сд
о сд
О)
to
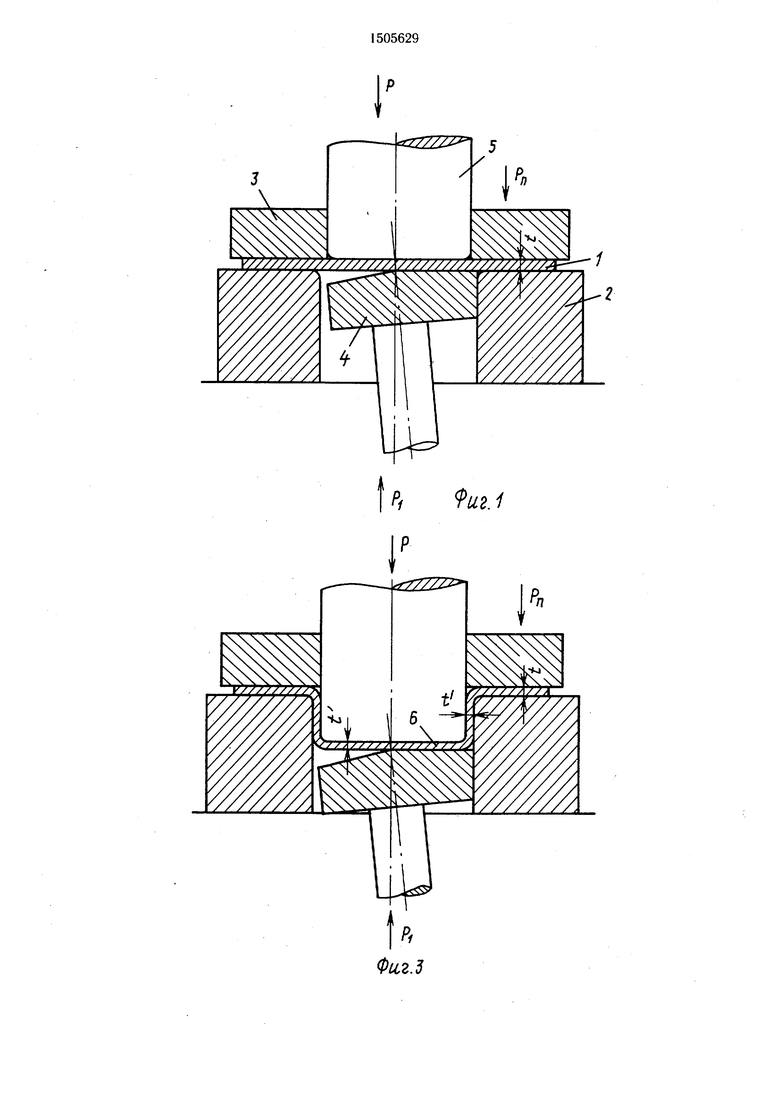
Изобретение относится к обработке металлов давлением, а именно к способам ро- ;тациоиной вытяжки оболочковых деталей, ; имеющих форму тел вращения. i Целью изобретения является снижение I металлоемкости изделий при изготовлении тонкостенных сосудов с плоским дном. На фиг. 1 изображено промежуточный полуфабрикат на этапе предварительного деформирования исходной заготовки при сов- I мещении операции раскатки дна со штампов- I кой с утонением участка цилиндрической I части сосуда, начало процесса получения; I на фиг. 2 - то же, промежуточный этап; на фиг. 3 - то же, окончание; на фиг. 4 - отштампованный промежуточный полуфабрикат, установка в вытяжной штамп; на фиг. 5 - то же, этап вытяжки «на про- I вал на прессе двойного действия; на I фиг. 6 - то же, этап ротационной вы- тяжки.
Способ осуществляется следующим образом.
Исходная заготовка 1 толщиной с уста- I навливается на матрицу 2 и прижимается I прижимом 3. К заготовке проводятся сферо- : движущее устройство 4 и пуансон 5 (фиг. 1) 1 Под действием сферодвижущего устройства I 4 производится утонение донной части исход- I ной заготовки до требуемой толщины Ги одно- : временно избыток металла донной части I пуансоном 5 вытягивается в цилиндричес- i кую часть с утонением промежуточного по- i луфабриката 6 (фиг. 3) до требуемой тол- i щины / с неутоненным фланцем. : Затем промежуточный полуфабрикат с фланцем устанавливается в вытяжной штамп ; с пуансоном 7, матрицей 8 и прижимом 9 I (фиг. 4) и производится вытяжка полу- : фабриката 10 под ротационную вытяжку «на провал на прессе двойного дейст- I ВИЯ (фиг. 5).
; Полученный полуфабрикат с участком ; цилиндрической поверхности с разной тол- ц|иной стенок устанавливают на оправку 11 раскатной головки 12 и производят ротационную вытяжку неутоненной стенки стакана до достижения ею толщины /, (фиг. 6). Пример. Для изготовления полой детали наружным 0 70 мм, высотой 172 мм с толщиной стенок 1,0 из нержавеющей стали 10Х18Н10Т вырубают заготовку из полосы
шириной 120 мм, толщиной 4,0 мм на кривошипном прессе простого действия усилием 100 Тс. Затем на гидравлиеском прессе двойного действия со специальной сферодвижущейся приставкой осуществляют штамповку промежуточного полуфабриката с дном толщиной 1,0 мм и примыкающим к дну цилиндрическим участком с толщиной стенки 1,0 мм, а также с фланцем толщи-. ной 4,0 мм. Усилие деформирования сферо- движущейся приставки 100 Тс, усилие на прижимной ползуне 100 Тс, на вытяжном ползуне 160 Тс. Далее путем вытяжки с коэффициентом 0,60 на гидравлическом прессе двойного действия усилием 160/100 Тс
«на провал фланец полуфабриката переформовывают без утонения и получают полый полуфабрикат в виде стакана под следующую ротационную вытяжку, у которого стенки имеют различную толщину: на участке сопряжения с дном она равна 1,0 мм, а в верхней часи толщина стенки составляет 4,0 мм.
Ротационную вытяжку полуфабриката производят на токарном станке модели К 163, оборудованном раскатной головкой до
5 получения изделия с толщиной стенки по всей ее высоте, равной 1,0 мм. Способ позволяет снизить металлоемкость изготовленного изделия в два раза за счет снижения толщины донной части заготовки при одновременном повышении ее прочности.
0
Формула изобретения
Способ изготовления тонкостенных сосудов из листовой заготовки, включающий изготовление пластическим деформирова5 нием полуфабриката в виде стакана и последующую ротационную вытяжку его цилиндрической части, отличающийся тем, что, с целью снижения металлоемкости изделий, предварительным деформированием полу0 чают промежуточный полуфабрикат с уто - ненным дном и цилиндрической -частью и с неутоненным фланцем, при щтамповке полуфабриката в виде стакана фланец переформовывают в стенку стакана без утоие- ния, а ротационную вытяжку осуществляют
5 в зоне неутоненной стенки стакана до выравнивания толщины стенки по всей ее высоте.
Фиг.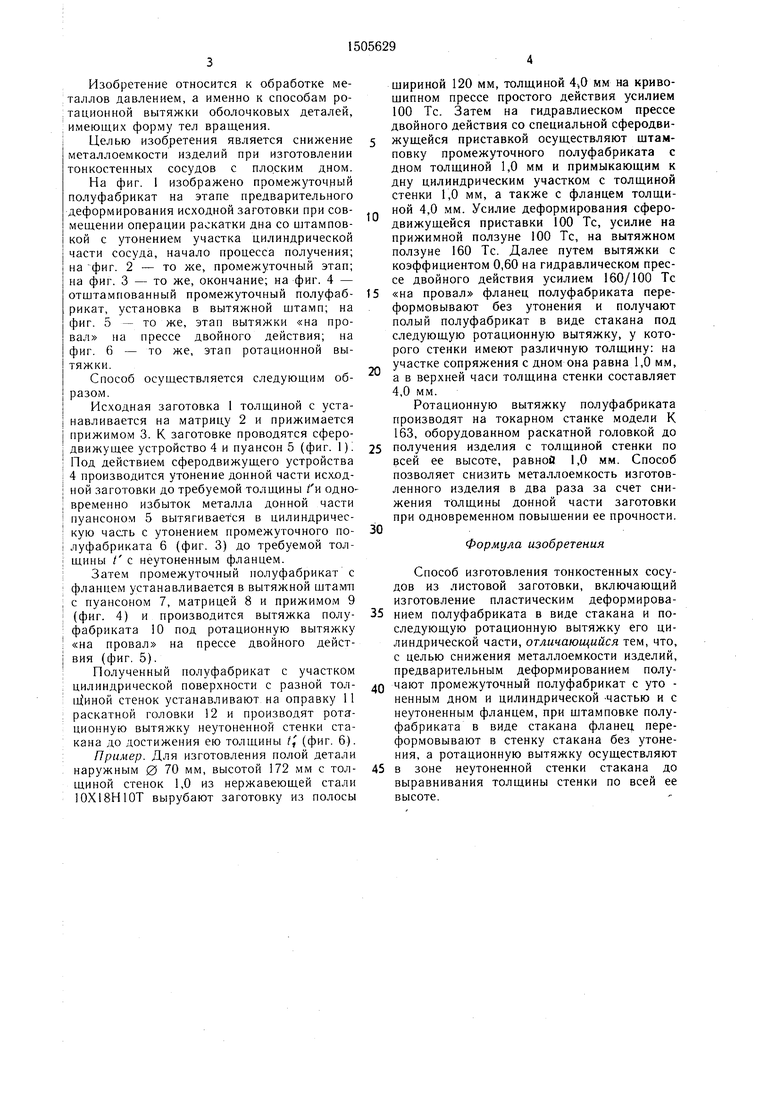
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных осесимметричных сосудов | 1988 |
|
SU1581416A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 1998 |
|
RU2131787C1 |
| Способ получения изделий типа цилиндрических тонкостенных стаканов | 1974 |
|
SU602283A1 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК | 2013 |
|
RU2533242C1 |
Изобретение относится к обработке металлов давлением, а именно к способам ротационной вытяжки полых цилиндрических деталей с дном. Цель изобретения - снижение металлоемкости изделий. Перед штамповкой и ротационной вытяжкой при помощи сферодвижущего устройства 4 производят совмещение раскатки донной части заготовки с вытяжкой промежуточного полуфабриката с цилиндрической частью и дном, а также фланцем. При этом толщина дна и цилиндрической части равна толщине стенки и дна изделия, а толщина фланца равна толщине исходной заготовки. Затем фланец переформовывают в стенку без изменения толщины, после чего его утоняют ротационной вытяжкой. Снижение металлоемкости изделия обеспечивается за счет уменьшения толщины донной части заготовки при одновременном повышении ее прочности. 6 ил.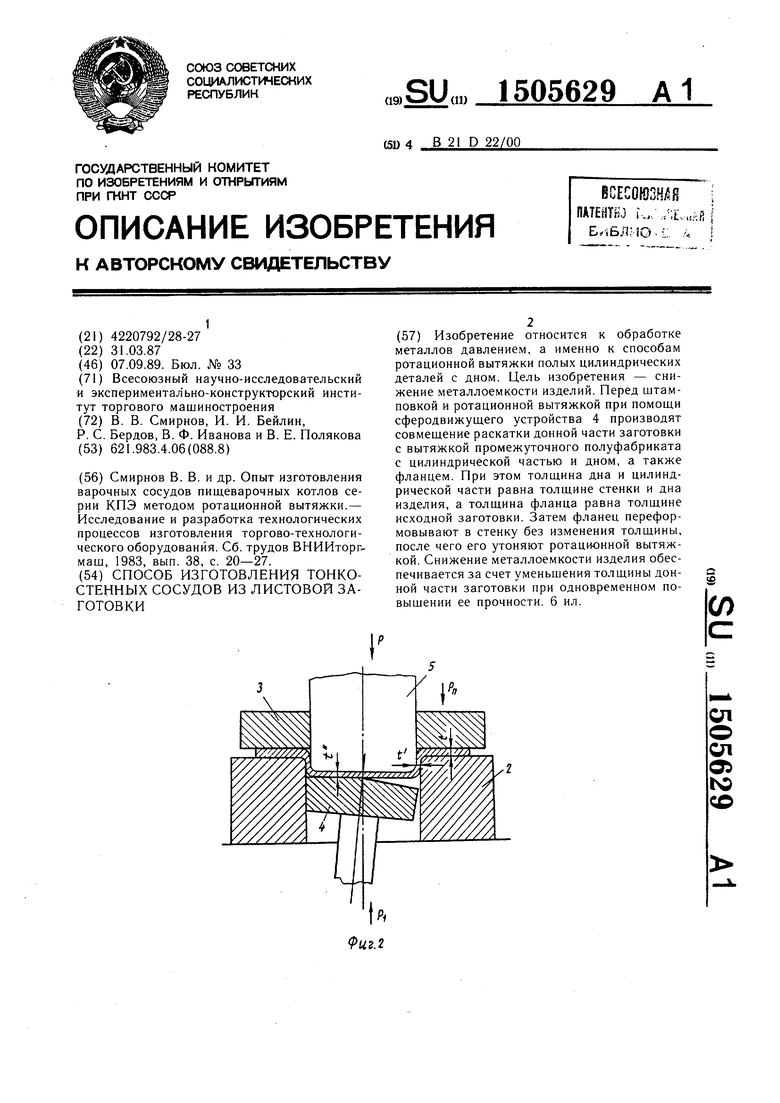
Фи.г.5
12
f/
Фиг.б
| Смирнов В | |||
| В | |||
| и др | |||
| Опыт изготовления варочных сосудов пищеварочных котлов серии КПЗ методом ротационной вытяжки.- Исследование и разработка технологических процессов изготовления торгово-технологи- ческого оборудования | |||
| Сб | |||
| трудов ВНИИторг- маш, 1983, вып | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
