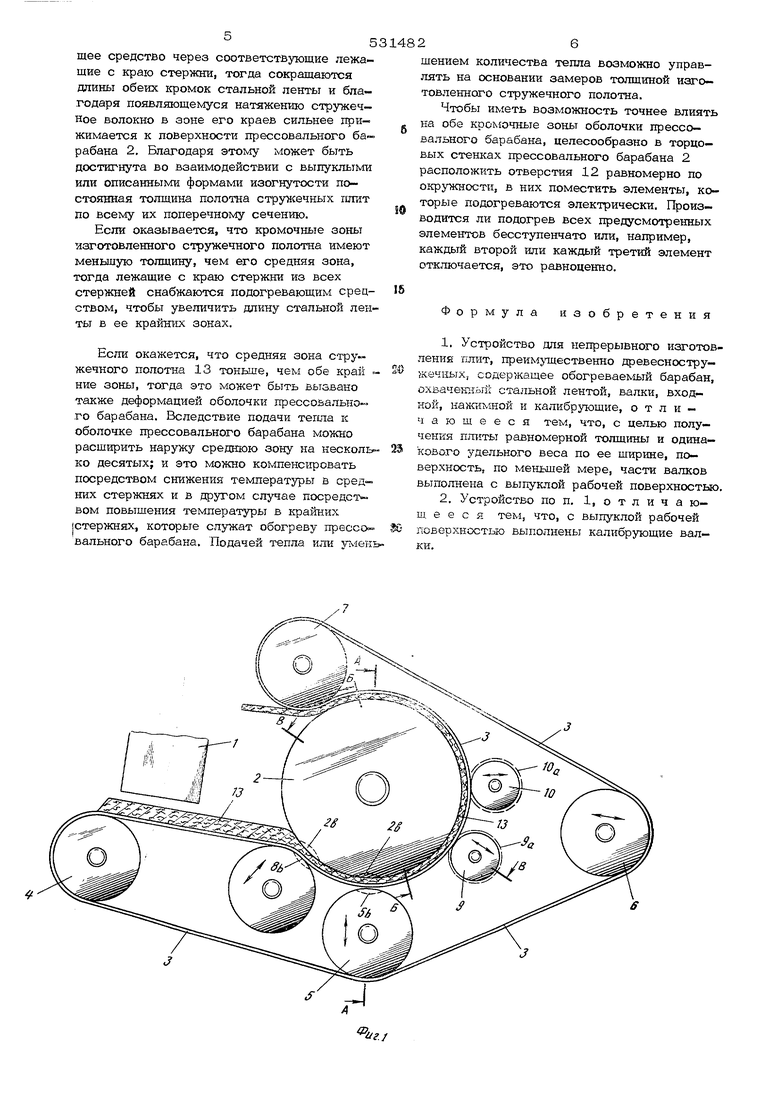
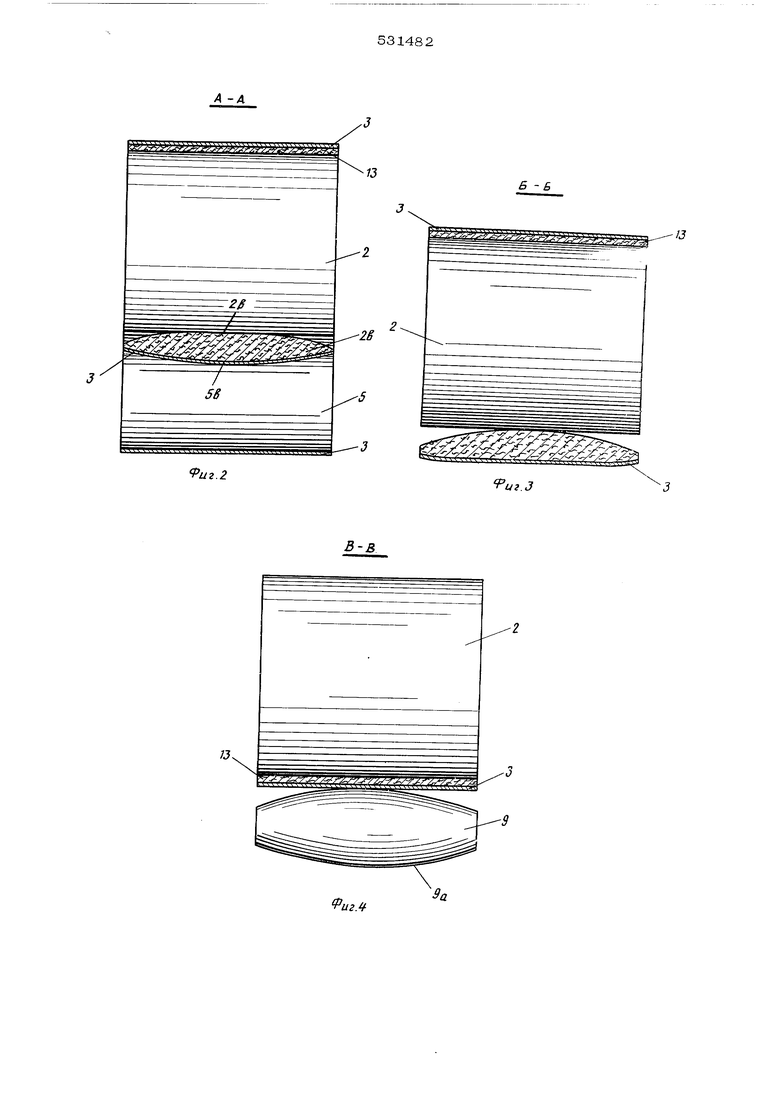
стальной ленте 3, Этот ковер подается в шепь между входным валком 8 и подогреваемым барабаном 2, где материал сильно сжимается. В щели между нажимным валком 5 и ба рабаном 2 следует очередное сжатие стружечно-волокнистой ленты. Оболочка входно го валка 8 и, особенно, подогревающего прессующего барабана 2, а также нажим.ного валка 5 деформируется, вдавливаясь внутрь. После этого предварительного прессования лента материала калибруется калибровочными валками 9 и 10. В результате деформации вдайливания будет получена непрерывная стружечная лента ( фиг-. 3). Калибр5тощие валки 9, 10 щлифуются с выпуклостью соответственно деформации сминания барабана 1 и нажимных валков 5,8, так что средняя зона непрерывной плиты прессуется дополнительно на тот же размер, как и обе крайние зоны. Тем самым обеспечивается получение непрерывной плиты равномерной толщины по всей ее ширине. Дчя установления размеров для выпуклости до калибрующего валка 9 измеряется толщина непрерывной плиты после того, как она прошла щепь между валком 5 и барабаном 2. В соответствии с этими результатами измерений, которые передают точное noBTOpeirae деформации сминашш 2в и 5в подогревательного барабана 2 и нажимного валка 5, щлифуется выпуклость калибрующих валков 9 и 10. При расчете калибрующих валков 9 и 1 должен быть принят во внимание собственный прогиб этих валков на основании известного модуля упругости материала. Благодаря применению выпуклых щлифованных калибрующих валков изготовленное непрерывное стружечное полотно по всей его щирине имеет по-лностью одинаковый удельный вес и полностью одинаковую проч ность. Выходящее из установки готовое полотно отводится к дальнейщей перерабатывающей мащине. В практическом примере установки для непрерывного изготовления стружечных пли с толщиной от 1,6 до 10 мм барабан 2 имеет диаметр 3000 мм, нажимной валок 5 и от клоняющие валки 4, 6, 7 и 8 диаметром 1400 мм. Бесконечная лента валка 8 име- эт длину около 43 м, и барабан и валки .остановлены в стойках, которые имеют вы;оту 53ОО мм. Калибровочные валки имеот диаметр 80О мм. Рабочая щирина устаговки составляет 210О мм. Оболочка обогреваемого барабана 1-5 О м толщины и оболочка нажимного валка 30 мм. Деформация 2в оболочки барабана составила 1,2 мм и нажимного валка - 0,4 мм. С помощью соответствующего щлифованного калибрующего валка 9 получено безукоризненное по всей его щирине одинаковой толщины полотно стружечной плиты. По выбору процесс калибрования может быть осуществлен частично калибрующим валком 9 и частично калибрующим валком 10. Далее имеется возможность посредством установки различных расстояний между калибрующими валками и барабаном 2 калибровать различные толщины, при этом калибровочная работа будет, соответственно, комбинироваться этими обоими калибрующими валками. Посредством выпуклого щлифования оболочки нажикшого валка 5 и/ или 8 возможно достигнуть уменьшения или также устранения деформации полотна стружечных плит. Для этой цели требуется точное установление размера деформации сминания барабана 1 и собственного изгиба нажимных валков 5 и 8, что может быть установлено расчетом или также опытом. Нажимные валки 5 и/ или 8 имеют выпуклое шлифование. Под стальной лентой 3 между отклоняющим валком 4 и нажимным валком 8 выполнены многие нагревательные и/ или охлаждающие элементы 11, проходящие параллельно друг другу, которые позволяют снизу изменять температуру стальной ленты 3 желаемым образом. Таким же образом многие подогревающие элементы 11 помещены между нажимными валками 8 и 5, соответственно, также выполнены стержни 11 между другими валками, при этом только на одной или на обеих сторонах стальной ленты 3. Соответствующие стержни кольцевой формы имеются внутри барабана 2. Эти от дельные стержни связаны проводниками со скользящими контактами, которые, в свою очередь, через соответствующие регуляторы ( на чертежах не показаны) управляют температурой отдельных стержней. Такими же стержнями могут быть снабжены валки. При необходимости прессовальный барабан, а также отклоняющие и нажимные валки 4-8 могут обогреваться паром, водой или маслом. Чтобы основная идея этого усоверщенствования была понятной, следует, однако, предложить, что полотно 13 стружечных плит в зоне краев толще, чем в средней зоне. Когда стальную ленту 3 охлаждают по ее обоим краям, пропускается охлаждаю 5щее средство через соответствующие лежащие с краю стержни, тогда сокращаются длины обеих 1ФОМОК стальной ленты и благодаря появляющемуся натяжению стружечное волокно в зоне его краев сильнее прижимается к поверхности прессовального ба рабана 2. Благодаря этому может быть достигнута во взаимодействии с выпуклыми или описанными формами изогнутости постоянная толщина полотна струисечных штат по всему их поперечному сечению. Если оказывается, что кромочные зоны изготовленного стружечного полотна имеют меньщую толщину, чем его средняя зона, тогда лежащие с краю стержни из всех стержней снабжаются подогревающим средством, чтобы увеличить длину стальной лен ты в ее крайних зонах. Если окажется, что средняя зона стружечного полотна 13 тоньше, чем обе край ние зоны, тогда это может быть вызвано также деформацией оболочки прессоьального барабана. Вследствие подачи тепла к оболочке прессовального барабана можно расщирить наружу среднюю зону на несколь ко десятых; и это можно компенс1фовать посредством снижения температуры в средних стержнях и в другом случае посредством повышения температуры в крайних стержнях, которые служат обогреву прессовального барабана. Подачей тепла или yivieH шением количества тепла возможно управлять на основании замеров толщиной изготовленного стружечного полотна. Чтобы иметь возможность точнее влиять на обе кромочные зоны оболочки прессовального барабана, целесообразно в торцовых стенках прессовального барабана 2 расположить отверстия 12 равномерно по окружности, в них поместить элементы, которые подогреваются электрически. Производится ли подогрев всех предусмотренных элементов бесступенчато или, например, каждый второй или каждый третий элемент отключается, это равноценно. Формула изобретения 1.Устройство для непрерывного изготовления плит, преим тцественно древесностружечных, содержащее обогреваемый барабан, олвачен11Ый стальной лентой, валки, входной, нажимной и калибрующие, отличающееся тем, что, с целью получения плиты равномерной толщины и одинакового удельного веса по ее щирине, поверхность, по меньшей мере, части валков выполнена с выпуклой рабочей поверхностью. 2.Устройство по п. 1, о т л и ч а ющ е е с я тем, что, с выпуклой рабочей поверхностью выполнены калибрующие валки.
.У ЛУ /jljt Уюс
,
В -В
I
SB
fuz.Z
fui.J
игЛ
