Изобретение относится к черной металлургии, в частности к области производства стали с глубинной продувкой жидкого металла кослородсодержащими газами в подовых печах.
Цель изобретения увеличение стойкости стационарных глубинных фурм и футеровки печи и снижение расхода энергоносителей (топлива, кислорода, чугуна) за счет более энергичного перемешивания металла со шлаком на большей площади ванны, увеличения теплоотдачи факела, что снижает длительность рафинированного периода плавки, при уменьшении расхода кислорода через стационарные фурмы за счет передачи части расходуемого кислорода на сводные погружные под уровень металла фурмы.
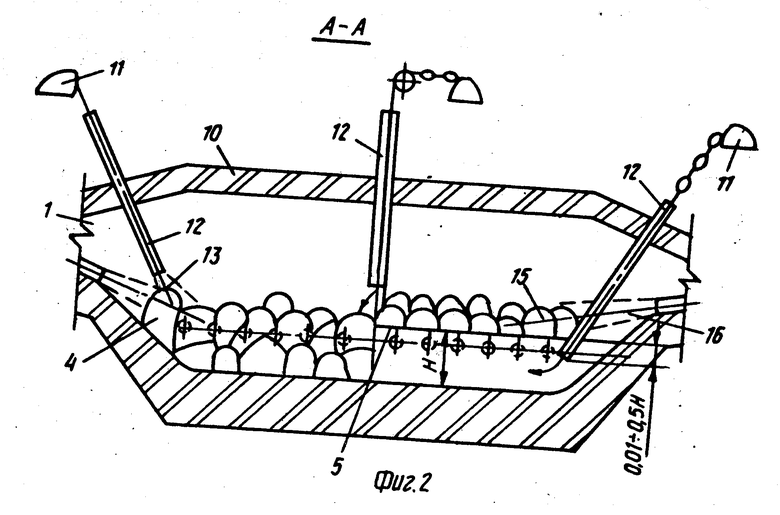
На фиг. 1 изображен план мартеновской печи со схемой размещения очагов продувки ванны; на фиг. 2 разрез А-А на фиг. 1
Устройство для осуществления способа производства стали в мартеновской печи включает печь 1, футерованную огнеупорной кладкой 2 и имеющую ванну 3, в которой размещается твердая шихта 4, а после расплава ее жидкий металл 5. В задней стенке 6 установлены стационарные фурмы 7 с возможностью рассредоточенного ввода по длине ванны энергоносителей 8 с энергией полного торможения 0,4 МПа, образующих основные очаги 9 продувки. В своде 10 печи 1 установлены сводовые подвижные с помощью приводов 11 фурмы 12 с возможностью ввода энерготорможения 0,5-1,5 МПа под уровень металла 5 на 0,01-0,3 глубины ванны 3 и образования дополнительных очагов 14 продувки. Сводовые подвижные фурмы 12 удалены от задней стенки 6 на 0,3-0,6 ширины ванны и расположены так, что энергоносители 13, вводимые через крайние сводовые фурмы 12, образуют "буруны" 15 жидкого металла 5 в районе непосредственного контакта факела 16 с поверхностью ванны 3, а остальные сводовые фурмы 12 обеспечивают равномерный ввод энергоносителей 13 по длине ванны.
Энергоносители 8 с давлением 0,4 МПа и энергоносители 13 с давлением 0,5-1,5 МПа вводят в ванну 3 одновременно через стационарные фурмы 7 и сводовые фурмы 12 соответственно. Нижний предел давления энергоносителя 13 ограничен возможностью заметаллирования сопел фурмы жидким металлом при ее максимальном погружении в металл, а верхний предел 1,5 МПа ограничивается опасностью размыва наварки подины.
Фурмы 12 погружаются ниже уровня металла на максимальный уровень 0,3 глубины ванны. Дальнейшее погружение фурм 12 опасно из-за возможности размыва наварки подины. Минимальный уровень погружения фурм 12 на глубину 0,01 глубины ванны обусловлен снижением эффективности перемешивания ванны при дальнейшем уменьшении глубины погружения фурм 12 и возможностью локального переокисления поверхности ванны в зоне продувки.
Соотношение расходов энергоносителей 8 и 13 устанавливают в зависимости от периодов плавки, сортамента выплавляемого металла, необходимости корректировки хода процесса и др.
Верхний предел давления и расход энергоносителя 13 обусловлен необходимостью иметь более упругую струю кислорода для резки твердого металла заваленной в ванну шихты и энергичного перемешивания жидкой ванны.
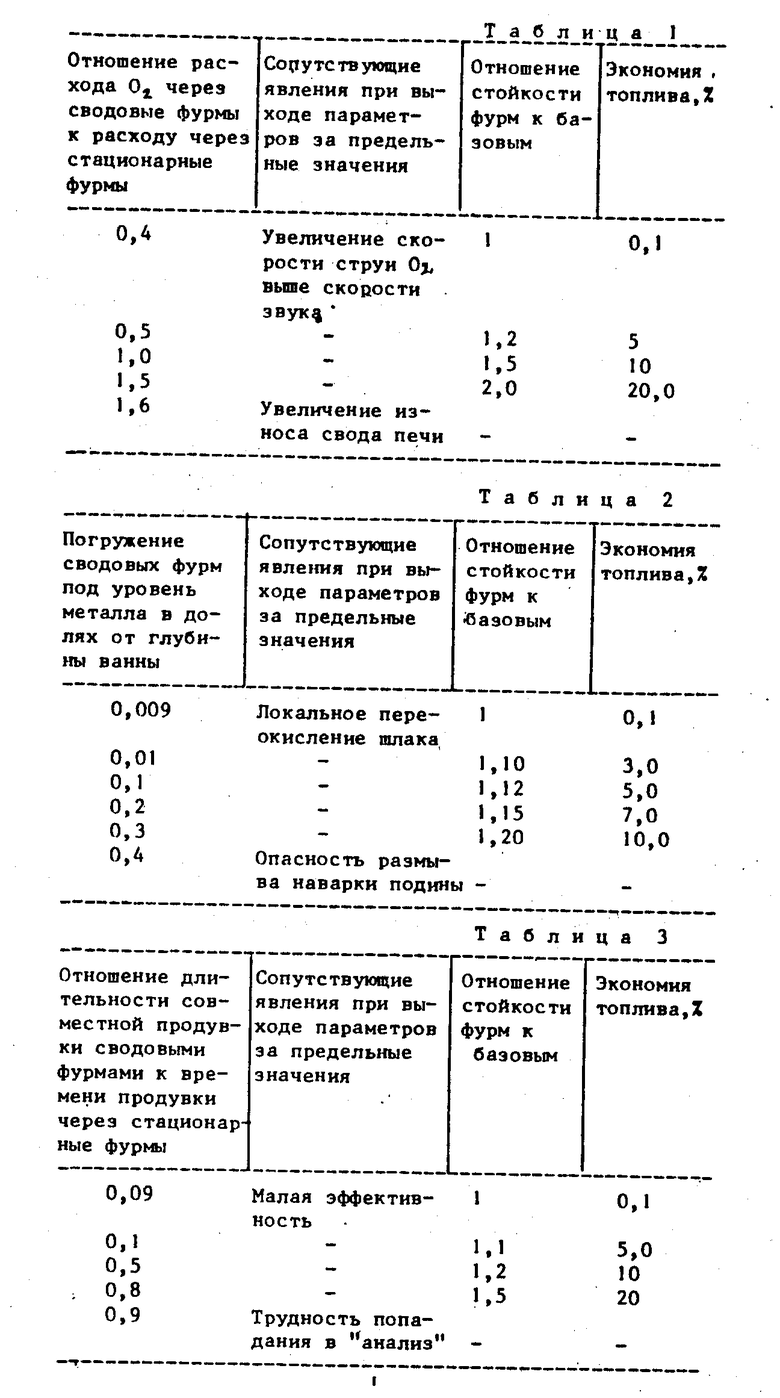
Соотношение расходов энергоносителей (кислорода, сжатого воздуха) через сводовые 12 и стационарные 7 фурмы устанавливают в пределах 0,5-1,5. При этом нижний предел ограничен скоростью истечения энергоносителя через стационарные фурмы не выше скорости звука, так как при более высокой скорости струи резко увеличивается износ стационарных фурм и фурменной зоны кладки, а также малой эффективностью продувки сводовыми фурмами при дальнейшем снижении расхода энергоносителя. Максимальный уровень соотношения ограничен появлением высокого фонтана брызг металла и шлака, резко ухудшающих стойкость кладки свода и стен печи при дальнейшем увеличении соотношения расходов.
Продолжительность продувки ванны через сводовые фурмы устанавливают 0, 1-0,8 от времени продувки энергоносителя, через стационарные фурмы. Минимальный предел длительности продувки ванны через сводовые фурмы ограничивают малой эффективностью продувки ванны при дальнейшем снижении расхода и соотношения расходов. Максимальный уровень 0,8 времени продувки стационарными фурмами ограничивают трудностью попадания в "анализ" в конце доводки плавки. Оптимальность заявленных параметров и их пределов поясняется табл. 1-3.
Изобретение иллюстрируется следующими примерами.
Пример 1. На 400-тонной мартеновской печи, оборудованной стационарными и сводовыми глубинными фурмами, производят заправку, завалку, прогрев шихты и заливают чугун с одновременным включением подачи кислорода в защитной струе инертного газа через стационарные фурмы с давлением не выше 0,4 МПа и через сводовые фурмы, заглубленные в металл на 0,01 от глубины ванны, кислорода с давлением 0,5-1,0 МПа в районе соприкосновения факела с ванной. Расход кислорода через сводовые фурмы устанавливают 500 м3/ч, а через стационарные фурмы 1000 м3/ч, т.е. соотношение расходов на уровне 0,5 соответственно.
Продувку ванны кислородом через сводовые фурмы производят в течение 0,4 ч, а через стационарные фурмы в течение 4,0 ч, т.е. через сводовые фурмы продувают кислород за 0,1 времени продувки через стационарные фурмы. Продувку ванны кислородом через стационарные фурмы заканчивают во время выпуска плавки из печи заменой кислорода на сжатый воздух. Длительность "жидкого периода" плавки при этом сокращается в сравнении с обычным процессом на 1 ч, а длительность всей плавки в целом сокращается с 9,5 до 8,5 ч, расход топлива сокращается на 10% расход чугуна сокращается на 10 кг/т стали, стойкость стационарных фурм увеличивается на 10%
Пример 2. На аналогичной (по примеру 1) печи производят завалку, прогрев, заливку чугуна, включая одновременно подачу кислорода через стационарные глубинные фурмы и через сводовые заглубленные на 0,200 глубины ванны фурмы с давлением 1,0 МПа с соотношением расходов кислорода через сводовые и стационарные фурмы, равный 1,0, т. е. по 1500 м3/ч на тех и других. Длительность продувки через стационарные фурмы устанавливают 3,0 ч, а через сводовые фурмы 1,5 ч. На выпуске плавки кислород (на стационарных фурмах) заменяют на сжатый воздух.
Длительность "жидкого" периода в этом примере сокращается на 35% а длительтность всей плавки с 9,5 до 7,5 ч при сокращении расхода топлива на 15% и расход чугуна на 15 кг/т.
Пример 3. На аналогичной мартеновской печи, оборудованной глубинными и сводовыми фурмами, производят завалку шихты, прогрев и заливку чугуна с одновременным включением подачи кислорода на стационарные и сводовые глубинные фурмы с заглублением последних под уровень металла на 0,3 от глубины ванны. Расход кислорода через стационарные фурмы устанавливают до 1000 м3/ч, а на сводовые фурмы 1500 м3/ч. Длительность продувки ванны устанавливают 2,5 ч через стационарные фурмы и 2,0 ч через сводовые фурмы, т.е. с отношением времени сводовыми фурмами к длительности продувки стационарными фурмами, равным 0,8 времени продувки стационарными фурмами. При выпуске плавки кислород на стационарных фурмах заменяют на сжатый воздух.
При таком проведении плавки "жидкий" период сокращается на 50% а длительность всей плавки сокращается с 9,5 до 6,5 ч со снижением расхода топлива на 20% и расхода чугуна на 15 кг/т стали.
Способ производства стали в мартеновской печи позволяет повысить производительность печи за счет сокращения рафинированного периода плавки и всей плавки путем усиления перемешивания ванны и увеличения таким образом теплоотдачи факела; поднять стойкость глубинных стационарных фурм в 1,5-2,0 раза за счет сокращения длительности жидкого периода плавки и осуществлении режима продувки со скоростью истечения кислорода не более скорости звука путем перераспределения кислорода продувки между стационарными и дополнительными содовыми фурмами; снизить расход кислорода за счет вовлечения в процесс горячего кислорода факела пламени; снизить расход топлива и удельный расход чугуна на тонну стали (на 10-100 кг/т) в сравнении с технологией при продувке кислорода сверху.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки стали | 1990 |
|
SU1813100A3 |
| Способ выплавки стали в мартеновской печи | 1983 |
|
SU1131905A1 |
| Способ выплавки стали в подовой печи | 1988 |
|
SU1629320A1 |
| Способ выплавки стали в подовой печи | 1978 |
|
SU712443A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ | 2005 |
|
RU2299246C1 |
| Сводовая газокислородная горелка мартеновской печи | 1990 |
|
SU1822423A3 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 1993 |
|
RU2123052C1 |
| СПОСОБ ПЕРЕДЕЛА ВАНАДИЕВЫХ ЧУГУНОВ В СТАЛЕПЛАВИЛЬНЫХ АГРЕГАТАХ | 1999 |
|
RU2157414C1 |
| Способ выплавки стали в двухванном сталеплавильном агрегате | 1988 |
|
SU1693076A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2197533C2 |

Изобретение относится к черной металлургии, в частности к области производства стали с глубинной продувкой жидкого металла кислородсодержащими газами в подовых печах. Целью изобретения является увеличение стойкости стационарных глубинных фурм с футеровкой печи в зоне продувки металла и снижение расхода энергоносителей (топлива, кислорода, чугуна). В мартеновскую печь заливают шихту, прогревают ее и заливают жидкий чугун, расплавляют и доводят плавку путем подачи кислорода через стационарные фурмы ниже уровня металла, согласно изобретению подачу части кислорода осуществляют через дополнительные сводовые фурмы под уровень металла на 0,01-0,3 глубины ванны с отношением расхода кислорода через сводовые фурмы к расходу кислорода через стационарные, равным 0,5-1,5, и временем совместной продувки, равным 0,1-0,8 времени продувки через стационарные фурмы. Предложенные режимы подачи кислорода позволяют поднять стойкость фурм в 1,5-2 раза, снизить расход топлива и чугуна. 1 з.п. ф-лы, 2 ил., 3 табл.
| Патент США N 3945820, кл | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Патент ФРГ N 2946030, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
