Широко распространенные в настоящее время пневматнческие и гидравлические приводы приспособлений для металлорежущих станков не нашлн применения на продольно-строгальных и токарно-карусельных станках ввиду того, что установка пневматического приспособления на столе станка, совершающем быстрое, со скоростью резания, возвратно-поступательное или вращательное движение, затрудняет соединение приспособления с заводской сетью сжатого воздуха при помощи гибкого щланга, так как такое соединение является неудобным и опасным в эксплуатации.
В известных пневмогидравлических приводах к металлорежущим станкам предварительный зажим заготовок в необходимом числе приспособлений производится жидкостью, которая вытесняется в достаточном объеме из резервуара под действием сжатого воздуха пнезмосети.
Для окончательного зажима заготовок жидкость из цилиндра при помощи плунжера подается в приспособление под давлением большим, чем давление в пневмосети.
Цель изобретения-осуществление привода плунжера от пневмосети и возможность отключения пневмогидравлического привода от пневмосети с сохранением зажимного усилия.
Для этого в пневмогидравлическом приводе применен пневматический роторный двигатель, а в кинематической цепи передачи движения от роторного двигателя к плунжеру установлена самотормозящаяся пара винт-гайка.
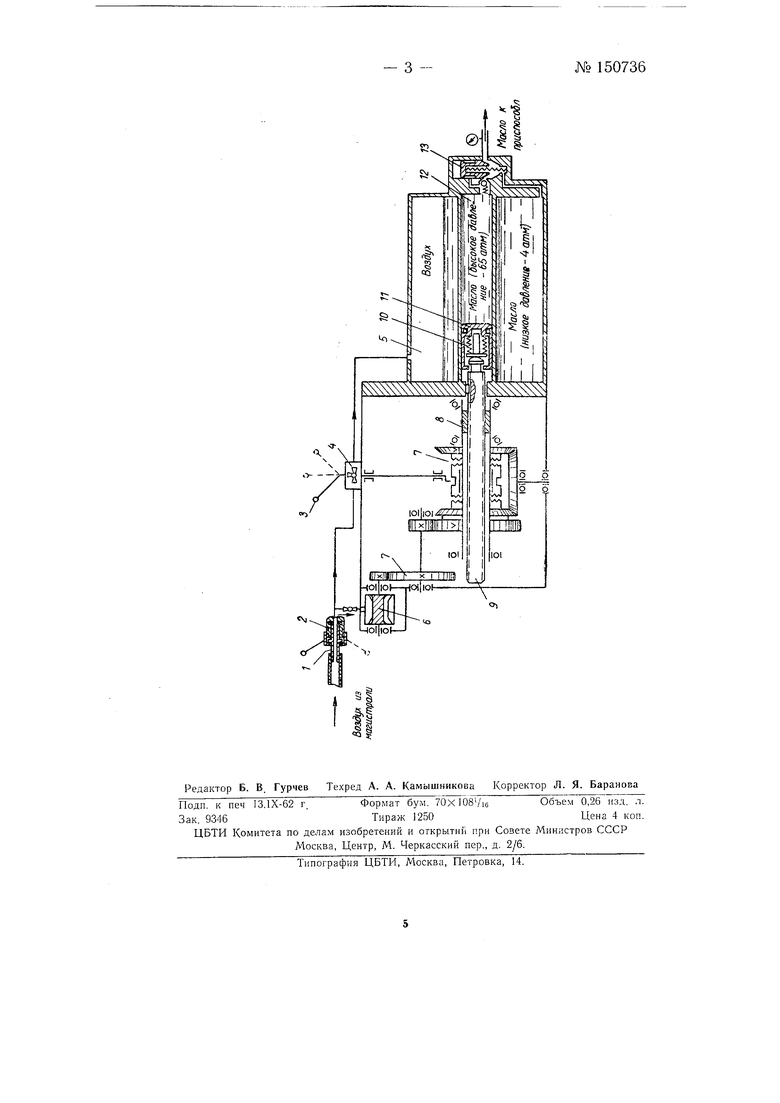
Н чертеже дана схема описываемого пневмогидравлического привода.
№ 150736- 2 Пневмогидравлический привод устанавливается на столе станка и соединяетсяшлангом высокого давления с приспособлениями (на чертеже не указано). Шланг воздушной сети имеет на конце ниппель с клапаном /, который для приведения в действие привода вставляется в гнездо 2 и закрепляется байонетным затвором. Поворотом рукоятки 3 распределительного крана 4 открывается доступ сжатого воздуха в резервуар 5 низкого давления. Из резервуара 5 под действием сжатого воздуха происходит вытеснение масла в рабочие цилиндры приспособления (на чертеже не показаны) в объеме, достаточном для предварительного зажима заготовок.
При переводе рукоятки 3 распределительного крана 4 во второе положение сжатый воздух, продолжая поступать в резервуар 5 низкого давления, одновременно подается на пневматический роторный двигатель 6, который через редуктор 7 враш,ает гайку 8. При этом происходит осевое перемеш.ение винта 9. Винт 9 через пакет тарельчатых пружин 10 перемеш,ает плунжер //, который вытесняет масло из полости J2 высокого давления в приспособление, что обеспечивает окончательный зажим заготовки с большим усилием.
Байонетный затвор позволяет после окончательного зажима заготовок легко отсоединить шланг воздушной сети от пневмогидропривода.
Пакет тарельчатых пружин 10 является аккумулятором и обеспечивает сохранение в определенных пределах зажимного усилия. Из резервуара 5 низкого давления и- полости 12 высокого давления масло подается в приспособление через разделительный клапан 13. Для разжима заготовок следует снова соединить шланг воздушной сети с пневмогидроприводом и поставить рукоятку 3 распределительного крана 4 в третье положение. При этом резервуар 5 низкого давления соединяется с атмосферой, а пневматический роторный двигатель 6, вращая через редуктор 7 гайку в противоположном направлении, заставляет плунжер // возврашаться в исходное положение.
Предмет изобретения
1.Пневмогидравлический привод к приспособлениям для металлорежущих станков, содержащий резервуар, из которого под действием сжатого воздуха пневмосети вытесняется жидкость в объеме, достаточном для предварительного зажима заготовок в необходимом чис.де приспособлений, и цилиндр, жидкость из которого под давлением большим, чем давление в пневмосети, при помощи плунжера подается в приспособление для окончательного зажима заготовок, отличающийся тем, что, с целью возможности осуществления привода плунл ера от той же пневмосети, применен пневматический роторный двигатель.
2.Пневмогидравлический привод по п. 1, отличающийся тем, что, с целью возможности его отключения от пневмосети с сохранением зажимного усилия, в кинематической цепи передачи движения от роторного двигателя к плунжеру применена самотормозящаяся пара винт-гайка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированное станочное приспособление | 1987 |
|
SU1516300A1 |
| Устройство для получения кольцевых деталей | 1976 |
|
SU648303A1 |
| Пневмогидравлический привод зажимного устройства | 1979 |
|
SU859689A1 |
| Пневмогидравлический двухступенчатый усилитель давления для гидрозажимов станочных приспособлений | 1989 |
|
SU1837124A1 |
| Многопозиционный агрегатный станок | 1989 |
|
SU1779544A1 |
| Пневмогидравлический трехступенчатый усилитель давления для гидрозажимов станочных приспособлений | 1989 |
|
SU1832163A1 |
| Самоцентрирующий кулачковый патрон | 1991 |
|
SU1787073A3 |
| ПНЕВМАТИЧЕСКИЙ ПРИВОД ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЙ | 1970 |
|
SU430988A1 |
| УСТАНОВКА ДЛЯ ИСПЫТАНИЙ И РЕМОНТА СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 1996 |
|
RU2105903C1 |
| Пневмогидравлический привод | 1980 |
|
SU931987A2 |