3150
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесно-стружечных плит.
Цель изобретения - снижение энергозатрат и повышение качества плит.
На фиг.1 изображено устройство для непрерывного изготовления бесконечного полотна древесно-стружечной плиты, общий вид; на фиг.2 - прессовая часть устройства; на фиг.З - часть пресса в области поступления плиты в прессовый зазор.
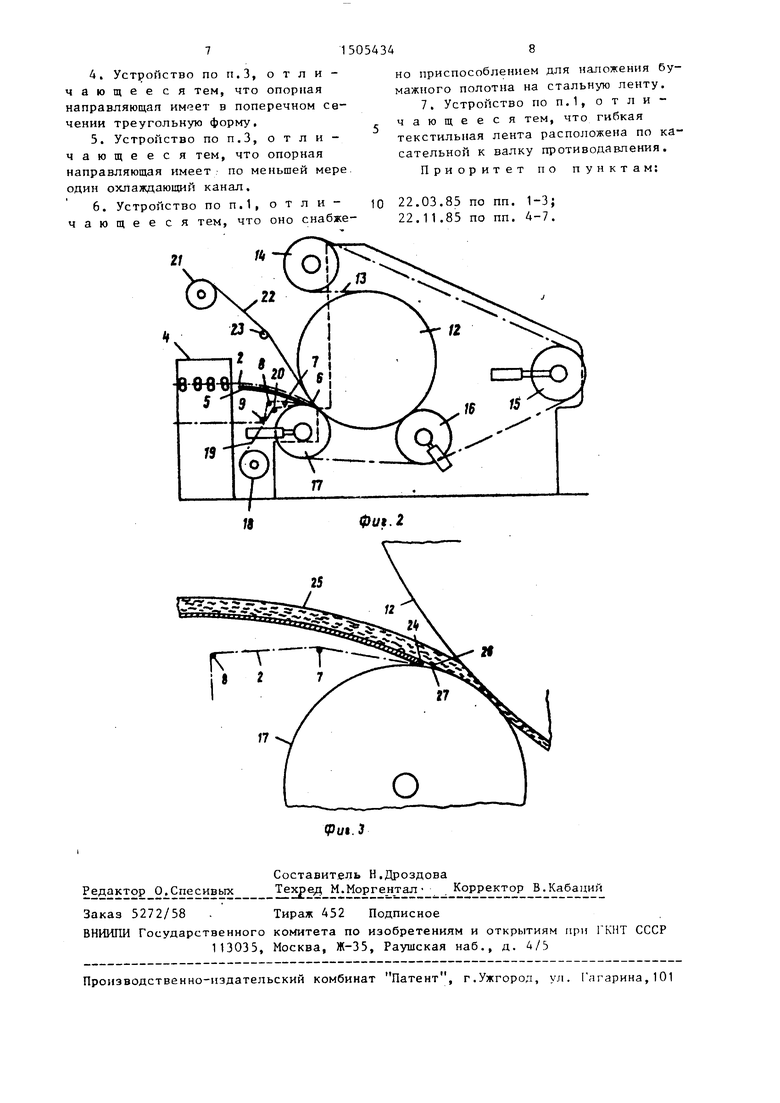
Устройство содержит настилочную машину 1, бесконечную формирующую ленту 2 в виде текстильной ленты, высокочастотное нагревательное устройство 3, пресс 4 предварительного прессования, отводящее приспособле- ние 5 в виде изогнутого опорного стола с отводящей кромкой 6, отводящие ролики 7-11. Прессовое устройство окончательного прессования содержит прессующий валок 12, частично охва- ченный стальной лентой 13, проходящей вокруг отводящего валка 14, натяжного валка 15, прижимного валка 16 и валка 17 противодавления, прижимающего стальную ленту 13 к ;трес- сующему валку 12 и тем самым образующего между этими двумя валками прессовый зазор. В устройстве предусмотрена катушка 18, с которой сбегает бумажное полотно 19 через отводящий валок 20 перед прессовочным зазором между прессующим валком 12 и валком 17 противодавления.
От точки набегания бумажного полотна 19 на стальную ленту 13 до прессовочного зазора бумажное полотно 19 уже прочно прилегает к обвиващей валок 17 противодавления стальной ленте 13 таким образом, что между ними невозможно никакое относи- тельное движение.
Сверху также может быть предусмотрена катушка 21, от которой второе бумажное полотно 22 через отклоняющий валок 23 набегает на прессую щий валок 12 непосредственно перед прессовочным зазором.
В конце отводящего приспособлени 5 предусмотрены маленькие отводящие ролики 24, вокруг которых вращается текстильная лента 2. Эти ролики имеют диаметр приблизительно 6 мм и их ось удерживается входящими между поликами выступами гребенчатой
формы на передней кромке отводящего приспособления 5.
В направлении движения лежащей на текстильной ленте 2 предварительно спрессованной заготовки древесностружечной плиты 25 позади отводящих роликов 24 расположена треугольная в поперечном сечении плоская опорная направляющая 26, через которую проходит охлаждающий канаа 27. Опор ная поверхность опорной направляющей 26 проходит вдоль касательной к отводящим роликам 24 и валку 17 противодавления .
Устройство работает следующим образом.
Смешанные со связуюш 1м стружки насьшаются на текстильную ленту 2, которая проходит через высокочастотное нагревательное устройство 3 к прессу 4 предварительного прессования, где стружка.разогревается до 50-60°С. В прессе предварительного прессования заготовка уплотняется не более чем на 50%. Этого достаточно для того, чтобы обеспечить передачу плиты на стальную ленту без нарушения структуры, затем заготовка поступает к устройству для окончательного прессования. Плита поступает в прессовочный зазор, образо- ванньпЧ прессуюЕцим валком 12 и валком 17 противодавления, охваченным стальной лентой 13. Давление прессования поддерживается в области после этого прессовочного зазора за счет натяжения стальной ленты 13, причем этого давления достаточно для остаточного связывания вяжущего средства до оставления прессующего валка 12.
Отводящая кромка 6 стола 5 находится довольно близко перед прессовочным зазором между валком 17 противодавления и прессующим валком 12 и близко над валком 17 противодавления, так что лежащая на текстильной ленте 2 предварительно прессованная заготовка древесно-стружечной плиты практически без изменения направления набегают на верхнюю сторону стальной ленты 13 и далее входит в прессовочный зазор. Наличие охлаждающего канала 27 в опорной направляющей 26 предупреждает разогрев опорной поверхности за счет теплового излучения со стороны стальной ленты 13. При работе устройства настилочной машиной 1 непрерывно насыпаются смешанные с вяжущим средством стружки на непрерывно врашающуто- ся текстильную ленту 2. Образованная . заготовка древесно-стружечной плиты разогревается в высокочастотном нагревательном устройстве 3 до температуры, безопасной для текстильной ленты 2 и в остальном лежащей ниже температуры связывания вяясущего средства. Этот предварительный нагрев повышает способность к прессованию заготовки древес 1о-стрт,ткечной плиты в следующем далее предваритель- 1юм прессе 4. После оставления предварительного пресса 4 заготовка древесно-стружечной плиты имеет существенно меньшую толщину и уже такую прочность, что возможна передача предварительно прессованной заготовки древесно-стружечной плиты без нарушения структуры с текстильной ленты 2 на стальную ленту 13 в области отводящей кромки 6. При этом, предполагается, что текстильная лента 2 и стальная лента 13 имеют в основном одинаковые oKp i / rHbie скорости. Кроме того, заготовка древесно-стружечной плиты в этой обласги , й прессуется, так что бумажное нолотно уже не может совершать изменений по длине, которые могли бы приводить к иаруп1ению в заготовке древесно-стружечной плиты. Поэтому бумажное полотно 19 без снижения качества сашируется при изготовлении полотна древесно-стужеч- ной плиты в прессовочном зазоре на это полотно.
Устройство предусматривает использование гибкой текстильной ленты, которая может принимать очень малые радиусы кривизны и благодаря этому может вращаться вокруг отводящей кромки, которая может быть расположена очень близко над стальной лентой перед ее набеганием на прессую- щий валок и может осуществляться передача лежащей на гибкой текстильной ленте заготовки на стальную ленту. Заготовка проходит исключительно короткий отрезок пути без движ щейся опоры, таким образом не может возникнуть никакого трения и предупреждается опасность надвиганий и ухудшений качества готовой древесностружечной плиты.
При наличии опорной направляющей последняя является настолько корот . -
54346
кой, что возникающее за счет опоры на верхнюю сторону этгй опорной )ian- равляющей трение является настолько малым, что опасность надвигания от- .: утствует.
Использование гибкой текстильной ленты обеспечивает использоя;ние с поБЫшенной эффективностью ьысоКочас- тотного нагревательного у тройства, так :ак текс ильчую ленту из- . г отогить из материала, имеющего особо малые диэлектрические погери. Это приводит к очень равномерному прог- резу древоспо-стружечной плиты. При использовании устройства экономится до 0% теплотзой энергии.
м у п а
и 3
б р
е н и
20
5
0
5
0
5
0
5
1. Устройство для непрерывного изготовления бесконечног о полотна древесно-стружечной плиты, включающее бг.сконечн.ло лету для формирования ковра,с отвсдящими роликами, располо5 енн ю под ней настилочную MaiiniHy, обогреваемый пресс чпогиий валок, частично охваченпьп - crajibHO} -; леито с oPpijкованием зазора прессе- ваиия, а также валок противодавле- лия, пр тжимающий стальп по ленту к прессующему валку в обл.-гсти ее набегания, при этом диаметр прессующего Балка выбрал из услоиий сохранения связи мехсду CTp r f:i:aMH при изгибе спрессованного древесио-с груокеч- ного полотна, отличающее- с я тем, что с цeJ7ью снижения энергозатрат и повышения качества плит, бесконечная формирхпогцяя лентл вьиюл- нена в виде гибкой тeкcт L Iьнoй ленты, а внутри последней под бесконечной стальной лентой в месте, ее набегания на прессующий палок установлена отводящая кромка.
2.Устройство по II.1,отличающееся тем, чтоотводящее приспособление выполненов виде опорного стола, изогнутого ввиде дуги.
3.Устройство по П.1, отличающееся тем, что между отводящим валком и отводяцихи роликами смонтирована опорна,я направляющая, верхняя опорная поверхность которой проходит по касательной к отводящим роликам и к налку противодавления.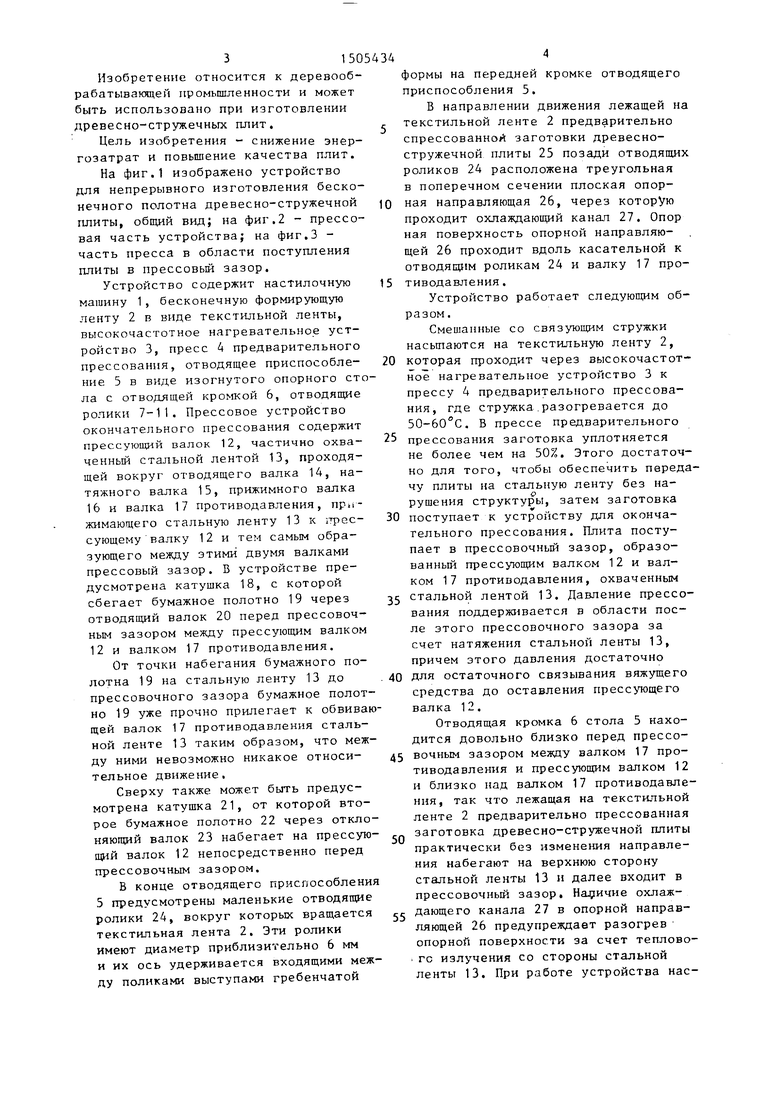

Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - снижение энергозатрат и повышение качества плит. Устройство для непрерывного изготовления бесконечного полотна древесно-стружечной плиты содержит бесконечную формирующую ленту 2, которая выполнена в виде текстильной ленты, пресс предварительного прессования 4, отводящее приспособление 5 в виде изогнутого опорного стола с отводящей кромкой 6. Прессовое устройство окончательного прессования содержит прессующий валок 12, стальную ленту 13, отводящий валок 14, натяжной валок 15. Смешанная со связующим стружка насыпается на текстильную ленту 2, которая проходит через высокочастотное нагревательное устройство 3 к прессу предварительного прессования 4. Затем заготовка поступает к прессу окончательного прессования в прессовочный зазор, образованный прессующим валком 12 и валком противодавления 17. Устройство предусматривает наличие гибкой текстильной ленты, которая может принимать очень малые радиусы кривизны. Предупреждается опасность подвиганий массы в заготовке и ухудшение качества плиты. Применение гибкой текстильной ленты обеспечивает использование с повышенной эффективностью высокочастотного нагревательного устройства. 6 з.п.ф-лы, 3 ил.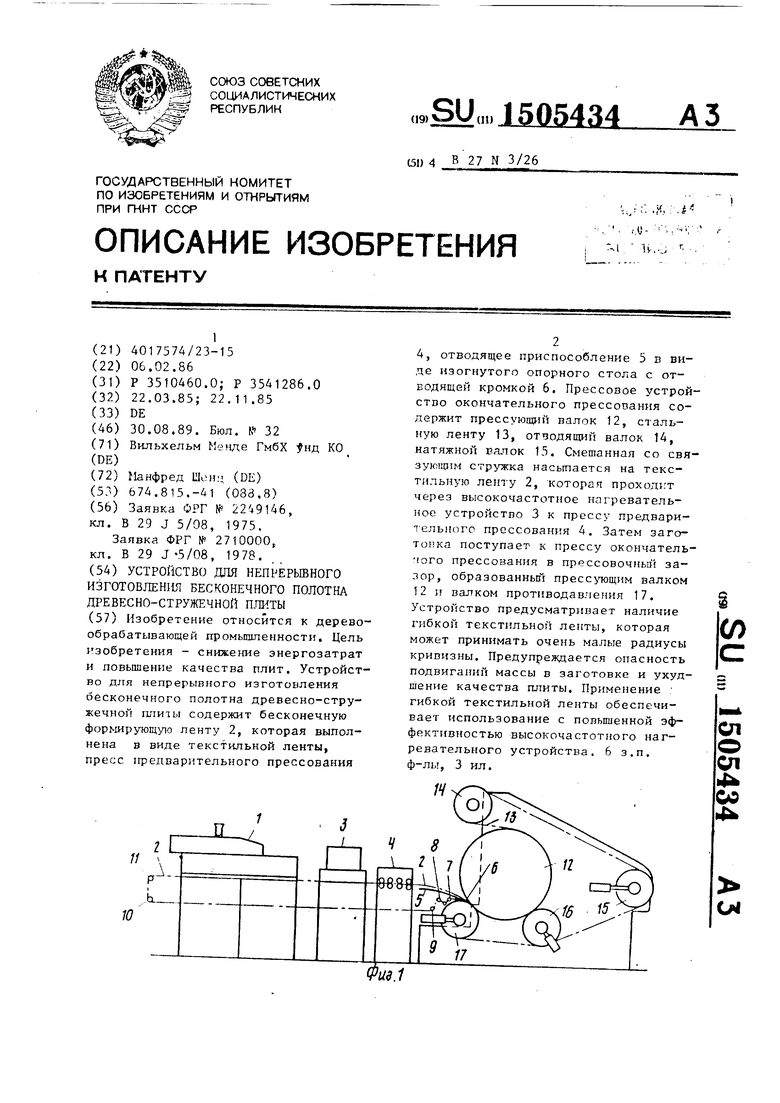
19
0(/(.2
| ПОЛИМЕРНО-ПАНЕЛЬНОЕ АНКЕРУЮЩЕЕ УСТРОЙСТВО (ППА) МУХАМЕТДИНОВА | 2004 |
|
RU2249146C1 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ КОНТРОЛИРОВАНИЯ УСТРОЙСТВА МАГНИТНОГО ПОДШИПНИКА | 2018 |
|
RU2710000C1 |
| Солесос | 1922 |
|
SU29A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
