25 1
7 2
15 ;j
(Л
СП
о ел to
/ 16
I
поршнями, зажимные колодки 8 и 9, соединенные со штоками поршней, штанги 11 и 12, одним концом связанные неподвижно со штоками поршней, другим - с подвижными элементами электрических датчиков 15 и 16 линейных перемеш.ений, гидрораспределитель 19 с пропорциональным электрическим управлением. Вход последнего соединен через двухпозиционный четырехлинейный золотник 17 с напорной магистралью, два средних выхода его соединены с бесштоковыми полостями гидроцилиндров, два других выхода - со сливом. Штоковые полости гид- роцилиндров через двухпозиционный четы- рехлинейный золотник 17 соединены со сливом. Зажимные колодки 8 и 9 жестко связаны с подвижными элементами электрических датчиков 15 и 16 линейных перемещений, соединенных электрической связью с усилителем-сумматором 18, управляюш,им
гидрораспределителем 19. При подаче управляющего сигнала на золотник 17 поршни правого и левого гидроцилиндров начинают двигаться к центру. При появлении сигнала рассогласования по скорости AL , усиленного в усилителе-сумматоре, гидрораспределитель 19 соответственно измеряет расходы жидкости, поступающей в бесштоковые полости правого и левого гидроцилиндров до величин, выравнивающих скорости движения поршней. При захвате зажимными колодками сигнал рассогласования по положению ли перераспределяет давления в бес- штоковых полостях правого и левого гидроцилиндров таким образом, что встречные усилия на штоках поршней выравниваются, что обеспечивает фиксацию детали. При подаче на усилитель-сумматор управляющего сигнала Uy положение зажатой детали можно изменить. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 1986 |
|
SU1388245A1 |
| Зажимное устройство | 1989 |
|
SU1660915A2 |
| Зажимное устройство | 1986 |
|
SU1324803A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ РУЛОНОВ ПОЛОСЫ НА РАЗМАТЫВАТЕЛЕ | 2005 |
|
RU2301716C2 |
| ЧЕТЫРЕХЛИНЕЙНЫЙ ТРЕХПОЗИЦИОННЫЙ ГИДРОРАСПРЕДЕЛИТЕЛЬ С РЕЗЕРВИРОВАННЫМ ЭЛЕКТРОУПРАВЛЕНИЕМ ПРИВОДА ПОВОРОТА КОЛЕС ПЕРЕДНЕЙ ОПОРЫ ШАССИ ТРАНСПОРТНОГО СРЕДСТВА С ГИДРОДЕМПФЕРОМ | 2007 |
|
RU2342283C1 |
| МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ СТВОРОК РАЗДВИЖНОЙ ЧАСТИ КРОВЛИ СТАДИОНА | 2014 |
|
RU2556098C1 |
| Электрогидравлическая система управления | 2018 |
|
RU2682052C1 |
| Гидропривод шагового толкателя | 1987 |
|
SU1523746A1 |
| Челюстной погрузчик | 1988 |
|
SU1562312A1 |
| ГИДРОСИСТЕМА МОБИЛЬНОЙ МАШИНЫ | 1998 |
|
RU2158861C2 |
Изобретение относится к сварке , в частности, к оборудованию для закрепления изделий и может быть использовано, например, для центрирования и зажима деталей при сварке трением. Цель изобретения - упрощение конструкции, повышение точности центрирования деталей и быстродействие системы. Устройство содержит корпус 1, закрепленные в нем гидроцилиндры 2 и 3 одинакового диаметра с одноштоковыми поршнями, зажимные колодки 8 и 9, соединенные со штоками поршней, штанги 11 и 12, одним концом связанные неподвижно со штоками поршней, другим - с подвижными элементами электрических датчиков 15 и 16 линейных перемещений, гидрораспределитель 19 с пропорциональным электрическим управлением. Вход последнего соединен через двухпозиционный четырехлинейный золотник 17 с напорной магистралью, два средних выхода его соединены с бесштоковыми полостями гидроцилиндров, два других выхода - со сливом. Штоковые полости гидроцилиндров через двухпозиционный четырехлинейный золотник 17 соединены со сливом. Зажимные колодки 8 и 9 жестко связаны с подвижными элементами электрических датчиков 15 и 16 линейных перемещений, соединенных электрической связью с усилителем-сумматором 18, управляющим гидрораспределителем 19. При подаче управляющего сигнала на золотник 17 поршни правого и левого гидроцилиндров начинают двигаться к центру. При появлении сигнала рассогласования по скорости ΔU, усиленного в усилителе-сумматоре, гидрораспределитель 19 соответственно изменяет расходы жидкости, поступающей в бесштоковые полости правого и левого гидроцилиндров до величин, выравнивающих скорости движения поршней. При захвате зажимными колодками сигнал рассогласования по положению ΔU перераспределяет давления в бесштоковых полостях правого и левого гидроцилиндров таким образом, что встречные усилия на штоках поршней выравниваются, что обеспечивает фиксацию детали. При подаче на усилитель-сумматор управляющего сигнала Uу положение зажатой детали можно изменить. 1 ил.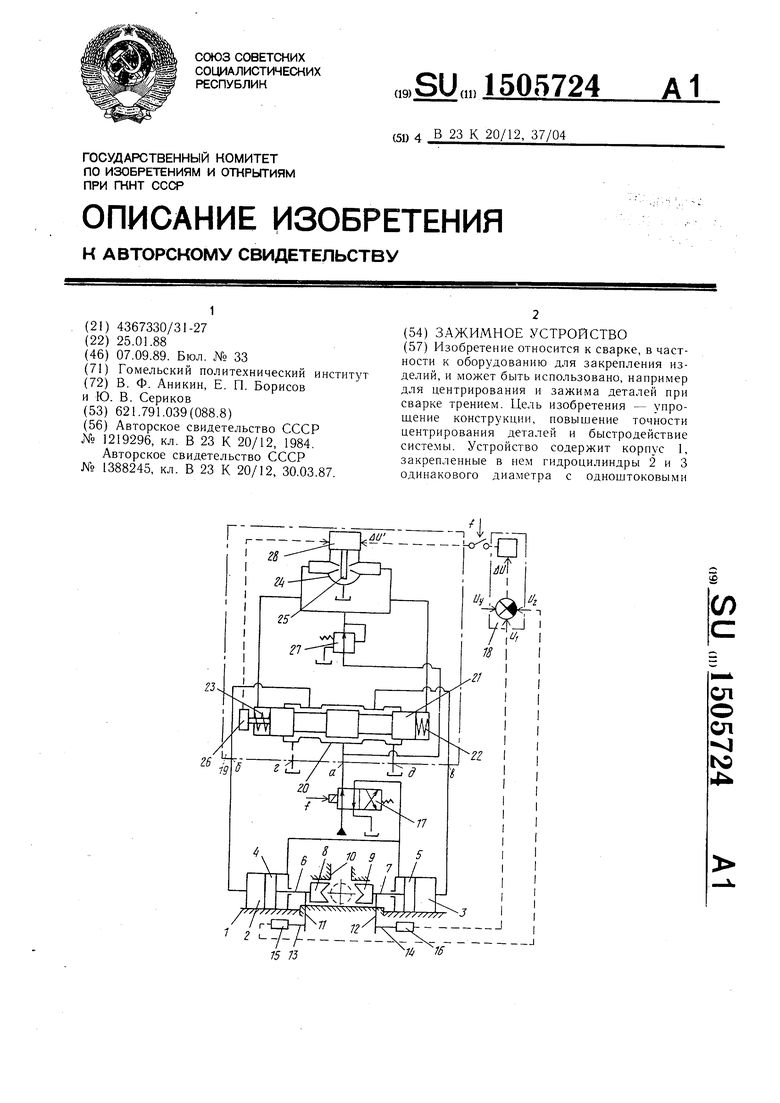
Изобретение относится к сварке, в частности, к оборудованию для закрепления изделий, и может быть использовано, например для центрирования и зажима деталей при сварке трением.
Цель изобретения - упрощение конструкции, повышение точности центрирования деталей и быстродействия системы.
На чертеже представлена схема зажимного устройства.
Устройство содержит корпус 1, левый 2 и правый 3 гидроцилиндры, закрепленные в корпусе 1 и имеющие поршни 4 и 5 со штоками 6 и 7, левую 8 и правую 9 зажимные колодки, соединенные со штоками 6 и 7, направляющую 10 корпуса, в которой установ- лены зажимные колодки 8 и 9, штанги 11 и 12, одним концом неподвижно соединенные со штоками 6 и 7, а другим - с подвижными элементами 13 и 14 электрических датчиков 15 и 16 линейных перемещений, двухпозиционный четырехлинейный золотник 17, электрический усилитель-сумматор 18, гид- рораспределитель 19 с пропорциональным электрическим управлением, включающий четырехкромочный проточный гидрораспределитель 20 с плунжером 21 и пружинами 22 и 23, гидрораспределитель 24 типа сопло- заслонка с заслонкой 25, датчик 26 местной обратной электрической связи, редукционный клапан 27 и электромеханический преобразователь 28.
При этом вход а гидрораспределителя 19 соединен с магистралью рабочей жидкости, выход б - с бесштоковой полостью левого гидроцилиндра, выход в - с бесштоковой полостью правого гидроцилиндра, а выходы г и ( - со сливом. Штоковые полости гидроцилиндров 2 и 3 через золотник 17 соединены со сливом, усилитель-сумматор 18 - на входе электрическими связями с датчиками 15 и 16 линейных перемещений, а на выходе - с электромеханическим преобра- зователем 28.
Устройство работает следующим образом.
При подаче управляющего сигнала / переключается золотник 17 и одновременно
Q замыкается электрическая цепь, соединяющая усилитель-сумматор 18 с электромеханическим преобразователем 28. Рабочая жидкость из магистрали поступает в бесштоковые полости гидроцилиндров 2 и 4, а частично - на слив. При этом поршни 4 и 5
5 начинают двигаться навстречу друг другу. Сигналы Ui и 1/2, поступающие сдатчиков 15 и 16, суммируются в усилителе-сумматоре 18 с противоположными знаками, а сигнал рассогласования ДУ усиливается и поступает
затем на электромеханический преобразователь 28. При равенстве скоростей движения поршней 4 и 5 сигнал рассогласования Л(7 равен нулю. При изменении скорости одного из поршней, например увеличении скорости левого поршня, усиленный сигнал
5 рассогласования поступает на электр о- механический преобразователь 28, который смещает заслонку 25 гидрораспределителя 24 сопло-заслонка вправо на величину, пропорциональную ЛУ. В результате в управляющих гидролиниях распределителя 20 появляется перепад давлений, который смещает плунжер 21 влево, что увеличивает подачу рабочей жидкости в бесштоковую полость правого гидроцилиндра и уменьшает подачу рабочей жидкости в бесштоковую полость левого гидроцилиндра до тех пор,
5 скорости поршней 4 и 5 не становятся
0
равными. Таким образом обеспечивается автоматическое выравнивание скорости движения поршней, начиная с момента начала движения.
Если при захвате детали зажимными колодками 8 и 9 усилия на колодках оказываются не равными между собой, система деталь-зажимные колодки начинает смещаться в сторону поршня, усилие на штоке которого меньше. При смеш.ении системы в ту или иную сторону сигнал рассогласования по положению вызывает пропорциональное смешение плунжера 21 и перераспределение давлений в бесштоковых полостях правого 3 и левого 2 гидроцилиндров до значений, выравниваюш.их усилия на штоках левого и правого поршней. Таким образом, в предлагаемом устройстве осуществляется автоматическое выравнивание усилий на штоках поршней, что обеспечивает жесткую фиксацию зажимаемой детали без наличия редукционного клапана, только при ее точной установке в заданном положении. Это положение может не совпадать с осью вращения детали и определяется величиной сигнала управления Uy.
При снятии управляющего сигнала / зо- лотник 17 переключается в обратную сторону. Одновременно прерывается электрическая связь между усилителем-сумматором 18 и электромеханическим преобразователем 28 а пружины 22 и 23 устанавливают плунжер 21 Б нейтральное положение. При этом штоковые полости левого и правого гидро- цилиндров через золотник 17 соединяются с магистралью, а бесштоковые полости через гидрораспределитель 19 - со сливом. Поршни возвращаются в исходное положение, колодки 8 и 9 освобождают деталь.
Точность центрирования свариваемых деталей определяется жесткостью зажима, т. е. разностью усилий между правой и левой зажимными колодками при нейтральном положении плунжера 21.
Для анализа зависимости рассогласования от величины зажимного усилия используют известный метод. Для упрощения анализа пренебрегают утечками по радиальному зазору между корпусом гидрораспределителя и плунжером, кромки их считают острыми, без закруглений, а коэффициент расхода по всем четырем каналам - равным Принимают следующие обозначения: Т - разность технологических сил, действующих на правуй и левую зажимные колодки, направленная в сторону левой зажимной колодки;
скорость движения системы зажимные колодки - деталь; QI и Qs-расходы рабочей жидкости через
бив гидрораспредели-
V
каналы теля;
Qs и Q4- расходы рабочей жидкости через каналы г д гидрораспределителя;
o
0
5 0
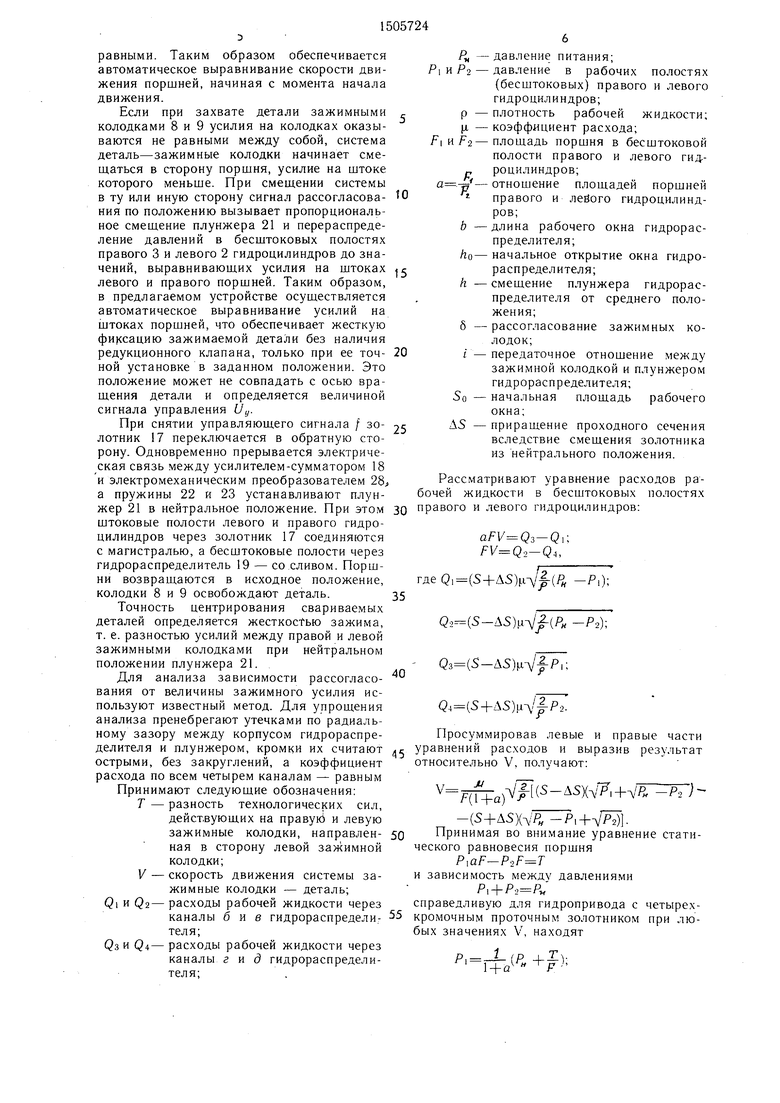
РН -давление питания; PI и 2 - давление в рабочих полостях {бесштоковых) правого и левого гидроцилиндров;
р - плотность рабочей жидкости;
ji - коэффициент расхода; f I и fa-площадь поршня в бесштоковой полости правого и левого гид.- ., роцилиндров;
отношение площадей поршней - правого и лейого гидроцилиндров;
b -длина рабочего окна гидрораспределителя;
ho- начальное открытие окна гидрораспределителя;
h - смешение плунжера гидрораспределителя от среднего положения;
5 - рассогласование зажимных колодок;
Г-передаточное отношение между зажимной колодкой и плунжером гидрораспределителя; начальная площадь рабочего окна;
приращение проходного сечения вследствие смещения золотника из нейтрального положения.
5о Д5
Рассматривают уравнение расходов рабочей жидкости в бесштоковых полостях правого и левого гидроцилиндров:
afV Q3-Qi; ,
гдед,()(Р
)
25 30
35
)o(S-AS),VI-(e -Р
f
40
Q3(S-A5) Q,(S+AS)|iV|
Просуммировав левые и правые части уравнений расходов и выразив результат относительно V, получают:
)VJ(5-А5)(д/, -f V/i ) -(5+A5)(V,+-V. Принимая во внимание уравнение статического равновесия поршня
P,aF-P.
и зависимость между давлениями Р, + Р,Р
справедливую для гидропривода с четырех- кромочным проточным золотником при любых значениях V, находят
р, -i tр Т.
-1 +
Р.(аР„F
После подстановки выражений PI и Р & уравнение для V и преобразований полу- йают
v(;,(i-twT 7 Р F
н
Х д/а-Г 1+Д1+7ПгГ Й 7 -П.
а+1
V
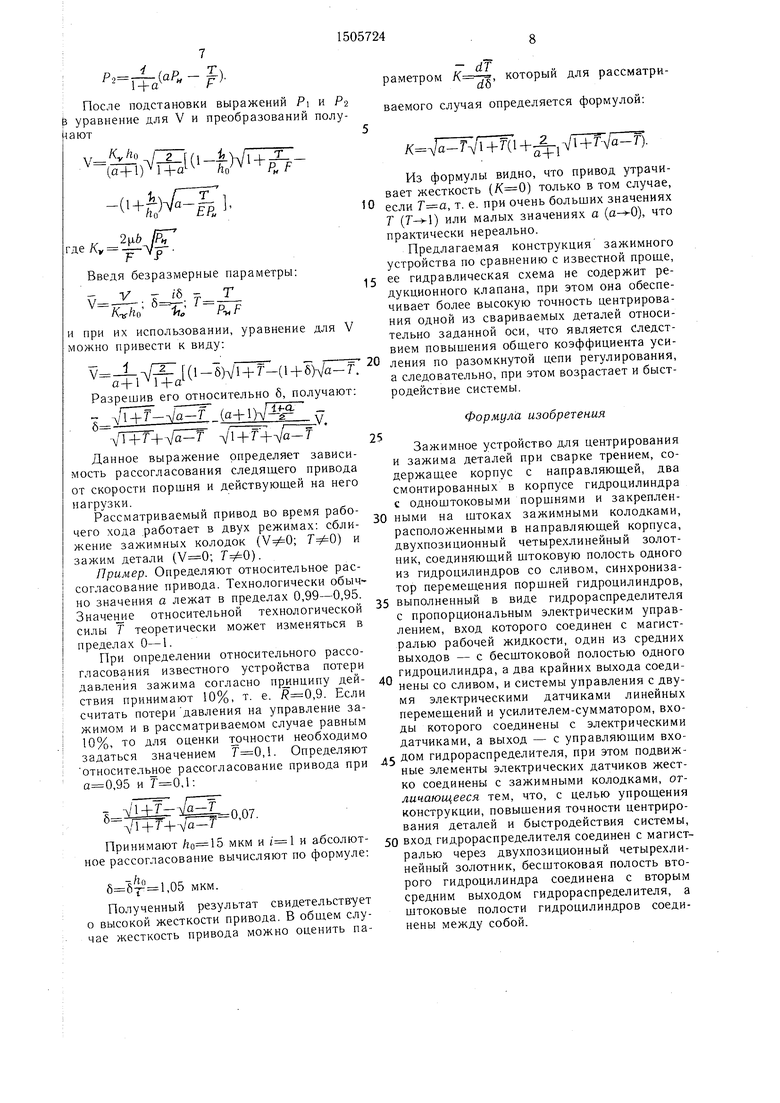
Из формулы видно, что привод утрачивает жесткость (/(0) только в том случае,
О если , т. е. при очень больших значениях 7 () или малых значениях а (), что практически нереально.
Предлагаемая конструкция зажимного устройства по сравнению с известной проще,
5 ее гидравлическая схема не содержит редукционного клапана, при этом она обеспечивает более высокую точность центрирования одной из свариваемых деталей относительно заданной оси, что является следствием повышения обш,его коэффициента усиглЪ /1 I I gV/jjf 20 ления по разомкнутой цепи регулирования,
а следовательно, при этом возрастает и быстродействие системы.
.. 2 и6 ,,, где/(у Л//-Введя безразмерные параметры:
fiji- r K-K/io P-nF
при их использовании, уравнение для V можно привести к виду:
0+1 М+а Разрешив его относительно б, получают:
т л;Ч+Г-л/а-(а+ iW
VT+T+Vo Vl + f+Va-5 Данное выражение определяет зависимость рассогласования следящего привода от скорости поршня и действующей на него нагрузки.
Рассматриваемый привод во время рабочего хода .работает в двух режимах: сближение зажимных колодок ( ) и зажим детали ( ).
Пример. Определяют относительное рассогласование привода. Технологически обычно значения а лежат в пределах 0,99-0,95.
Формула изобретения
25
Зажимное устройство для центрирования и зажима деталей при сварке трением, содержащее корпус с направляющей, два смонтированных в корпусе гидроцилиндра с однощтоковыми поршнями и закреплен- 30 ными на штоках зажимными колодками, расположенными в направляющей корпуса, двухпозиционный четырехлинейный золотник, соединяющий штоковую полость одного из гидроцилиндров со сливом, синхронизатор перемещения поршней гидроцилиндров.
Значение относительной технологической 5 вьшолненныи в виде гидрораспредели т ел я силы г теоретически может изменяться в пределах О-1.
При определении относительного рассогласования известного устройства потери давления зажима согласно пр инципу дей- 40 ствия принимают 10%, т. е. ,9. Если считать потери давления на управление зажимом и в рассматриваемом случае равным 10%, то для оценки точности необходимо задаться значением ,1. Определяют
с пропорциональным электрическим управлением, вход которого соединен с магистралью рабочей жидкости, один из средних выходов - с бесштоковой полостью одного гидроцилиндра, а два крайних выхода соединены со сливом, и системы управления с двумя электрическими датчиками линейных перемещений и усилителем-сумматором, входы которого соединены с электрическими датчиками, а выход - с управляющим вхоотносительное рассогласование привода при 45 гидрораспределителя, при этом подвиж- -ные элементы электрических датчиков жестко соединены с зажимными колодками, отличающееся тем, что, с целью упрощения конструкции, повышения точности центрироа 0,95 и ,1:
Т л/а-Т
.. 1;- 07. yi+74-Va-
вания деталей и быстродействия системы. Принимают мкм и (1 и а-бсолют- о вход гидрораспределителя соединен с магистное рассогласование вычисляют по формуле:
ралью через двухпозиционный четырехлинейный золотник, бесштоковая полость второго гидроцилиндра соединена с вторым средним выходом гидрораспределителя, а штоковые полости гидроцилиндров соединены между собой.
1,05 мкм.
Полученный результат свидетельствует о высокой жесткости привода. В общем случае жесткость привода можно оценить па- dT d8 ваемого случая определяется формулой:
раметром К- -,, который для рассматриХ д/а-Г 1+Д1+7ПгГ Й 7 -П.
а+1
Формула изобретения
25
Зажимное устройство для центрирования и зажима деталей при сварке трением, содержащее корпус с направляющей, два смонтированных в корпусе гидроцилиндра с однощтоковыми поршнями и закреплен- 30 ными на штоках зажимными колодками, расположенными в направляющей корпуса, двухпозиционный четырехлинейный золотник, соединяющий штоковую полость одного из гидроцилиндров со сливом, синхронизатор перемещения поршней гидроцилиндров.
вьшолненныи в виде гидрораспредели т ел я
с пропорциональным электрическим управлением, вход которого соединен с магистралью рабочей жидкости, один из средних выходов - с бесштоковой полостью одного гидроцилиндра, а два крайних выхода соединены со сливом, и системы управления с двумя электрическими датчиками линейных перемещений и усилителем-сумматором, входы которого соединены с электрическими датчиками, а выход - с управляющим вхоралью через двухпозиционный четырехлинейный золотник, бесштоковая полость второго гидроцилиндра соединена с вторым средним выходом гидрораспределителя, а штоковые полости гидроцилиндров соединены между собой.
| Зажимное устройство машины для сварки трением | 1984 |
|
SU1219296A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Зажимное устройство | 1986 |
|
SU1388245A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
