(Л
17 бесштоковая полость левого гидроцилиндра 2 соединяется с магистралью Поршень 4 начинает двигаться к центру зажима. Электрический сигнал рассогласования &и, формируемый в усилителе-сумматоре 19 как разность сиг налов и, и Uj, поступающих с датчиков 15 и 16 усиливается и подается на электромеханический преобразователь 29, смещая заслонку 26 распределителя сопло - заслонка 25 влево на величину, пропорциональную uU, В
88245
управляющих гидролиниях распределителя 21 возникает перепад давлений, плунжер 22 смещается вправо, а поток рабочей жидкости из магистрали в бесштоковую полость гидроцилиндра 3 возрастает. Поршень 5 начинает движение к центру зажима, причем его перемещение отслеживается в соответствии с перемещением поршня 4. Благодаря такой конструкции осуществляется автоматическое выравнивание усилий на штоках поршней. 1 ил.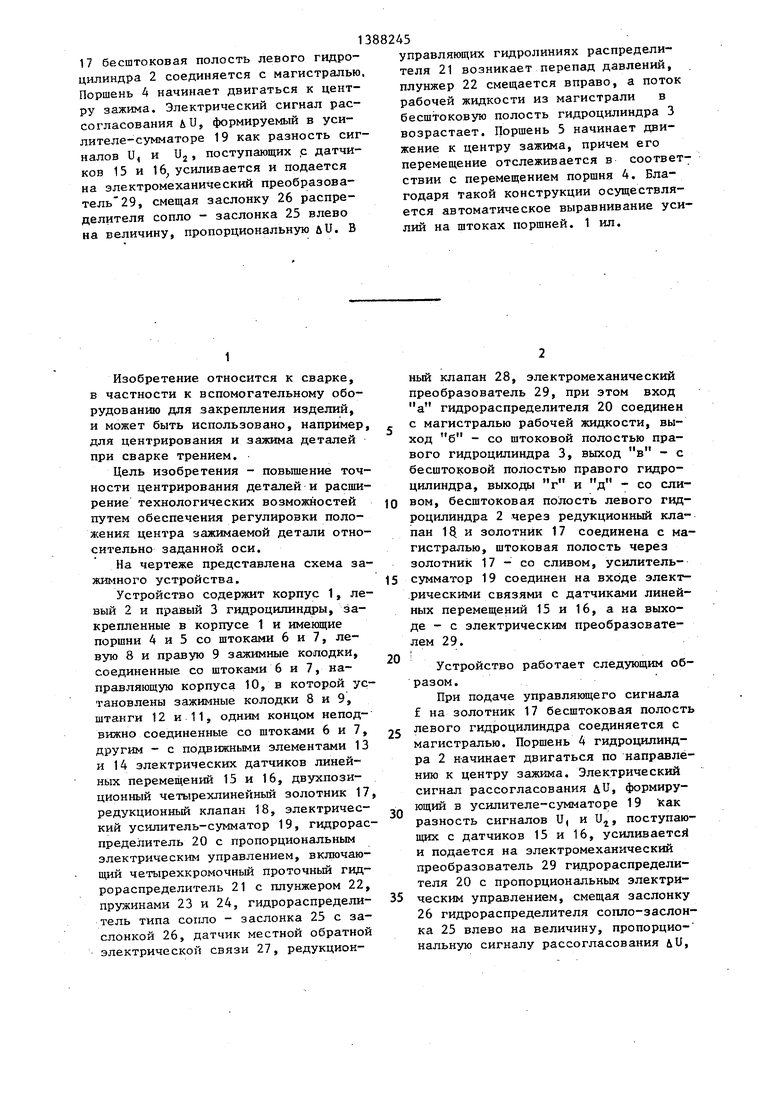



| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 1988 |
|
SU1505724A1 |
| Зажимное устройство | 1986 |
|
SU1324803A1 |
| Зажимное устройство | 1989 |
|
SU1660915A2 |
| Глубокорасточной станок | 1987 |
|
SU1423297A1 |
| Устройство для уплотнения балласта железнодорожного пути | 1989 |
|
SU1710637A1 |
| ГИДРОЦИЛИНДР ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2022732C1 |
| Зажимное устройство контактной стыкосварочной машины | 1987 |
|
SU1447602A1 |
| Гидросистема бурильной установки | 1980 |
|
SU907234A1 |
| Гидропривод протяжного станка | 2021 |
|
RU2760012C1 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
Изобретение относится к области сварки, в частности к вспомогательному оборудованию для центрирования и зажима деталей при сварке трением. Цель изобретения - повьшение точности центрирования деталей и расширение технологических возможностей путем обеспечения регулировки положения центра зажимаемой детали относительно заданной оси. При подаче управляющего сигнала f на золотник
1
Изобретение относится к сварке, в частности к вспомогательному оборудованию для закрепления изделий, и может быть использовано, например, для центрирования и зажима деталей при сварке трением.
Цель изобретения - повьшение точности центрирования деталей и расширение технологических возможностей путем обеспечения регулировки положения центра зажимаемой детали относительно заданной оси.
На чертеже представлена схема зажимного устройства.
Устройство содержит корпус 1, левый 2 и правый 3 гидроцилиндры, закрепленные в корпусе 1 и имеющие поршни 4 и 5 со штоками 6 и 7, левую 8 и правую 9 заж1шные колодки, соединенные со штоками 6 и 7, направляющую корпуса 10, в которой установлены зажимные колодки 8 и 9, штанги 12 и 11, одним концом неподвижно соединенные со штоками 6 и 7, другим - с подвижными элементами 13 и 14 электрических датчиков линейных перемещений 15 и 16, двухпози- ционный четырехлинейный золотник 17 редукционный клапан 18, электрический усилитель-сумматор 19, гидрораспределитель 20 с пропорциональным электрическим управлением, включающий четырехкромочный проточный гидрораспределитель 21 с плунжером 22, пружинами 23 и 24, гидрораспределитель типа сопло - заслонка 25 с заслонкой 26, датчик местной обратной электрической связи 27, редукционный клапан 28, электромеханический преобразователь 29, при этом вход а гидрораспределителя 20 соединен
с магистралью рабочей жидкости, выход б - со штоковой полостью правого гидроцилиндра 3, выход в - с бесштоковой полостью правого гидроцилиндра, выходы г и д - со сливом, бесштоковая полость левого гидроцилиндра 2 через редукционный клапан 18 и золотник 17 соединена с магистралью, штоковая полость через золотник 17 - со сливом, усилительсумматор 19 соединен на входе электрическими связями с датчиками линейных перемещений 15 и 1б, а на выходе - с электрическим преобразователем 29.
Устройство работает следующим образом.
При подаче управляющего сигнала f на золотник 17 бесштоковая полость
левого гидроцилиндра соединяется с магистралью. Поршень 4 гидроцилиндра 2 начинает двигаться по направлению к центру зажима. Электрический сигнал рассогласования ди, формирующий в усилителе-сумматоре 19 как разность сигналов U, и U, поступающих с датчиков 15 и 16, усиливаетсй и подается на электромеханический преобразователь 29 гидрораспределителя 20 с пропорциональным электрическим управлением, смещая заслонку 26 гидрораспределителя сопло-заслонка 25 влево на величину, пропорциональную сигналу рассогласования iU,
в результате чего в управляющих гидролиниях распределителя 21 возникает перепад давлений, который смещает плунжер 22 вправо, увеличивая поток рабочей жидкости, поступающей из напорной магистрали в бесштоковую полость правого гидроцилиндра 3. Поршень 5 начинает движение по направлению к центру зажима. Таким образом, перемещение поршня 5 автоматически отслеживается в соответствии с перемещением поршня 4, что обеспечивает равенство скоростей движения зажимных колодок 8 и 9 при их встречном движении.
Если при захвате детали зажимными колодками 8 и 9 усилия на колодках окажутся не равными между собой, то система деталь - зажим начнет смещаться в сторону поршня, усилие на штоке которого меньше. При смещении системы в ту или иную сторону сигнал рассогласования по положению вызывает пропорциональное смещение плунжера 22 и перераспределение давлений в бесштоковой и штоковой полостях правого гидроцилиндра 3 до значений, выравнивающих усилия на штоках левого и правого поршней. Таким образом, в данном устройстве осуществляется автоматическое выравнивание усилий на штоках поршней, что обеспечивает фиксацию зажимаемой детали только при ее точном центрировании относительно вращающейся детали. Кроме того, на вход усилителя-сумматора 19 можно подавать электрический сигнал управления Un, который смещает систему зажимные колодки - деталь на , пропорциональную сигналу управления, при этом осуществляется регулировка положения центра зажимаемой детали относительно задаваемой оси, I
При снятии управляющего сигнала f
золотник 17 переключается в обратную сторону. Поршень левого гидроцилиндра начинает смещаться влево от центра зажима, сигнал рассогласования смещает плунжер 22 влево и направЛя- ет поток рабочей жидкости в штоковую полость правого гидроцилиндра. Поршни возвращаются в исходное положение колодки 8 и 9 освобождают деталь.
Точность центрирования свариваемых деталей определяется величиной рассогласования следящего привода правой зажимной колодки под воздей0
5
0
ствием нагрузки, создаваемой левой зажимной колодкой, при этом последняя играет роль активного зажимного элемента, а правая - управляемого упора.
Для анализа зависимости рассогласования от величины зажимного усилия используют известный метод, учитывая что поршни в гидроцилиндрах зажимного устройства одноштоковые.
Для упрощения анализа пренебрегаем утечками по радиальному зазору между корпусом гидрораспределителя и плунжером, кромки их считаем острыми, без закруглений, а коэффициент расхода по всем его четырем каналам - равными. Принимаем следующие значения параметров:
5
0
5
0
5
0
5
РИ - Р,,Р. R Qi.Qi - Q,.Q4 Р/UVFыг
-
b Ч h 1 S. давление питания; давления в рабочей (бесштоковой) и сливной полостях правого гидроцилиндра; нагрузка на правой зажимной колодке (усилие зажима)J расходы рабочей жидкости через каналы в и б гидрораспределителя J расходы рабочей жидкости через каналы г и д гидрораспределителя ; плотность рабочей жидкости, коэффициент расхода, скорости поршня правого гид- роцилиндра;
площадь поршня гидроцилиндра в бесштоковой полости; площадь поршня гидроцилиндра в штоковой полости; отношение площадей поршня в штоковой и бесштоковой полостях,
длина рабочего окна гидрораспределителя ; начальное открытие окна гидрораспределителясмещение плунжера гидрораспределителя от среднего .положения {
рассогласование правой зажимной колодки;
передаточное отношение между правой зажимной колодкой и плунжером подрораспредели- теля;
начальная площадь рабочего окна.
Рассмотрим уравнение расходов рабочей жидкости в бесштоковой и што- ковой полостях гидродилиндра
F, . aF Q4-Qj
Q, ()|u Qz (Sc,-uS)jU-. Q, ( )p
.-Р.);
P.
- P
P ;
Q4 (s,-uS)|uj (PH-P)Просуммировав левые и правые части уравнений расходов и выразив результат относительно V получим
Т
V
I
- (5„П5)(л|Рн-Р, +
F(1+a) V р
+ )-(8,-й8)(л|Р„-Р, + ) .
Принимая во внимание уравнение статического равновесия поршня
FP, -aFPi R и зависимость между давлениями
Р, + Р.
я
справедливую дня гидропривода с четы- 35 Принимая h,, 15 мкм, а i 1,аб- рехкромочным проточным золотником при солютное рассогласование вычисляем любых значениях V, находимпо формуле
Р
- (аР, + |);
1+а
Р, Т
R4
После подстановки выражений Р, и Р в уравнение для V и преобразований получим
v-ь Ш -Ь fT
- ь
а +
1
P.F J
где R
- 2|ЦЬ F
ZiL
V F N Р Введем безразмерные
V
Rv4
S
f. к
11л
R
При их использоБанни уравнение для V можно привести к виду
iTiii -)4T-T-(1-8)4.
Разрешив его относительно 8 , лучим
по
S
(1+а)V +
ia+R+Jl+R
Ja+R -41-R Ja+R +)l-R
Данное выражение определяет зависимость рассогласования следящего привода от скорости поршня и действующей ни него нагрузки. Необходимо заметить, что рассматриваемый привод во время рабочего хода работает в двух режимах: сближение зажимных колодок (V О, R 0) и зажим детали (V О, R / 0).
Приме р. Определим относительное рассогласование привода для следующих значений диаметров поршня, штока и относительной нагрузки: D 140 мм,- мм; 1 0,9.
30
а
0,816,
-4a+R + 1-R 0,816+0,9-1-0,9 0,816+0,9+1-0,9
--- 0,61,
t ho
40
,6llf 9 мкм
Полученный результат свидетельствует о высокой жесткости привода. В общем случае жесткость привода можно
45
оценить параметром К
d R
кото
рый для рассматриваемого случая рп- ределяется формулой
)(a+R)l + (1+R)(a+R)l.
При подстановке в. нее R 1 получаем К О, т.е. при равенстве усилий на штоках поршней при зажиме детали привод утрачивает жесткость. Для ее обеспечения усилие на штоке левого поршня должно быть меньше, чем на штоке правого поршня ().
7
В данной конструкции зажимно устройства это достигается насткой редукционного клапана 18 на ление, меньшее по величине, чем ление питания золотника.
Такая конструкция зажимного ройства обеспечивает более высо точность центрирования одной из риваемых деталей относительно з ной оси по сравнению с базовым ектом.
Формула изобретения
Зажимное устройство, преимущественно для центрирования и зажима деталей при сварке трением, содержащее корпус с направляющей, два смонтированных в корпусе гидроцилиндра с одноштоковыми поршнями и закрепленными на штоках зажимными колодками, расположенными в направляющей корпуса, двухпозиционный четьгоехли15
20
с я тем, что, с целью повьшения точности центрирования деталей и ра ширения технологических возможносте путем обеспечения регулировки положения центра зажимаемой детали отно сительно заданной оси, синхронизато перемещения поршней гидроцилиндров выполнен в виде гидрораспределителя с пропорциональным электрическим уп равлением и системы управления с дв мя электрическими датчиками линейны перемещений и усилителем-сумматором входы которого соединены с электрическими датчиками, а выход - с упра ляющим входом гидрораспределителя, при этом подвижные элементы электрических датчиков жестко соединены с зажимными колодками, вход гидрораспределителя соединен с магистралью,два средних выхода гидрораспределителя соединены с полостями одного из гидроцилиндров, два крайних выхода соединены со сливом, а полости
нейный золотник, редукционный клапан, 25 второго гидроцилиндра соединены чесинхронизатор перемещения поршней гидроцилиндров, магистраль рабочей
рез двухпозиционный четырехлинейный золотник и редукционный клапан с мажидкости и слив, отличающее - гистралью и со сливом.
8
5
0
с я тем, что, с целью повьшения точности центрирования деталей и расширения технологических возможностей путем обеспечения регулировки положения центра зажимаемой детали относительно заданной оси, синхронизатор перемещения поршней гидроцилиндров выполнен в виде гидрораспределителя с пропорциональным электрическим управлением и системы управления с двумя электрическими датчиками линейных перемещений и усилителем-сумматором, входы которого соединены с электрическими датчиками, а выход - с управляющим входом гидрораспределителя, при этом подвижные элементы электрических датчиков жестко соединены с зажимными колодками, вход гидрораспределителя соединен с магистралью,два средних выхода гидрораспределителя соединены с полостями одного из гидроцилиндров, два крайних выхода соединены со сливом, а полости
второго гидроцилиндра соединены через двухпозиционный четырехлинейный золотник и редукционный клапан с ма
| Зажимное устройство машины для сварки трением | 1984 |
|
SU1219296A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
