Изобретение относится к технологической оснастке, применяемой при производстве радиоэлектронной аппаратуры, в частности при подготовке (формовке, размерной обрезке) микросхем, особенно микросборок, к монтажу на печатЕ ые платы, и может быть использовано в приборостроительной, радиотехнической и других отраслях промышленности.
Цель изобретения - повышение качества формовки выводов путем введения подпружиненной ползушки, кинематической связи отдельных элементов штампа.
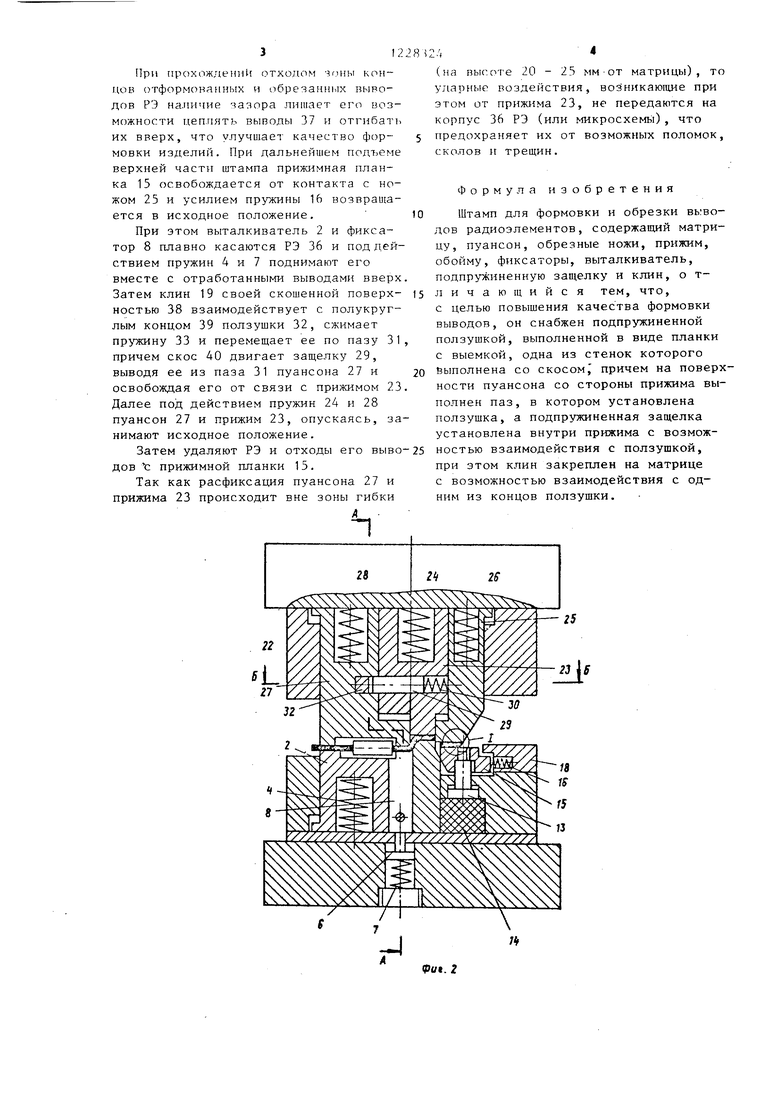
На фиг. 1 показан штамп в исходном положении с радиоэлементом (РЭ), продольный разрез; на фиг. 2 - то же, в крайнем нижнем положении с обработанными выводами РЭ; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Бнафиг. 2; на фиг. 5 - узел I на фиг. 2.
Штамп для формовки и обрезки выводов РЭ содержит в нижней части матрицу 1, выталкиватель 2 с направляющи-. ми канавками 3 и с пружиной 4, опере- жатели 5, размещенные на упорах 6 с пружинами 7, фиксатор 8, кинематически связанный осью 9 с опережателя- ;Ми 5, нижний обрезной нож 10 со скосом 11 на его боковой поверхности 12, толкатели 13, смонтированные на поли- уретановом буфере 14, прижимную планку 15 с пружиной 16, установленную на толкателях 13 своими овальными пазами 17 и соедине нную с пальцем, а также клин 19, закрепленный на матрице 1, и нижнюю плиту 20, а в верхней части - плиту 21, обойму 22, в которой смонтированы прижим 23 с пружиной 24, верхний обрезной нож 25 с пружиной 26 и пуансон 27 с пружиной 28, причем в отверстии прижима 23 установлена защелка 29, выполненная в форме пальца и поджатая пружиной 30 относительно обрезного ножа 25.
В пазу 31 на боковой поверхности пуансона 27 размещена ползушка 32 с пружиной 33 с возможностью перемещения до контактирования с клином 19 (Внутри обоймы 22.
Кроме того, поверхность 34 прижимной планки 15 и поверхности 35 обрезного ножа выполнены в форме зубьев храпового колеса, скосами направленных в сторону от обрезного ножа 10.
,
. - ,
2283242
Корпус 36 РЭ располагается на выталкивателе 2 и устанавливается относительно пуансона 27 (определяющим размеры гибки) фиксатором 8, причем,
5 его выводы 37 размещаются в канавках 3,, выполненных в выталкивателе с обеих сторон, относительно корпуса РЭ вдоль оси выводов. Клин 19 выполнен со скошенной поверхностью 38, пол зушка 32 с полукруглым конусом 39 и скосом 40, нож 25 с зубьями 41. Штамп работает следующим образом. После укладки корпуса 36 РЭ на выталкиватель 2 и фиксатор 8 с установ кой его выводов в канавках 3 верхнюю часть штампа опускают вниз. При этом прижим 23, упираясь в обрезной нож 10, при;жимает вывод 37 под действием пружины 24, после чего пуансон 27 утапли20 вает опережатели 5, которые увлекают за собой фиксатор 8, освобождая корпус 36 РЭ от фиксации, давая ему возможность перемещаться в сторону обрезного ножа 10.
25 Одновременно верхний обрезной
нож 25 ложится на выводы 37 и жестко залшмает их между своей нижней поверхностью 35 и верхней поверхностью 34 прилсимной планки 15. Затем пуансон 27
30 формует выводы 37 по поверхностям выталкивателя 2 и обрезного ножа 10.
Далее пуансон 27 и прижим 23, упк- раясь в отформованные выводы 37, сжимают пружины 24 и 28, в результате
35 чего верхний обрезной нож 25, опускаясь, обрезает выводы 37 по нижнему обрезному ножу 10, утапливая при этом прижимную планку 15, которая, кроме того, перемещается горизонтально под
40 действием скоса t1 овальными пазами 17 , на толкателях 13 в направлении от обрезного ножа 10, создавая между ними зазор 0,2 - 0,3 мм.
При горизонтальном перемещении планки 15 ее зубчатая поверхность 34 совместно с отходом (концы обрезанных ВЫВ9ДОВ,) скользят по поверхности 35 обрезного ножа 25. При этом предло- лсенкая форма и направление зуба 41 позволяют удерживать планку 15 в сдвинутом положении до снятия воздействия ножа 25. При возврате верхней части штампа EI исходное положение планка 15, зажатая между поверхностью 35 и толка- телями 13, под действием буфера 14 поднимается совместно с обрезным ножом 25, сохраняя образованный зазор 0,2-0,3 мм.
При нрохождешОт отходом чмны концов отформованных и обрезанн1 1Х выводов РЭ наличие зазора лишает его возможности цеплять выводы 37 и отгибать их вверх, что улучшает качество фсзр- мовки изделий. При дальнейшем подъеме верхней части штампа прижимная планка 15 освобождается от контакта с ножом 25 и усилием пружины 16 возвращается в исходное положение.
При этом выталкиватель 2 и фиксатор 8 плавно касаются РЭ 36 и под действием пружин 4 и 7 поднимают его вместе с отработанными выводами вверх Затем клин 19 своей скошенной поверхностью 38 взаимодействует с полукруглым концом 39 ползушки 32, сжимает пруткину 33 и перемещает ее по пазу 31 причем скос 40 двигает защелку 29, выводя ее из паза 31 пуансона 27 и освобождая его от связи с прижимом 23 Далее под действием пружин 24 и 28 пуансон 27 и прижим 23, опускаясь, за нимают исходное положение.
Затем удаляют РЭ и отходы его выво дов t прижимной планки 15.
Так как расфиксадия пуансона 27 и прижима 23 происходит вне зоны гибки
10
2f,
(на высоте 20 - 23 мм-от матрицы), то ударные воздействия, воз ннкающие при этом от прижима 23, не передаются на корпус 36 РЭ (или микросхем), что предохраняет их от возможных поломок, сколов и трещин.
Формула изобретения
Штамп для формовки и обрезки выводов радиоэлементов, содержащий матрицу, пуансон, обрезные ножи, прижим, обойму, фиксаторы, выталкиватель, подпружиненную защелку и клин, о т15 л и ч а ю щ и и с я
тем, что.
с целью повышения качества формовки выводов, он снабжен подпружиненной ползушкой, выполненной в виде планки с выемкой, одна из стенок которого 20 выполнена со скосом, причем на поверхности пуансона со стороны прижима выполнен паз, в котором установлена ползушка, а подпружиненная защелка установлена внутри прижима с возмож- 1-25 ностью взаимодействия с ползушкой, при этом клин закреплен на матрице с возможностью взаимодействия с одним из концов ползушки.
put. 2
-21
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1354449A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1981 |
|
SU1023686A1 |
| Штамп для формовки выводов радиоэлементов | 1983 |
|
SU1707801A1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1982 |
|
SU1078679A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для изготовления полых деталей | 1988 |
|
SU1567306A1 |


Изобретение относится к технологической оснастке и может быть использовано, например, в приборостроительной технике. Цель изобретення - повышение качества формовки выводов. Формовка выводов осуществляется пуансоном 27 по поверхностям выталкивателя 2 и обрезного ножа 10, Нож 25 обрезает выводы по обрезному ножу 10, При прохождении отходом (кон1Д)1 обрезанных выводов) зоны концов отформованных и обрезанных выводов, наличие зазора, образованного горизонтальным перемещением прижимной планки 15 в направлении от обрезного ножа 10, лишает отход возможности цеплять выводы и отгибать их вверх, что улучшает качество формовки изделий. 5 ил. гг (Л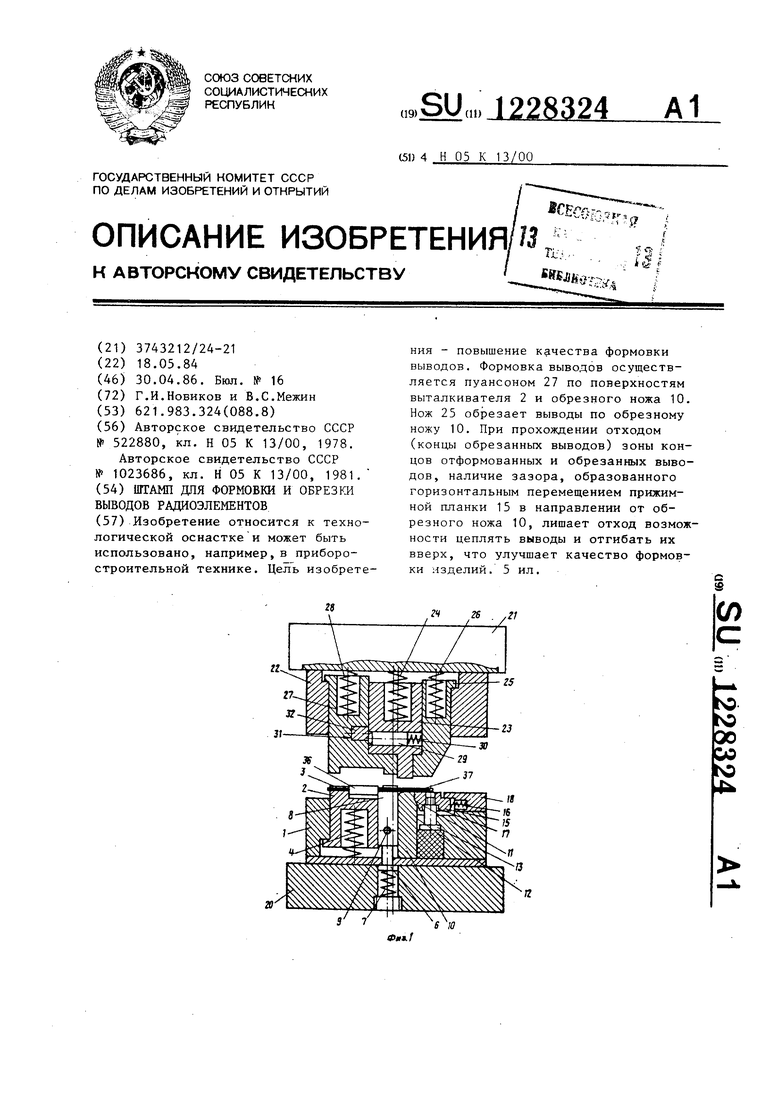
Ш
г
3}
Vug.ii
25
иг.У
| Штамп совмещенного действия для гибки и отрезки | 1974 |
|
SU522880A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1981 |
|
SU1023686A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
