Н
(Л
СП
о сд
05 4
дов радиоэлементов. Цель изобретения - улучшение качества изделия за счет повышения равномерности прижима выводов изделия и их калибровки. Штамп содержит гибочные и обрезные инструменты, составной прижим с калибрующими пластинами и амортизирующий узел. Прижим выполнен составным из прижимных пластин по количеству выводов радиоэлементов. Амортизирующий узел выполнен в виде двух секций, состоящих из чередующихся шестерен и фрикционных дисков. Каждая , шестерня
связана с рейкой, которая взаимодействует с одной из прижимных пластин. При рабочем ходе происходят гибка и обрезка выводов изделия. При этом рейки толкают прижимные пластины, которые осуществляют прижим выводов изделия. Усилие прижима постоянно по величине и определяется усилием сжатия шестерен и фрикционных дисков. Независимое перемещение каждой
рейки с постоянным усилием обеспечивает надежный прижим каждого вывода. 1 з.п. ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для гибки и обрезки деталей | 1989 |
|
SU1676719A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп совмещенного действия для гибки и отрезки деталей | 1989 |
|
SU1694286A1 |
| Штамп совмещенного действия для гибки и обрезки выводов радиоэлементов | 1982 |
|
SU1107930A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1354449A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1981 |
|
SU1023686A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1989 |
|
SU1734252A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1984 |
|
SU1228324A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1977 |
|
SU661879A1 |
| Штамп совмещенного действия для гибки и отрезки выводов радиоэлементов | 1980 |
|
SU974619A1 |

Изобретение относится к обработке металлов давлением , в частности, к штангам для гибки и обрезки деталей типа выводов радиоэлементов. Цель изобретения - улучшение качества изделия за счет повышения равномерности прижима выводов изделия и их калибровки. Штамп содержит гибочные и обрезные инструменты, составной прижим с калибрующими пластинами и амортизирующий узел. Прижим выполнен составным из прижимных пластин по количеству выводов радиоэлементов. Амортизирующий узел выполнен в виде двух секций, состоящих из чередующихся шестерен и фрикционных дисков. Каждая шестерня связана с рейкой, которая взаимодействует с одной из прижимных пластин. При рабочем ходе происходят гибка и обрезка выводов изделия. При этом рейки толкают прижимные пластины, которые осуществляют прижим выводов изделия. Усилие прижима постоянно по величине и определяется усилием сжатия шестерен и фрикционных дисков. Независимое перемещение каждой рейки с постоянным усилием обеспечивает надежный прижим каждого вывода. 1 з.п.ф-лы, 3 ил.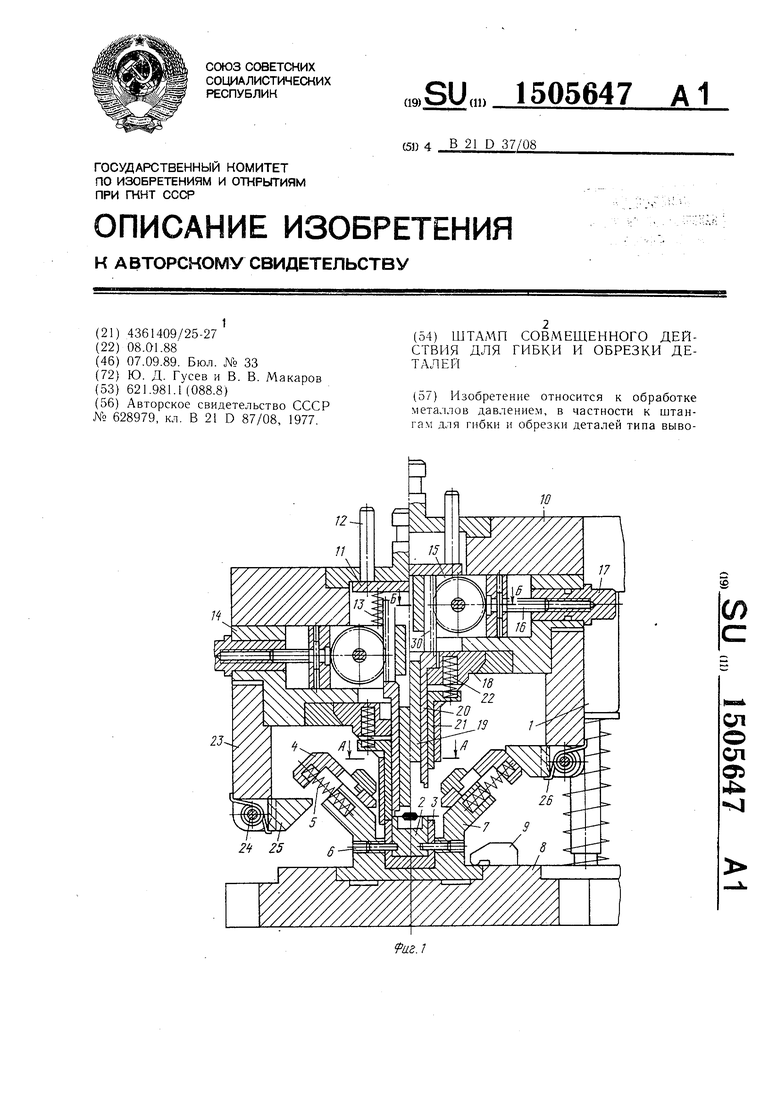
Изобретение относится к обработке металлов давлением, в частности к штампам для гибки и обрезки деталей типа выводов радиоэлементов.
Цель изобретения - улучшение качества изделия за счет повышения равномерности прижима выводов изделия и их калибровки.
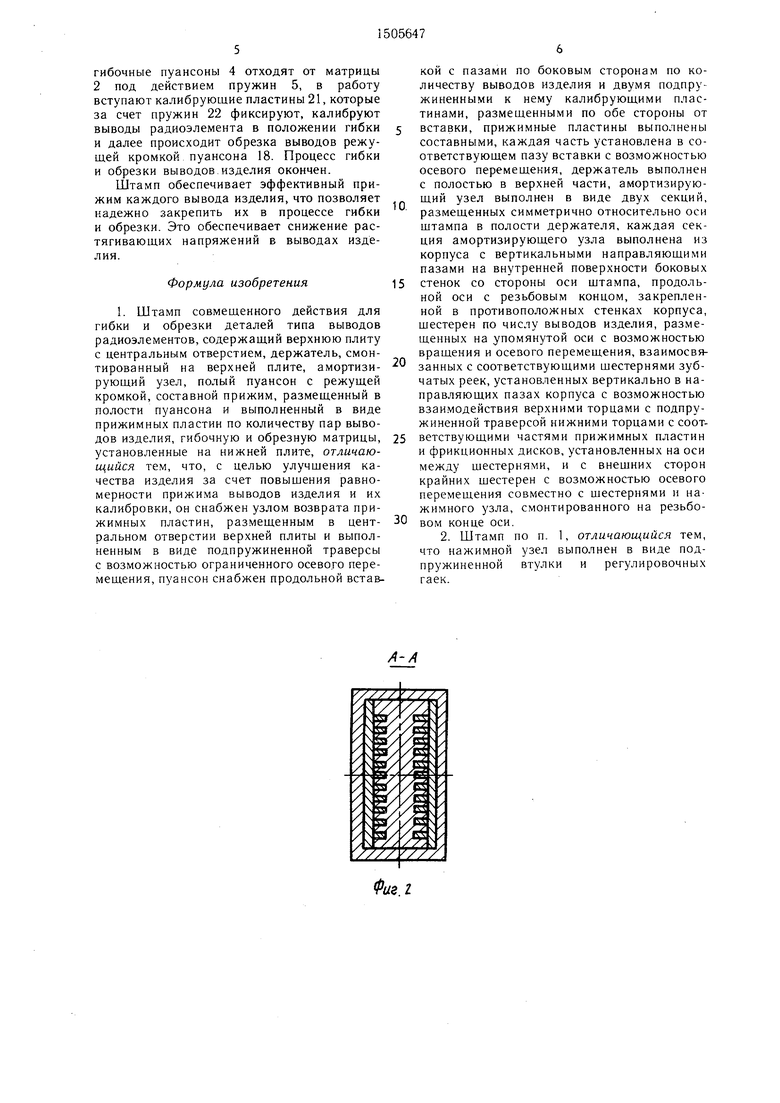
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Штамп содержит универсальный блок, включающий верхнюю и нижнюю части, соединенные направляющими узлами 1, в которых установлены сменные рабочие части; гибочная 2 и обрезная 3 матрицы, гибоч- i ные пуансоны 4, пружины 5 и ограничи- i тели 6, расположенные в обойме 7, крепя- I щейся к нижней плите 8 прихватами 9. I В верхней части универсального блока размещена верхняя плита 10, в центральном отверстии которой установлена траверса 1 1 с упорами 12 на пружинах 13, к верхней плите 10 прикреплен полый держатель I 14 с размещенными в нем секциями 15 амор- : тизирующего узла с возможностью их пере- : мещения в горизонтальном направлении за i счет винтов 16 и гаек 17, в нижней части дер- ; жателя 14 закреплен пуансон 18 с режущей ; кромкой, центральной вставкой 19, в ее вер- ; тикальных пазах расположены с двух сторон части прижимных пластин 20, по обе сто- : роны от вставки 19 установлены с опорой на буртик калибрующие пластины 21, подпружиненные пружинами 22 к пуансону 18. На боковых торцах держателя 14 закреплены кронщтейны 23, на осях 24 установлены клинья 25, поджатые пружинами 26. Секции амортизирующего узла содержат корпус 27, неподвижную ось 28, шестерни 29 и рейки 30 реечного зацепления, установленные меж- ; ду шестернями 29, и с наружных сторон крайних щестерен фрикционные диски 31, опорные шайбы 32, пружину 33, подвижную в осевом направлении втулку 34, регулировочные гайки 35 и фиксирующую планку 36.
Штамп работает следующим образом. При рабочем ходе штампа выводы радиоэлементов зажимаются между рабочими
0 торцами частей прижимных пластин 20 и верхней плоскостью гибочной матрицы 2. Несмотря на разную толщину все выводы радиоэлементов надежно прижимаются, так как усилие прижима передается от каждой
5 рейки 30 секций 15 амортизирующего узла через прижимные пластины 20 на каждый вывод.
Усилие прижима определяется усилием сжатия между собой шестерен 29 и фрикционных дисков 31, что создает опреде0 ленное и постоянное усилие на рейке 30 при ее перемещении вверх при опускании верхней части штампа вниз за счет трения боковых поверхностей шестерен 29, вращающихся вокруг неподвижной оси 28 о боковые поверхности фрикционных дисков 31,
5 которые установлены на неподвижной оси 28 без возможности вращения вокруг нее, но ограниченно перемещаются вдоль возможности вращения вокруг нее, но ограниченно перемещаются вдоль нее совместно с шестерQ нями 29 под действием регулируемого гайками 35 усилия пружины 33.
Независимое относительно друг от друга перемещение каждой рейки 30 под действием на них частей прижимных пластин 20 обеспечивает надежный прижим каж5 дого вывода независимо от его толщины и погрешностей в пределах допусков изготовления деталей щтампа и его сборки, а также погрешностей оборудования, на которое он установлен.
При дальнейшем движении верхней части
0 штампа клинья 25 перемещают расположенные под углом 45° гибочные пуансоны 4, которые осуществляют гибку выводов радиоэлементов. Перемещение гибочных пуансонов 4 под углом 45° при гибке позволяет уменьщить осевое усилие в выводах
и избежать нарушения покрытия на них из-за уменьшения сил трения между выводами и гибочными пуансонами 4. После окончания гибки выводов радиоэлемента
гибочные пуансоны 4 отходят от матрицы 2 под действием пружин 5, в работу вступают калибрующие пластины 21, которые за счет пружин 22 фиксируют, калибруют выводы радиоэлемента в положении гибки и далее происходит обрезка выводов режущей кромкой пуансона 18. Процесс гибки и обрезки выводов изделия окончен.
Штамп обеспечивает эффективный прижим каждого вывода изделия, что позволяет надежно закрепить их в процессе гибки и обрезки. Это обеспечивает снижение растягивающих напряжений в выводах изделия.
Формула изобретения
0.
5
0
5
0
кой с пазами по боковым сторонам по количеству выводов изделия и двумя подпружиненными к нему калибрующими пластинами, размешенными по обе стороны от вставки, прижимные пластины выполнены составными, каждая часть установлена в соответствующем пазу вставки с возможностью осевого перемещения, держатель выполнен с полостью в верхней части, амортизирующий узел выполнен в виде двух секций, размешенных симметрично относительно оси штампа в полости держателя, каждая секция амортизируюшего узла выполнена из корпуса с вертикальными направляюшими пазами на внутренней поверхности боковых стенок со стороны оси штампа, продольной оси с резьбовым концом, закрепленной в противоположных стенках корпуса, щестерен по числу выводов изделия, размешенных на упомянутой оси с возможностью врашения и осевого перемещения, взаимосвязанных с соответствуюшими шестернями зубчатых реек,установленных вертикально в направляющих пазах корпуса с возможностью взаимодействия верхними торцами с подпружиненной траверсой нижними торцами с соответствуюшими частями прижимных пластин и фрикционных дисков, установленных на оси между шестернями, и с внешних сторон крайних щестерен с возможностью осевого перемещения совместно с щестернями н нажимного узла, смонтированного на резьбовом конце оси.
| Штамп совмещенного действия для гибки и отрезки деталей | 1977 |
|
SU628979A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
