1
Изобретение относится к установкам для непрерывного изготовления стружечных плит и может оыть применено в деревооораоатывающеи примышленности.
известны установки для непрерывного изготовления стружечных плит, включающие экструзионный пресс с нагревательными плитами, образующими прессовый канал, и плунжером, а также приспособление для нанесения отделочного материала на стружечную плиту в процессе ее изготовления.
i недостаткам известных установок относятся невысокое качество отделки и невозможность нанесения на стружечную плиту волокнистого слоя в качестве отделочного материала.
цель изобретения - устранение указанных недостатков - достигается тем, что на выходе пресса установлены подпружиненные фрикционные пластины для преооразования пульсирующего движения плиты в непрерывное, прикрепленные к нагревательным плитам пресса, а за экструзионным прессом симметрично оси канала установлены каландровые прессы для подпрессовки отделочного волокнистого слоя с прессующими барабанами и натяжными лентами, образующими канал облицовки плиты.
Установка для непрерывного изготовления стружечных плит изображена на чертеже.
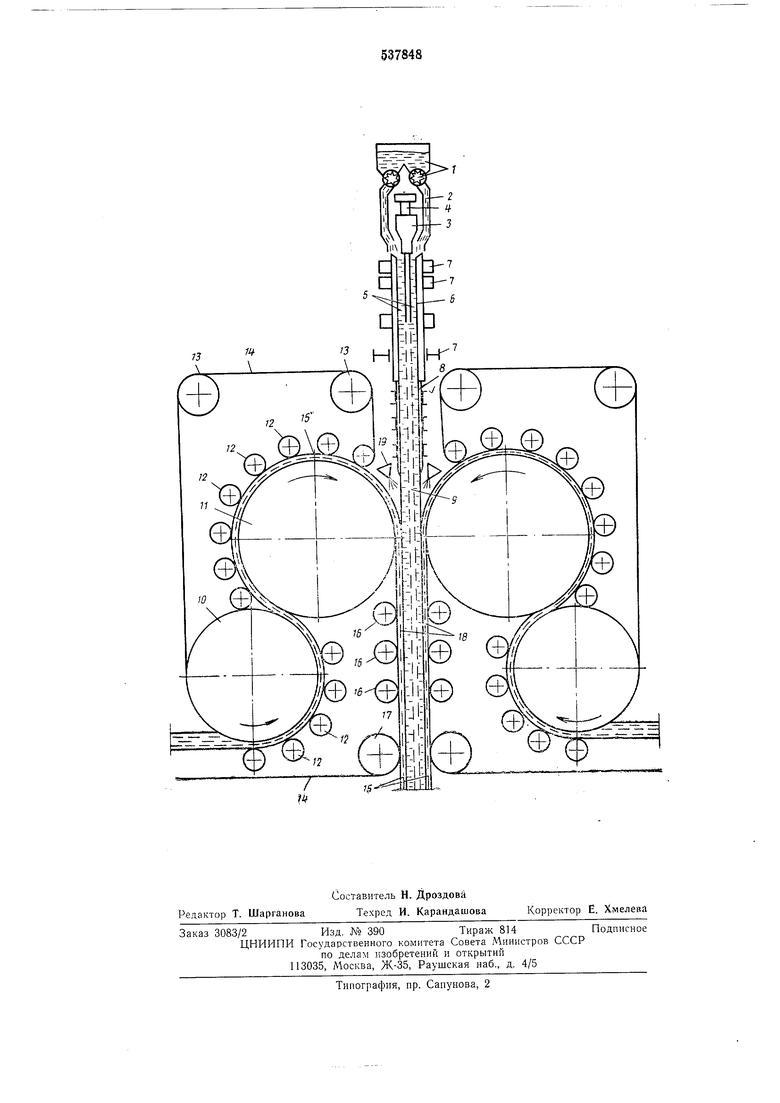
Установка состоит из экструзионного пресса, выполненного в виде дозирующего механизма 1, установленного над направляющими 2 перемещения сыпучего материала, плунжера 6, совершающего возвратно-поступательное движение, и системы пустооОразователей 4, пропущенных в прессовый о канал, ооразованный нагревательными Ь стальными плитами с зажимными оалками /. К концам плит Ь прикреплены подпрул иненные фрикционные пластины а, к поверхностям экструзионнои Ь( плиты для iijjeoOpa30BaHHH пульсирующего движения плиты У в непрерывное. Но обе стороны выходящей плиты 9 симметрично установлены каландровые прессы с подпрессовочными 10 и прессующими И ооогреваемыми барабанами, над которыми размещены прижимные 12 валки. Натяжные 1й барабаны служат для натяжения металлической ленты 14. На прессующие И и подпрессовочные 10 барабаны натянуты две бесконечные металлические ленты 14, образующие прессовый канал облицовочных 1а плит. Ниже прессующих И оараОанов установлены прессующие lo валки и поджимные
17барабаны, которые вместе с бесконечными металлическими лентами 14 образуют канал
18облицовки плит 9. Расстояние между прессующими 11 барабанами равно толщине экструзионной 9 и двух облицовочных 15 плит.
8зоне смыкания склеиваемых плит 9 и 15 установлены форсунки 19 для распыления связующего.
Пресс работает следующим образом.
Древесные частицы, смешанные со связующим, подают дозирующим механизмом 1, по направляющим 2 в прессовый 5 канал, где плунжер 3 при рабочем ходе захватывает их и прессует, пульсирующе двигая сформированное полотно плиты 9 по прессовому 5 каналу. При движении полотна в контакте с нагревательными стальными 6 плитами происходит отверждение связующего и образование плиты 9. При достижении пластин 8 движение плиты 9 преобразуется из пульсирующего в непрерывное, что необходимо для синхронизации с движением облицовочных 15 плит. Облицовка плиты 9 происходит с одновременным изготовлением облицовочных 15 плит, в процессе которого сформированный ковер с постепенным переходом от самых мелких частиц на нижней части к наиболее крупным на верхней с помощью ленты 14 перемещают в прессовый канал облицовочных 15 плит, образованный двумя лентами 14, подают сначала на подпрессовочный 10 обогреваемый барабан для уплотнения ковра, а затем на прессовый И барабан для окончательного прессования облицовочной 15 плиты. Прижимные 12 валки повышают качество прессования ковра, воздействуя на него через ленту 14. Готовая облицовочная 15 плита поступает в зону склеивания с плитой 9. На склеиваемые поверхности предварительно наносят связующее с помощью распылительных форсунок 19. Отверждение связующего происходит за счет аккумулированного плитами
9тепла, а давление создают прессующие 11
барабаны, прессующие 16 валки и поджимные 17 барабаны через бесконечную металлическую ленту 14. Таким образом получают облицованную древесными плитами экструзионную 9 плиту с высокими физико-механическими показателями. В процессе изготовления облицовочных плит можно дополнительно облагораживать плиты листовым рулонным древесным или синтетическим материалом.
Процесс непрерывный, облицовка и изготовление экструзионных плит происходит одновременно. Изготовленные облицованные экструзионные плиты по прочности при растяжении перпендикулярно поверхности и разбуханию по толщине значительно превосходит плиты плоского прессования.
Формула изобретения
Установка для непрерывного изготовления
стружечных плит, включающая экструзионный пресс с нагревательными плитами, образующими прессовый канал, и плунжером, а также приспособление для нанесения отделочного материала на плиту в процессе ее
изготовления, отличающаяся тем, что, с целью улучшения качества отделки и обеспечения возможности нанесения на плиту в качестве отделочного материала волокнистого слоя, на выходе пресса установлены подпружиненные фрикционные пластины для преобразования пульсирующего движения плиты в непрерывное, прикрепленные к нагревательным плитам пресса, а за экструзионным прессом симметрично оси канала установлены
каландровые прессы для подпрессовки отделочного волокнистого слоя с прессующими барабанами и натяжными лентами, причем последние образуют канал облицовки плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного изготовления плитных материалов | 1976 |
|
SU571386A1 |
| Способ непрерывного изготовления древесно-стружечных и волокнистых плит | 1986 |
|
SU1671155A3 |
| Пресс для непрерывного изготовления стружечных и волокнистых плит | 1989 |
|
SU1724006A3 |
| Пресс для подпрессовки древесно-стружечного ковра в производстве плит | 1986 |
|
SU1384388A2 |
| Пресс | 1975 |
|
SU534371A1 |
| Устройство для непрерывного изготовления бесконечного полотна древесно-стружечной плиты | 1986 |
|
SU1505434A3 |
| Установка для непрерывного изготовления древесно-стружечных плит | 1977 |
|
SU653130A2 |
| Установка для непрерывного изготовления древесностружечных плит | 1974 |
|
SU496191A1 |
| ПРЕСС И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2003 |
|
RU2310558C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ, ВОЛОКНИСТЫХ ПЛИТ ИЛИ ТОМУ ПОДОБНЫХ | 1994 |
|
RU2067930C1 |