Изобретение относится к черной металлургии и может быть использовано при выплавке стали в двухванных сталеплавильных печах.
Целью изобретения является сокращение выбросов газов из открытых во время завалки рабочих окон и снижение их запыленности за счет повышения степени эффективности регулирования.
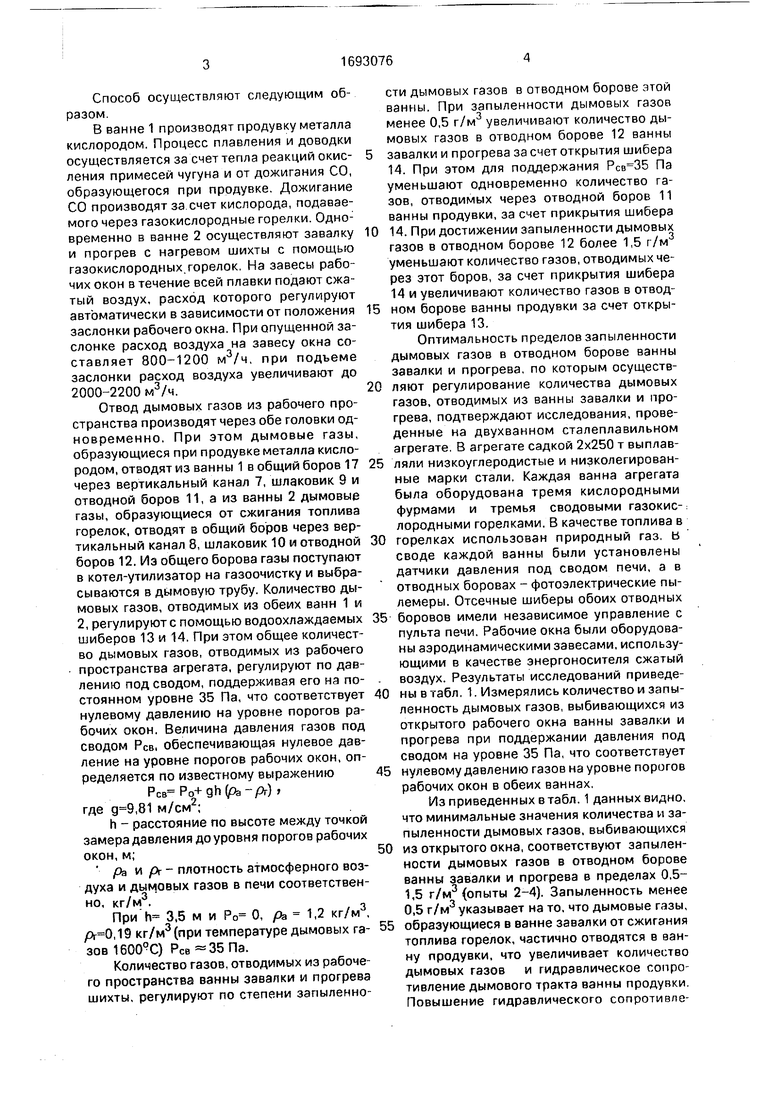
На чертеже представлена схема удаления дымовых газов из рабочего пространства двухванного сталеплавильного агрегата.
Агрегат содержит ванну 1 продувки и ванну 2 завалки и прогрева шихты. В своде агрегата установлены кислородные фурмы 3 для продувки металла и подвижные газокислородные горелки 4 для нагрева шихты, а также датчики 5 и 6 давления газов под сводом. Агрегат содержит также вертикальные каналы 7 и 8, шлаковики 9 и 10, отводные борова 11 и 12, шиберы 13 и 14, датчики 15 и 16 пылемеров и общий боров 17. Рамы рабочих окон оборудованы боковыми воздушными завесами.
ON Ю СО О VI О
Способ осуществляют следующим образом.
В ванне 1 производят продувку металла кислородом. Процесс плавления и доводки осуществляется за счет тепла реакций окисления примесей чугуна и от дожигания СО, образующегося при продувке. Дожигание СО производят за счет кислорода, подаваемого через газокислородные горелки. Одно: временно в ванне 2 осуществляют завалку и прогрев с нагревом шихты с помощью газокислородных.горелок. На завесы рабочих окон в течение всей плавки подают сжатый воздух, расход которого регулируют автоматически в зависимости от положения заслонки рабочего окна. При опущенной заслонке расход воздуха на завесу окна составляет 800-1200 м3/ч, при подъеме заслонки расход воздуха увеличивают до 2000-2200 м3/ч.
Отвод дымовых газов из рабочего пространства производят через обе головки одновременно. При этом дымовые газы, образующиеся при продувке металла кислородом, отводят из ванны 1 в общий боров 17 через вертикальный канал 7, шлаковик 9 и отводной боров 11, а из ванны 2 дымовые газы, образующиеся от сжигания топлива горелок, отводят в общий боров через вертикальный канал 8, шлаковик 10 и отводной боров 12. Из общего борова газы поступают в котел-утилизатор на газоочистку и выбрасываются в дымовую трубу. Количество дымовых газов, отводимых из обеих ванн 1 и 2, регулируют с помощью водоохлаждаемых шиберов 13 и 14. При этом общее количество дымовых газов, отводимых из рабочего пространства агрегата, регулируют по давлению под сводом, поддерживая его на постоянном уровне 35 Па, что соответствует нулевому давлению на уровне порогов рабочих окон. Величина давления газов под сводом Рев, обеспечивающая нулевое давление на уровне порогов рабочих окон, определяется по известному выражению
PcB Po+gh a-/9r) ,
где ,81 м/см2;
h - расстояние по высоте между точкой замера давления до уровня порогов рабочих окон, м;
Ра И РГ ПЛОТНОСТЬ ЗТМОСфврНОГО 803духа и дымовых газов в печи соответственно, кг/м3.
При h 3,5 м и Р0 0, ра 1,2 кг/м3, ,19 кг/м3 (при температуре дымовых газов 16009С) Рев «35 Па.
Количество газов, отводимых из рабочего пространства ванны завалки и прогрева шихты, регулируют по степени запыленности дымовых газов в отводном борове этой ванны. При запыленности дымовых газов менее 0,5 г/м увеличивают количество дымовых газов в отводном борове 12 ванны
завалки и прогрева за счет открытия шибера 14. При этом для поддержания Па уменьшают одновременно количество газов, отводимых через отводной боров 11 ванны продувки, за счет прикрытия шибера
0 14. При достижении запыленности дымовых газов в отводном борове 12 более 1,5 г/м3 уменьшают количество газов, отводимых через этот боров, за счет прикрытия шибера 14 и увеличивают количество газов в отвод5 ном борове ванны продувки за счет открытия шибера 13.
Оптимальность пределов запыленности дымовых газов в отводном борове ванны завалки и прогрева, по которым осуществ0 ляют регулирование количества дымовых газов, отводимых из ванны завалки и прогрева, подтверждают исследования, проведенные на двухванном сталеплавильном агрегате. В агрегате садкой 2x250 т выплав5 ляли низкоуглеродистые и низколегированные марки стали. Каждая ванна агрегата была оборудована тремя кислородными фурмами и тремья сводовыми газокислородными горелками. В качестве топлива в
0 горелках использован природный газ. ь своде каждой ванны были установлены датчики давления под сводом печи, а в отводных боровах - фотоэлектрические пылемеры. Отсечные шиберы обоих отводных
5 боровов имели независимое управление с пульта печи. Рабочие окна были оборудованы аэродинамическими завесами, использующими в качестве энергоносителя сжатый воздух. Результаты исследований приведе0 ны в табл. 1. Измерялись количество и запыленность дымовых газов, выбивающихся из открытого рабочего окна ванны завалки и прогрева при поддержании давления под сводом на уровне 35 Па, что соответствует
5 нулевому давлению газов на уровне порогов рабочих окон в обеих ваннах,
Из приведенных в табл. 1 данных видно, что минимальные значения количества и запыленности дымовых газов, выбивающихся
0 из открытого окна, соответствуют запыленности дымовых газов в отводном борове ванны завалки и прогрева в пределах 0,5- 1,5 г/м (опыты 2-4). Запыленность менее 0,5 г/м3 указывает на то, что дымовые газы,
5 образующиеся в ванне завалки от сжигания топлива горелок, частично отводятся в ванну продувки, что увеличивает количество дымовых газов и гидравлическое сопротивление дымового тракта ванны продувки. Повышение гидравлического сопротивления дымового тракта снижает резерв тяги, давление под сводом при этом повышается более 35 Па, что приводит к увеличению количества выбивающихся из открытого окна запыленных газов (опыт 1, табл., 1).
Кроме того, поступление дымовых газов ванны завалки и прогрева в ванну продувки приводит к перегреву футеровки рабочего пространства ванны продувки, что отрицательно сказывается на стойкости агрегата. Запыленность дымовых газов в отводном борове ванны завалки более 1.5 г/м3 указывает на поступление сильно запыленных газов (30-50 г/м3) ванны продувки в ванну завалки и прогрева шихты, что приводит к значительному увеличению запыленности дымовых газов, выбивающихся из рабочего окна (опыт 5, табл. 1), и к увеличению выбросов пыли в атмосферу цеха.
В способе по прототипу степень откры- тия шибера устанавливает сталевар строго фиксированно (в пределах 20-30%) вне зависимости от фактического количества дымовых газов, образующихся в рабочих пространствах обеих ванн. Это приводит к тому, что в связи с постоянным изменением интенсивности газообразования в обеих ваннах по ходу плавки (изменение мощности горелок, изменение интенсивности продувки ванны кислородом, различная по ходу продувки скорость образования СО, изменение содержания углерода в жидком металле и др.) наблюдается переток газов из ванны продувки в ванну завалки и наоборот, что приводит к увеличенному выбросу залы- ленных газов из открытых окон. В условиях постоянного изменения интенсивности газообразования сталевар по визуальным наблюдениям не успевает быстро открыть или закрыть шибер. При этом запаздывание со- ставляет не менее 5-7 мин. Все это приводит к увеличенному выбросу газов из открытых во время завалки окон.
Предлагаемый способ выплавки стали позволяет практически без запаздывания регулировать количество дымовых газов, отводимых из рабочего пространства ванны завалки и прогрева шихты, по степени запыленности газов в отводном борове этой ванны (регулированием степени открытия шибера отводного борова ванны завалки в пределах 10-40% по показаниям датчика запыленности), что позволяет сократить выбросы газов из открытых во время завалки рабочих окон и снизить их запыленность. Предлагаемый способ обеспечивает возможность автоматизации процесса регулирования количества отводимых газов, при этом запаздывание регулирования степени открытия шибера не превышает 30-40 с.
Быстродействие системы регулирования степени открытия шибера отводного борова ванны завалки при изменениях режима газовыделения в агрегате подтверждается приведенными в табл. 2 данными, полученными при проведении хронометража регулирования степени открытия шибера ванны завалки при исследовании степени открытия шибера ванны завалки на двухванном агрегате садкой 2x250 т.
Из приведенных в табл. 2 данных видно, что при использовании предлагаемого способа с регулированием степени открытия шибера по запыленности дымовых газов в отводном борове ванны завалки удается быстро (в течение 1 мин) устранить переток сильно запыленных газов из ванны продувки в ванну завалки при увеличении количества образующихся в ванне продувки запыленных газов.
Пример. При выплавке стали марки 17Г1С4 в двухванном сталеплавильном агрегате садкой 2x250 т в одной ванне производят заправку печи, завалку лома массой 115 т и прогрев его. Нагрев лома в завалку и прогрев осуществляют с помощью трех подвижных сводовых газокислородных горелок. В качестве топлива используется природный газ. Расход природного газа по ходу завалки увеличивают с 2000 до 7000 м /ч, поддерживая в прогрев максимальный расход природного газа. Расход кислорода на горелки поддерживают в стехиометриче- ском соотношении с природным газом. После прогрева лома горелки выключают и в ванну заливают чугун массой 135 т.
При этом в другой ванне производят плавление и доводку с продувкой металла кислородом с интенсивностью 7000 м3/ч. Подачу топлива через горелки в эти периоды плавки обычно не производят. Дожигание СО, образующегося при продувке, осуществляют в этой ванне за счет подачи 2000-4000 м3/ч кислорода через сводовые газокислородные горелки. После достижения температуры металла 1620°С и содержания углерода в металле 0,18% производят выпуск металла в ковш. Раскисление и легирование металла осуществляют в ковше на выпуске плавки. Указанные операции в ванных поочередно повторяются. Во все периоды плавки на завесы рабочих окон подается сжатый воздух, расход которого составляет: открытое окно 2000 м3/ч, закрытое окно 1000 м3/ч.
Отвод дымовых газов во все периоды плавки осуществляют на обе головки одновременно. При этом количество дымовых газов регулируют по давлению газов под сводом агрегата и запыленности дымовых
газов в отводном борове ванны завалки и прогрева. Регулирование осуществляют следующим образом, Изменяя положение степени открытия шиберов обоих отводных боровов под сводом печи, устанавливают давление под сводом печи 35 Па, при этом производят замеры запыленности дымовых газов в отводном борове ванны завалки и прогрева шихты. При запыленности меньше 0,5 г/м3 открывают шибер отводного боро- ва ванны заватки и прогрева, а шибер отводного борова ванны продувки во избежание падения давления под сводом прикрывают. При повышении запыленно- сти дымовых газов более 1,5 г/м3 открывают шибер отводного борова ванны продувки и прикрывают шибер отводного борова ванны завалки и прогрева.
Такое регулирование обеспечивает как отвод сильно запыленных дымовых газов, образующихся при продувке металла кислородом, непосредственно в вертикальный канал ванны продувки, минуя ванну завалки, так и поддержание рационального гидравлического режима рабочего про- странства агрегата. Это обеспечивает резкое снижение выбросов запыленных газов из открытых во время завалки рабочих окон и улучшает тепловую работу агрегата.
Проведенные промышленные испыта- ния на двухванном сталеплавильном агрегате показали, что выбросы запыленных газов сократились по сравнению со способом выплавки стали по прототипу в 5,3 раза, а
5
0
0 5
0
запыленность выбивающихся газов снизилась в 5 раз. Резкое снижение выбросов запыленных газов значительно улучшает условия труда и уменьшает загрязнения воздушного бассейна. Улучшение тепловой работы агрегата за счет использования горелок с максимальной тепловой мощностью повысило степень нагрева шихты, что позволило увеличить долю лома в шихте и снизить расход чугуна. При использовании предлагаемого способа выплавки стали расход чугуна снизился на 10-15 кг/т. Формула изобретения Способ выплавки стали в двухванном сталеплавильном агрегате,включающий завалку и нагрев шихты с помощью топливо- кислородных горелок в одной ванне, плавление и доводку с продувкой металла кислородом в другой ванне, одновременный отвод дымовых газов через отводные борова обеих ванн с поддержанием давления под сводом на уровне 35 Па при помощи регулирования степени открытия шиберов, расположенных в отводных боровах обеих ванн, отличающийся тем, что, с целью сокращения выбросов газов из открытых во время завалки рабочих окон и снижения их запыленности за счет повышения степени эффективности регулирования, дополнительно замеряют запыленность отходящих газов в отводном борове ванны завалки и нагрева шихты и поддерживают ее на уровне 0,5-1,5 г/м3 при помощи регулирования степени открытия шиберов.



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки стали в двухванной печи | 1987 |
|
SU1544811A1 |
| Способ выплавки стали в подовой печи | 1988 |
|
SU1629320A1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 1993 |
|
RU2123052C1 |
| Способ управления тепловым режимом в двухванной печи | 1981 |
|
SU988876A1 |
| Способ выплавки стали | 1990 |
|
SU1813100A3 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2183803C1 |
| Двухванная сталеплавильная печь | 1981 |
|
SU979818A1 |
| ПРЯМОТОЧНЫЙ ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1990 |
|
RU2009419C1 |
| Двухванная сталеплавильная печь | 1982 |
|
SU1084569A1 |
Изобретение относится к черной металлургии и может быть использовано при выплавке стали в двухванных сталеплавильных печах. Целью изобретения является сокращение выбросов газов из открытых во время завалки рабочих окон и снижение их запыленности за счет повышения степени эффективности регулирования. Способ выплавки стали включает завалку и прогрев с нагревом шихты с помощью толливокисло- родных горелок в одной ванне, плавление и доводку с продувкой металла кислородом в другой ванне и одновременный отвод дымовых газов через отводные борова обеих ванн с регулированием общего количества отводимых газов по давлению под сводом. Количество газов, отводимых из рабочего пространства ванны завалки и прогрева шихты, регулируют по степени запыленности газов в отводном борове этой ванны, увеличивая количество газов в отводном борове ванны завалки и прогрева шихты при запыленности газов менее 0,5 г/м и уменьшая количество газов в отводном борове этой ванны при запыленности газа более 1,5 г/м . Способ позволяет сократить выбросы газов из открытых во время завалки рабочих окон и снизить запыленность газов. 1 ил., 2 табл. Ё
Таблица 1
Интенсивно началось окисление углерода в жидкой ванне, что привело к резкому увеличению количества образующегося СО и поступлению сильно запыленных газов из ванны продувки в ванну завалки.
Таблица 2
4 з
го
| Способ выплавки стали в двухванной печи | 1976 |
|
SU954427A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Технологическая инструкция двухван- ной печи, работающей с применением подвижных газокислородных горелок | |||
| Счетная таблица | 1919 |
|
SU104A1 |
| Новотроицк, ОХМК, 1987. | |||
