Изобретение относится к соединению разнородных металлов путем их совместной пластической деформации и может быть использовано в цветной металлургии, электротехнической промышленности для изготовления биметаллических изделий различного назначения.
Цель изобретения - повышение качества биметаллических алюмомедных прутков за счет повышения их пластичности.
Согласно способу изготовления биметаллических прутков, включающему предварительную деформацию компонентов биметалла и их последующую совместную деформацию до получения прутка необходимых размеров, предварительному скручиванию подвергают алюминиевый сердечник со степенью угловой деформации 19-30%.
Предварительная перед совместным деформированием деформация компонентов биметалла приводит к активации связей между атомами поверхностей, способствует образованию металлических связей между атомами соединяемых деталей металлов и увеличивает прочность твердофазного соединения. При этом для достижения качественного соединения величина предварительной деформации должна иметь вполне определенное значение.
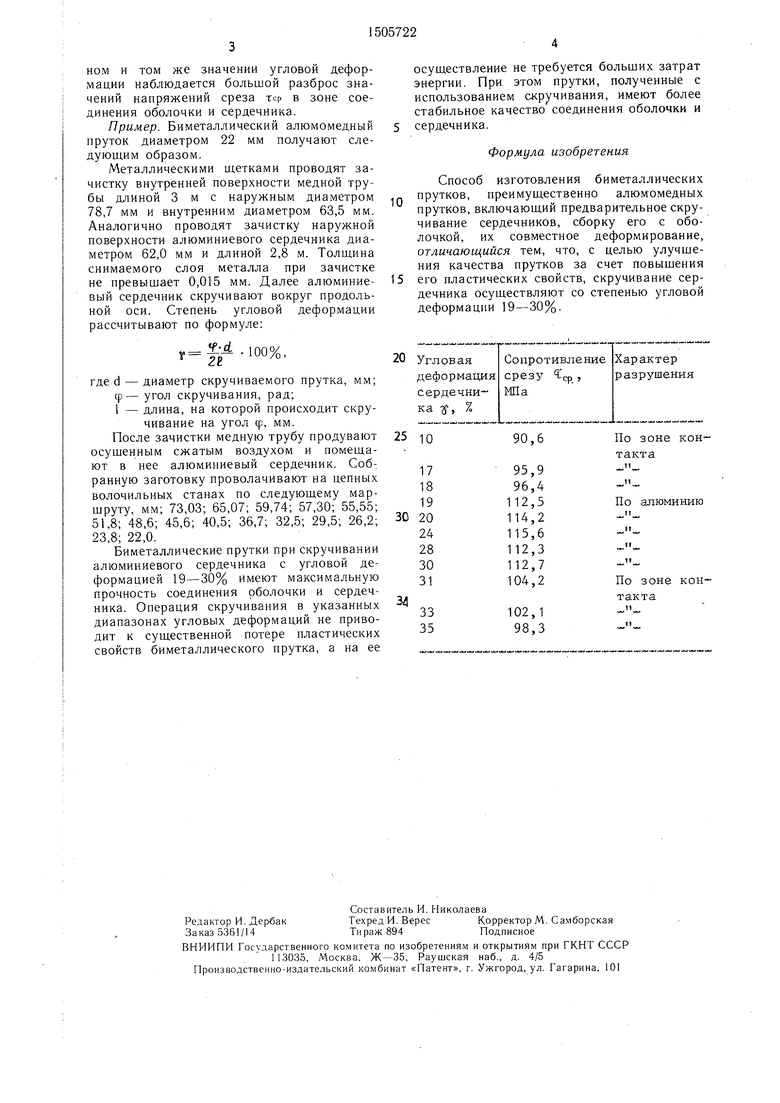
Для биметалла алюминий - медь увеличение прочности соединения за счет предварительной деформации может быть полностью реализовано при кручении только алюминиевого сердечника в диапазоне угловых деформаций 19-30% (таблица). В этом случае достигается соединение, равнопрочное с материалом сердечника, и при испытаниях на срез разрушение происходит по алюминию.
В таблице приведены результаты испытаний прутков на срез.
Поверхность алюминиевых прутков после скручивания в одну сторону имеет микрорельеф в виде борозд и складок винтовой конфигурации. Рельеф расположен по поверхности прутка неравномерно: имеются участки, где глубина и количество борозд превышает среднее значение, что .может быть следствием неоднородности механических свойств материала. Б результате, при одсд о ел to
1C
ном и том же значении угловой деформации наблюдается большой разброс значений напряжений среза тср в зоне соединения оболочки и сердечника.
Пример. Биметаллический алюмомедный нруток диаметром 22 мм получают следующим образом.
Металлическими щетками проводят зачистку внутренней поверхности медной трубы длиной 3 м с наружным диаметром 78,7 мм и внутренним диаметром 63,5 мм. Аналогично проводят зачистку наружной поверхности алюминиевого сердечника диаметром 62,0 мм и длиной 2,8 м. Толщина снимаемого слоя металла при зачистке не превышает 0,015 мм. Далее алюминиевый сердечник скручивают вокруг продольной оси. Степень угловой деформации рассчитывают по формуле:
у 5- -1оо%,
где d - диаметр скручиваемого прутка, мм;
Ф- угол скручивания, рад;
1 - длина, на которой происходит скручивание на угол ср, мм.
После зачистки медную трубу продувают осущенным сжатым воздухом и помещают в нее алюминиевый сердечник. Соб- ранную заготовку проволачивают на цепных волочильных станах по следующему мар- щруту, мм; 73,03; 65,07; 59,74; 57,30; 55,55; 51,8; 48,6; 45,6; 40,5; 36,7; 32,5; 29,5; 26,2; 23,8; 22,0.
Биметаллические прутки при скручивании алюминиевого сердечника с угловой деформацией 19-30% имеют максимальную прочность соединения оболочки и сердечника. Операция скручивания в указанных диапазонах угловых деформаций не приводит к существенной потере пластических свойств биметаллического прутка, а на ее
осуществление не требуется больших затрат энергии. При этом прутки, полученные с использованием скручивания, имеют более стабильное качество соединения оболочки и сердечника.
Формула изобретения
Способ изготовления биметаллических прутков, преимущественно алюмомедных прутков, включающий предварительное скручивание сердечников, сборку его с оболочкой, их совместное деформирование, отличающийся тем, что, с целью улучшения качества прутков за счет повышения его пластических свойств, скручивание сердечника осуществляют со степенью угловой деформации 19-30%.
25 10
90,6
По зоне кон
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной стыковой сварки | 1985 |
|
SU1338992A1 |
| Способ изготовления алюмомедных проводников | 1985 |
|
SU1275555A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2011 |
|
RU2463138C1 |
| Способ изготовления биметаллической проволоки из разнородных металлов холодным волочением | 2016 |
|
RU2628232C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2013 |
|
RU2552464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| Биметаллическая проволока для элементов высокотемпературных тензорезисторов | 1991 |
|
SU1788919A3 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2368475C1 |
| Способ изготовления алюмомедных токопроводящих жил | 1989 |
|
SU1654882A1 |
Изобретение относится к соединению разнородных металлов путем их совместной пластической деформации и может быть использовано в цветной металлургии, электротехнической промышленности для изготовления биметаллических изделий различного назначения. Цель изобретения - улучшение качества биметаллических алюмомедных прутков путем повышения их пластичности. Для этого осуществляют предварительное скручивание одного сердечника, сборку его с оболочкой и их совместное деформирование. Операция скручивания в заявленных диапазонах угловых деформаций не приводит к существенной потере пластических свойств прутка и обеспечивает прочное соединение оболочки и сердечника. 1 табл.
| Авторское свидетельство СССР № 1363647, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
