Изобретение относится к обработке металлов давлением, а именно к глубокой вытяжке цилиндрических изделий.
Известны способы получения цилиндрических изделий из многосторонних плоских заготовок, в основе которых лежит набор толщины в зонах выемок, образующихся в процессе вытяжки таких заготовок в матрице пунсоном, и дальнейшее распределение этой толщины по высоте полуфабриката, благодаря чему высота вытянутого изделия увеличивается по сравнению с высотой изделия, полученного из круглой заготовки, вписанной в квадратную, то есть диаметр которой равен стороне квадратной заготовки, а отходы сокращаются до минимума.
Примером такого способа является способ получения высоких тонкостенных цилиндрических изделий из многосторонних заготовок по патенту РФ 2056198, кл. B 21 D 22/20 от 25.01.93 Тульского Государственного Технического Университета. Для достижения описанного результата предлагается использовать пунсон с лысками на боковой цилиндрической поверхности и осуществить многопереходную вытяжку по комбинированной схеме - на последней операции вытяжку осуществляют обычным пунсоном с равномерным по периметру зазором.
Недостатком способа является усложнение оснастки и отказ от попытки сократить число переходов в процессе изготовления изделия.
Более близким к изобретению является техническое решение по авт. св. СССР 1470393, кл. B 21 D 22/30 от 29.12.86, принятое в качестве прототипа.
Согласно прототипу способ изготовления цилиндрических изделий с дном из квадратной заготовки включает вытяжку без утонения с плоским прижимом фланцевой части заготовки и локальным утонением в зонах набора толщины вокруг апофем заготовки.
Кроме того, этот способ предусматривает изготовление изделия без фланца посредством двухпереходной вытяжки без утонения, промежуточный отжиг и последующую вытяжку с локальным утонением в зонах набранной толщины по линиям апофем заготовки. Здесь также получается экономия материала за счет заполнения выемок в зоне апофем и малого количества отходов.
Однако недостатком этого способа также является многопереходность процесса вытяжки.
Для устранения названного недостатка согласно изобретению прижим осуществляют нежестким, набор толщины ведут во фланцевой зоне заготовки одновременно с вытяжкой без утонения и локальным утонением в упомянутых зонах апофем при условии, что величина зазора между пуансоном и матрицей z≤0,95S0, где S0 - толщина заготовки.
В настоящее время известны устройства для изготовления цилиндрических изделий с дном, использующие в процессе работы нежесткий прижим для периферийной зоны заготовки, например устройство по патенту США 4365499, кл. B 21 D 22/00; 72-351 от 28.12.1982 с приоритетом Японии от 05.07.1977 фирмы Тойо Сейкан Лтд.
Это устройство содержит матрицу, пунсон и нежесткий плоский прижим с упругим элементом. Оно позволяет осуществлять вытяжку материала низкой жесткости с одновременным прижимом по плоскости периферийной части заготовки, лежащей на торцевой поверхности матрицы. Прижим - нежесткий. Давление осуществляется пневмоустройством или пружиной.
Неизвестно, однако, какова величина радиуса вытяжной кромки матрицы.
Последнее устройство как наиболее близкое к предложенному для осуществления заявленного способа принято в качестве прототипа.
Для осуществления предлагаемого способа известное устройство, в принципе, подходит, но при одном необходимом условии, а именно - радиус вытяжной кромки матрицы R должен быть - R≤9-11S0, где S0 - толщина заготовки, в чем и заключается новизна устройства согласно настоящему изобретению.
Сущность предложенного способа и устройства для его осуществления заключается в следующем.
Известные способы вытяжки из квадратных заготовок являются многопереходными. Поэтому очень важно избавиться от многопереходности процесса вытяжки и ограничиться одним переходом.
Это возможно, так как использование нежесткого прижима дает возможность беспрепятственно осуществлять набор толщины в периферийной зоне апофем заготовки одновременно с вытяжкой без утонения донной части полуфабриката, тогда как использование жесткого прижима привело бы к обрыву во фланцевой части полуфабриката из-за значительного увеличения толщины в тех зонах апофем заготовки, где происходит неизбежный набор толщины, присущий вытяжке цилиндрических изделий из квадратных заготовок.
В предложенном способе процесс идет плавно, и постепенно к вытяжке без утонения с формированием донной части присоединяется и процесс локального утонения в зонах с набранной толщиной по линиям апофем. Процесс этот начинается с момента вхождения в вытяжной зазор между матрицей и пунсоном локальных утолщенных зон апофем заготовки.
Теперь оформление цилиндрической части вытягиваемого изделия идет одновременно с локальным утонением на участках локальных утолщений и перераспределением набранной толщины в осевом направлении полуфабриката, что увеличивает высоту готового изделия и уменьшает колебания толщины между участками апофем и диагоналей исходной квадратной заготовки. Все это происходит в пределах одного хода пунсона и заканчивается сворачиванием в цилиндр периферийных зон у диагоналей квадрата и затем окончательно оформляется полуфабрикат после обрезки остатков упомянутых периферийных зон диагоналей, так называемой "коронки".
Предложенный способ приводит к снижению гофрообразования во фланцевой части заготовки, так как на начальном этапе вытяжки, когда под прижимом находится вся фланцевая зона, а при Кв>1,4 схода зон апофем - часть фланцевой зоны; в процессе вытяжки, при локальном наборе толщины в периферийных зонах апофем склонность к гофрообразованию уменьшается из-за увеличения толщины и наклепа, и на сходе этих зон на радиусную кромку матрицы - в них происходит дальнейший набор металла без гофрообразования, что позволяет увеличить значение Rм - вытяжного радиуса матрицы, интенсифицировать процесс набора толщины в зонах апофем и добиться прироста высоты вытягиваемого изделия при однопереходной вытяжке и использовании традиционного вытяжного инструмента.
Условием осуществления способа является наличие специально выбранного зазора z между пунсоном и матрицей. Поскольку специфика вытяжки цилиндрических изделий из квадратных заготовок обеспечивает толщину цилиндрической части изделия, примыкающей к донной части, в диапазоне (0,95-0,98)S0, то в данном случае наиболее целесообразно выбрать нижний предел этого диапазона и придать z значение: z≤0,95S0, где S0 - толщина заготовки.
Предложенное устройство для осуществления способа позволяет обеспечить достижение поставленной цели за счет использования упругого прижима заготовки на торцевой поверхности матрицы и, как было указано выше, для интенсификации процесса набора толщины в зонах апофем заготовки - выбрать радиус вытяжной кромки матрицы R:
R≤9-11 S0;  , где S0 - толщина заготовки, а
, где S0 - толщина заготовки, а  - относительная величина радиуса вытяжной матрицы.
- относительная величина радиуса вытяжной матрицы.
Сущность предложенного способа и устройство для его осуществления отражены на чертежах.
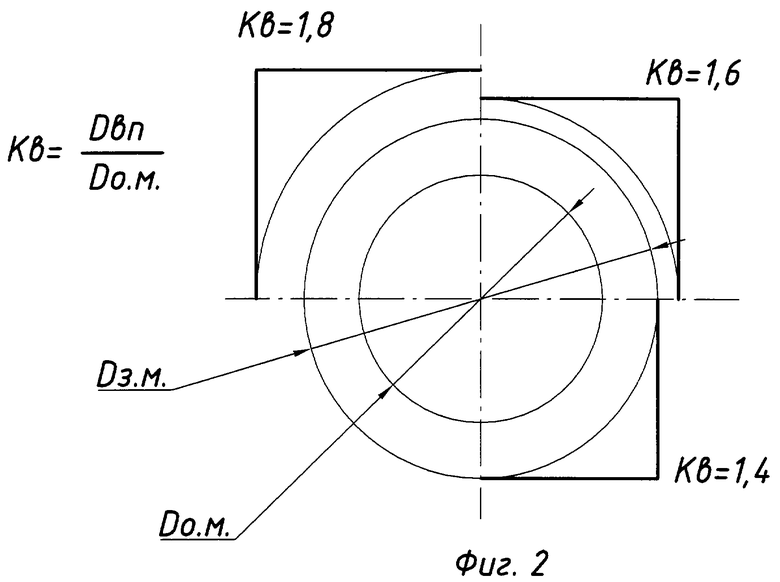
На фиг.1 - дан вид квадратной заготовки и вписанной в нее круглой заготовки.
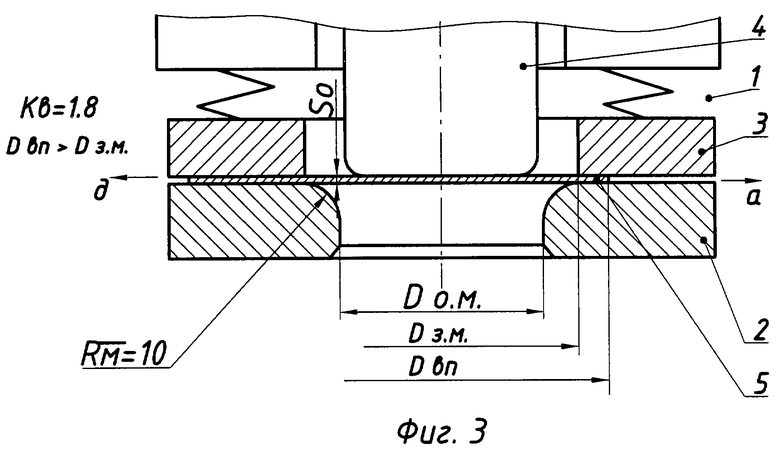
На фиг.2 - дан вид последовательных изменений размеров заготовки при вытяжке в зависимости от коэффициента вытяжки Кв.
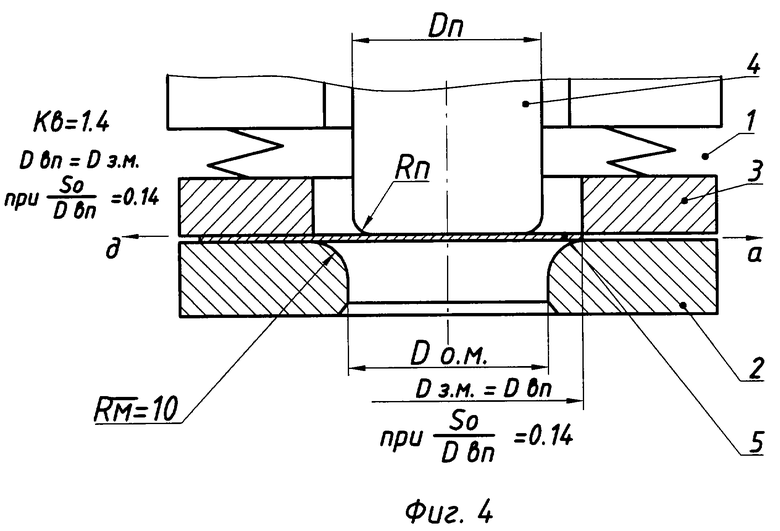
На фиг.3 - дан вид матрицы с пуансоном для вытяжки по способу на фиг.1 и 2 при коэффициенте вытяжки Кв>1,4
На фиг. 4 - дан вид матрицы с пунсоном для вытяжки по способу при коэффициенте вытяжки Кв=1,4.
Примером осуществления предложенного способа является процесс вытяжки, осуществляемый в выбранном штампе 1, содержащем матрицу 2 с цилиндрическим вытяжным очком и торовой поверхностью перехода от очка к плоской торцевой части. Штамп содержит плоское прижимное устройство упругого действия 3 и цилиндрический пунсон 4 с плоским дном.
Вытяжка осуществляется за один переход, а процессы, протекающие за это время, связаны с коэффициентом вытяжки  где - Dвп - диаметр окружности, вписанной в исходную квадратную заготовку; Dо.м. - диаметр очка матрицы.
где - Dвп - диаметр окружности, вписанной в исходную квадратную заготовку; Dо.м. - диаметр очка матрицы.
Величина Кв изменяется в соответствии с размерами заготовки 5. Примерные величины Кв могут быть Кв≤1,4; Кв≥1,4; Кв=1,9
Вытяжка при воздействии плоского прижима 3 на всю периферийную часть заготовки 5 соответствует значениям Кв≥1,4.
Вытяжка при воздействии плоского прижима 3 на часть поверхности фланца заготовки 5 соответствует Кв≤1,4.
Когда набор толщины в зоне апофем А будет происходить вне зон действия плоского прижима 3 - Кв<1,4.
Конкретное осуществление способа проводилось при вытяжке корпуса электрочайника из материала - алюминий АД-1; АДМ-1 толщиной S0=1,5 мм.
Использовались квадратные заготовки 5 с размерами 315 х 315 мм, у которых были отрезаны жесткие угловые зоны, не участвующие в перераспределении материала из зон диагоналей в периферийные зоны апофем и увеличивающие потребный ход пуансона. При этом отношение размера вдоль диагонали исходной квадратной заготовки после обрезки угловых зон (368 мм) к размеру стороны исходной квадратной заготовки (315 мм) составляло: 368/315=1,16.
Заготовка 5 укладывалась на зеркало плоской вытяжной матрицы 2, имеющей вытяжной радиус округления  и диаметр очка матрицы 2 - Do.м. , выполняемый в размер 182,8+0,04, и вытягивалась пунсоном 4 с плоским торцом и радиусом перехода донной части в цилиндрическую Rп=10. Наружный диаметр пунсона 4 Dп выполнялся в размер 180-0,03. Поверхности матрицы 2 и прижима 3 смазывались.
и диаметр очка матрицы 2 - Do.м. , выполняемый в размер 182,8+0,04, и вытягивалась пунсоном 4 с плоским торцом и радиусом перехода донной части в цилиндрическую Rп=10. Наружный диаметр пунсона 4 Dп выполнялся в размер 180-0,03. Поверхности матрицы 2 и прижима 3 смазывались.
Вытяжной односторонний зазор при этом составлял  а отношение
а отношение 
 .
.
В результате вытяжки высота изделия по впадинам, в которые превратились зоны апофем исходной заготовки, колебалась от 94 до 104 мм на одном полуфабрикате; от 98 до 102 мм - на другом и от 96 до 106 мм на третьем. Эти колебания объясняются использованием штампа для вытяжки из круглых заготовок, и установка вытягиваемой квадратной заготовки осуществлялась визуально.
Экономическая выгода от применения способа по настоящему изобретению заключается в увеличении высоты готового изделия на 5-7 мм по сравнению с изделием из круглой заготовки, вписанной в квадратную, и значительной экономии материала при раскрое исходных заготовок за счет ликвидации перемычек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических изделий | 1986 |
|
SU1470393A1 |
| Способ вытяжки полых изделий | 1982 |
|
SU1018754A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2082525C1 |
| Способ получения оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2710198C1 |
| Листовая заготовка для вытяжки цилиндрических изделий | 1983 |
|
SU1100028A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
Изобретение относится к обработке металлов давлением, а именно к глубокой вытяжке цилиндрических изделий. Способ изготовления цилиндрических изделий с дном из квадратной заготовки включает вытяжку без утонения фланцевой части заготовки и вытяжку с локальным утонением в зонах набора толщины вокруг апофем заготовки. Вытяжку осуществляют пуансоном с помощью матрицы. Вытяжку без утонения и вытяжку с локальным утонением осуществляют одновременно. Для обеспечения процесса вытяжки используют нежесткий плоский прижим фланца заготовки. Величина зазора между пуансоном и матрицей Z≤0,95S0. Радиус вытяжной кромки матрицы R≤9÷11S0. В результате обеспечивается снижение гофрообразования и процесс вытяжки детали осуществляется за один переход. 2 с.п. ф-лы, 4 ил.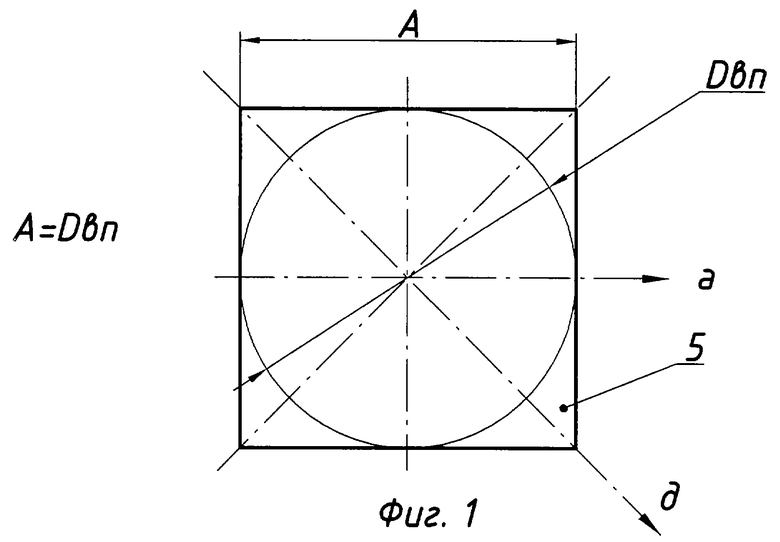
| Способ изготовления цилиндрических изделий | 1986 |
|
SU1470393A1 |
| US 4365499, 28.12.1982 | |||
| Способ вытяжки полых изделий | 1982 |
|
SU1018754A1 |
| SU 1700846 А1, 10.07.2000 | |||
| RU 2056198 С1, 20.03.1996 | |||
| Способ совместной оценки канала связи и мягкой демодуляции для COFDM-сигналов и устройство для его реализации | 2016 |
|
RU2658335C1 |

