 41, образованной сплошной диаЛрагменной манжетой 33 и гильзой 35. Торец штока 30 со стороны перфорированной диафрагмы подпружинен относительно фланца 38 пружиной 42 и снабжен регулировочным механизмом 43 (фиг.4) дросселирующего отверстия 40, Нл торце стакана 37 установлен штуцер 14, связанный через электромагнитрелки 2, на боковой стенке стакана выполнено отверстие 44.
В полости стакана 37 герметично на скользящей посадке смонтирован плун- жер 45 с трубчатым хвостовиком 46, имеющим на торце канавки 47 (фиг.З).. Хвостовик пропущен через отверстие гильзы 35 до упора в торец штока 30.
Устройство работает следующим образом.
При открытом электромагнитном клапане 11 дополнительный клапан 15 открыт и пропускает сжатый воздух под относительно высоким давлением от магистрали питания к газосжимающему сопловому наконечнику 16 сварочной головки. В это время регулирующий вентиль 18 выводится рукояткой 19 в положение, при котором на индикаторе 29
реализуется потребное выходное давление. В таком режиме часть воздуха проходит через отверстие 31 и стравливается в окружающую атмосферу че- рез шланг 10 и отверстие (не показа- но) в корпусе сварочной горелки 2.
0
5
Пря переводе электромагнитного клапана 1 1 в перекрытое положение камера 41 над диафрагменной манжетой 33 становится герметизированно замкнутой, причем перекрытый объем определяется в основном объемом шланга 10. В этом случае воздух, проходя через отверстие 31, относительно медленно повышает давление над диафрагменной манжетой 33, которая постепенно отжимается вниз в положение, при котором конус 32 щтока садится в седло 26, перекрьшая доступ воздутсу из питающей
стационарной магитрали к сопловому наконечнику 16 сварочной горелки. В свою очередь, когда дополнительный клапан 15 закрыт, а электромагнитный клапан 11 переводится в открытое состояние, происходит быстрое стравливание воздуха из объема над диафрагмен- ной манжетой 33, в результате чего пружина А2, разжимаясь, открывает клапан, давая возможность воздуху с большим давлением (от стационарной компрессорной системы) быстро заполнить объем под манжетой 33.
Замедленное перекрывание .дополни- тельного клапана, обеспечиваемое с помощью электромагнитного клапана, обеспечивает временную задержку в перекрьгоании доступа воздуха под боль большим давлением к наконечнику 16 и охлаждающую продувку наконечника сварочной горелки после отключения электропитания и прекращения сварки. Величина этой временной задержки зависит от диаметра отверстия 31, а также от объемных соотношений, определяемых, в частности, объемом шланга 10. Временная задержка, используемая для охлаждения, может быт различной для различных типов приме- няемых наконечников и соответственно различных видов обработки. Для подбора необходимой временной задержки применительно к используемому сварочному оборудованию и рабочим параметрам реализуемого процесса обработки отверстие 31 выполняют регулируемым по размеру. В нижней части штока 30 дополнительного клапана выполнено резьбовое отверстие (фиг.А), в которое входит регулировочный винт или жиклер 43, имеющий головку с гнездом под торцовой ключ для регулирования его продольного положения посредством вращения. При изменении продоль- ного положения жиклера изменяется сечение отверстия 31. Доступ к жиклеру A3 обеспечивается достаточно прос то за счет снятия на время пружинящего кольца 39 и пружины 42.
Для нормального функционирования
устройства проходное сечение дополнительного клапана должно превосходить проходное сечение электромагнитного клапана, так как электромагнитный клапан, входящий в комплект стандартного сварочного оборудования, не способен обеспечить пропускание доста-
0 5 О 0
г
5
точно больших объемов газа, необходимых для функционирования газосжи- мающего соплового наконечника. При этом очевидно, что максимальная эффективная площадь проходного сечения отверстия в штоке должна быть меньше площади проходного сечения электромагнитного клапана. Это необходимо для того, чтобы при открывании электромагнитного клапана обеспечить быстрое открьшание дополнительного клапана.
Для удобства монтажа и демонтажа дополнительного клапана вместе с арматурой его заключают в корпус, имеющий по крайней мере одну плоскую, стенку, имеющую адгезионное покрытие, запрещенное предохранительной пленкой.
Формула изобретения
щее входное отверстие с камерой, образованной сплошной диафрагменной манжетой и гильзой, установленной со стороны стакана, а торец штока, рас- положенный со стороны перфорированной диафрагменной манжеты, подпружинен и снабжен регулировочным механизмом дросселирующего отверстия, на торце стакана установлен штуцер, связанный через электромагнитный клапан с газовой магитралью горелки, на боковой стенке выполнено вьтускное отверстие, в полости стакана герметично на
15
50 31
Фиг.)
Редактор О.Спесивых
Составитель А.Гаврилов Техред М.Моргентал
Заказ 5271/58
Тираж 89А
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-33, Раушская наб., д. 4/5
с
0
1 10
скользящей посадке смонтирован плунжер с трубчатым хвостовиком, имеющттм на торце канавки, при этом хвостовик пропущен через отверстие г шьзы до упора в торец штока.
/7 18
.2
Корректор Н.Борисова
Подписное
| Устройство для регулирования подачи защитного газа в зону сварки | 1978 |
|
SU667354A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
