(21)4318110/23-02
(22)01.09.87
(46) 15.09.89. Бюл. P 34
(71)Институт черной металлургии
(72)В.В.Лисицкий, И.В.Мураш, А.Т.Лебедь, В.Ф.Поляков, В.Я.Миневич, Л.М.Катель, В.В.Клевакин, А.А.Дерюгин и В.И.Бурков
(53) 621.746.27 (088.8)
(56) Авторское свидетельство СССР
К 229755, кл. В 22 D 7/12, 1967.
(54) УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СТРУИ МЕТАЛЛА ИНЕРТНЫМ ГАЗОМ (57) Изобретение относится к металлургии, конкретно к разливке и вне- печной обработке жидкого металла. Цель изобретения - повьппение качества металла за счет снижения его окисления. Устройство содержит распределительный коллектор 1, патрубок 2 для подачи газа, внутреннее кольцевое щелевое сопло 3, образованное стеНками 4 и 5, наружные сопла 6, выполненные тангенциально к внутреннему соплу 3 и расположенные ниже выходного торца сопла 3 на расстоянии 2,0-6,0 его ширины. Суммарная площадь поперечного сечения сопл 6 составляет 0,1-0,3 площади пеперечного сечения сопла 3. 2 ил.Q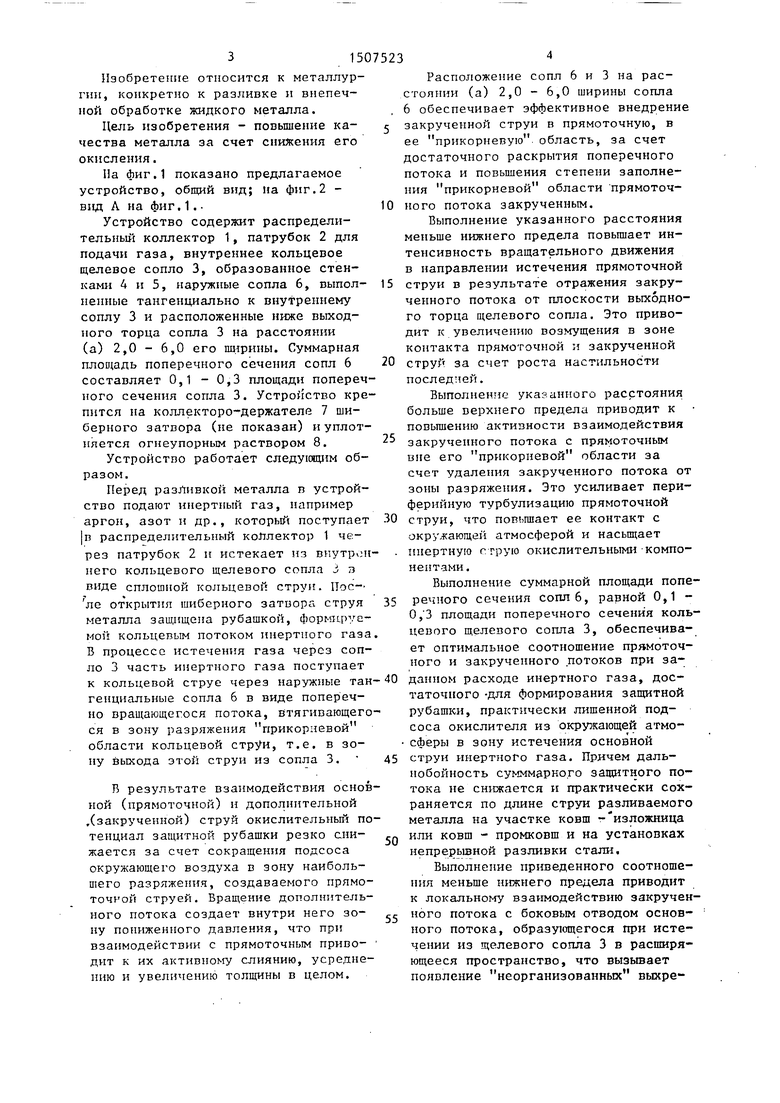

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ защиты струй разливаемого металла и устройство для его осуществления | 1989 |
|
SU1696106A1 |
| Устройство для газовой защиты струи металла от окисления | 1984 |
|
SU1315116A1 |
| Устройство для защиты и обработки струи металла при разливке | 1989 |
|
SU1676746A1 |
| Устройство для обработки кислородом струи кипящего металла | 1988 |
|
SU1614889A1 |
| Способ охлаждения полосы в камере термической печи и устройство для его осуществления | 1981 |
|
SU1027237A1 |
| Устройство для подачи технологической смазки | 1981 |
|
SU1215778A1 |
| СПОСОБ ЗАЩИТЫ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1994 |
|
RU2086345C1 |
| Устройство для подачи жидкого металла | 1992 |
|
SU1817732A3 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| Способ обработки струи металла при разливке | 1990 |
|
SU1764780A1 |
Изобретение относится к металлургии, конкретно к разливке и внепечной обработке жидкого металла. Цель - повышение качества металла за счет снижения его окисления. Устройство содержит распределительный коллектор 1, патрубок 2 для подачи газа, внутреннее кольцевое щелевое сопло 3, образованное стенками 4 и 5, наружные сопла 6, выполненные тангенциально к внутреннему соплу 3 и расположенные ниже выходного торцы сопла 3 на расстоянии 2,0...6,0 его ширины. Суммарная площадь поперечного сечения сопл 6 составляет 0,1...0,3 площади поперечного сечения сопла 3. 2 ил.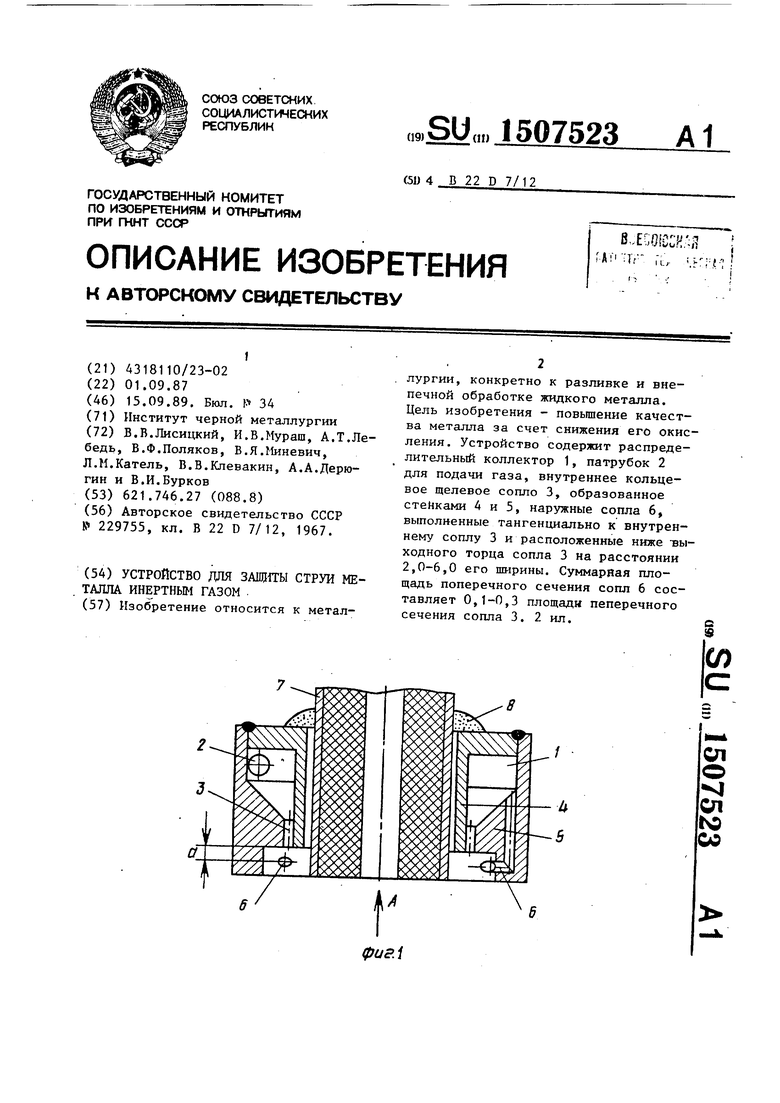
ff
СП
о
СП
to
00
315
Изобретение относится к металлургии, конкретно к разливке и внепеч- ной обработке жидкого металла.
Цель изобретения - повышение ка- честна металла за счет снижения его окисления.
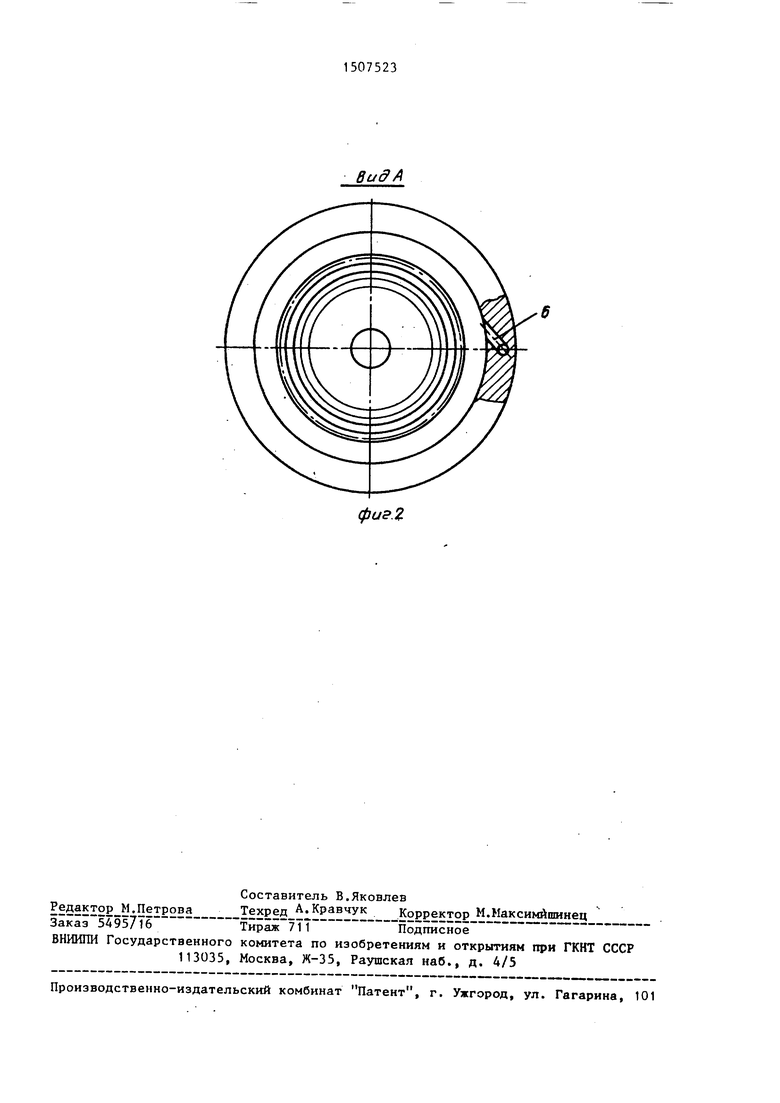
На фиг.1 показано предлагаемое устройство, общий вид; На фиг.2 - вид А на фиг.1..
Устройство содержит распредели- тельньш коллектор 1, патрубок 2 для подачи газа, внутреннее кольцевое щелевое сопло 3, образованное стенками 4 и 5, наружные сопла 6, выпол- непные тангенциально к внутреннему соплу 3 и расположенные ниже выходного торца сопла 3 на расстоянии (а) 2,0 - 6,0 его пидрины. Суммарная площадь поперечного сечения сопл 6 составляет 0,1 - 0,3 площади поперечного сечения сопла 3. Устройство крепится на коллекторе-держателе 7 шиберного затвора (не показан) и уплотняется огнеупорным раствором 8.
Устройство работает следующим образом.
Перед разливкой металла в устройство подают инертный газ, например аргон, азот и др., который поступает IB распределительный коллектор 1 через патрубок 2 и истекает из внутреннего кольцевого щелевого сопла 3 з виде сплошной кольцевой струи. Пос-
ле открытия шиберного затвора струя металла защищена рубашкой, форгаф ге- мой кольцевым потоком инертного газа. В процессе истечения газа через сопло 3 часть инертного газа поступает
к кольцевой струе через наружные тан-40 данном расходе инертного газа, досгенциальные сопла 6 в виде поперечно вращающегося потока, втягивающегося в зону разряжения прикорневой области кольцевой струи, т.е. в зону выхода этой струи из сопла 3.
В результате взаимодействия основной (прямоточной) и дополнительной .(закрученной) струй окислительньп потенциал защитной рубашки резко снижается за счет сокращения подсоса окружающего воздуха в зону наибольшего разряжения, создаваемого прямоточной струей. Вращение дополнительного потока создает внутри него зону пониженного давления, что при взаимодействии с прямоточным приво- дит к их aктивнo ry слиянию, усреднению и увеличению толщины в целом.
0
5 0 5
0
5
Расположение сопл 6 и 3 на расстоянии (а) 2,0 - 6,0 ширины сопла 6 обеспечивает эффективное внедрение закрученной струи в прямоточную, в ее прикорневую область, за счет достаточного раскрытия поперечного потока и повьш1ения степени заполнения прикорневой области прямоточного потока закрученным.
Выполнение указанного расстояния меньше нижнего предела повышает интенсивность вращательного движения в направлении истечения прямоточной струи в результате отражения закрученного потока от плоскости выходного торца щелевого сопла. Это приводит к увеличению возмущения в зоне контакта прямоточной и закрученной струи за счет роста настильности последней.
Выполнение указанного расстояния больше верхнего предела приводит к повьш1ению активности взаимодействия закрученного потока с прямоточным вне его прикорневой области за счет удаления закрученного потока от зоны разряжения. Это усиливает периферийную турбулизацию прямоточной струи, что повьш1ает ее контакт с окружающей атмосферой и насьпцает инертную ггрую окислительными-компонентами.
Выполнение суммарной площади поперечного сечения сопл 6, равной 0,1 - 0, 3 площади поперечного сечения кольцевого щелевого сопла 3, обеспечивает оптимальное соотношение прямоточного и закрученного потоков при зататочного -для формирования заш 1тной рубашки, практически лишенной подсоса окислителя из окру кающей атмо- сферы в зону истечения основной
5 струи инертного газа. Причем дальнобойность сумммарно.го защитного потока не снижается и практически сохраняется по длине струи разливаемого металла на участке ковш - изложница или ковщ - промковщ и на установках непре рьшной разливки стали.
Выполнение приведенного соотношения меньше нижнего предела приводит к локальному взаимодействию закручен5 ного потока с боковым отводом основ- - ного потока, образующегося при истечении из щелевого сопла 3 в расширяющееся пространство, что вызьшает появление неорганизованных выхре0
при их соударении на вывых потоков
ходе из сопла 3, и приводит к час- тичнo fy воздухонасыщению в зоне контакта.
Кроме того, это приводит к неравномерному заполнению прикорневой области кольцевой струи инертного газа.
Вьтолнение приведенного соотношения больше верхнего предела приводит к усилению закрученного потока и к завихрению пограничной части прикорневой зоны прямоточной струи что усиливает его периферийную турбу лизацию и активизирует взаимодействие периметра кольцевой струи с окружающим воздухом в процессе ее движения, а это снижает инертный потенциал защитной струи и ее дальнобойность.
за
Пример. Расход инертного га- на защиту струи металла при разливке из ковша составляет 60 . При расстоянии между стаканом шиберного затвора и верхним торцом излож. ницы или приемной воронки 0,2 -0,3 м скорость истечения газа из внутреннего кольцевого щелевого сопла 3 составляет 50 - 70 м/с. Плошадь поперечного сечения кольцевого щелевого сопла 300 мм, а ширина 0,4 мм, Суммарная площадь поперечного сечения наружных сопл 6 равна 60 мм, а их количество составляет от одного до
.щести.
6
Расход инертного газа через кольцевое щелевое сопло 3 составляет 40 м /г, а через сопла 6-20 м /ч.
Предлагаемое устройство повьш1ает качество металла за счет повьшения надежности защиты разливаемой стали путем дополнительного снижения окислительного потенциала инертной обо|Лочки, создаваемой вокруг струи металла. Кроме того, устройство улучшает качество поверхности слитка и готовой металлопродукции за счет снижения содержания кислорода и неметаллических включений в готовой стали, а также уменьшает расход легкоокисляющихся элементов и металлоших- ты и снижает величину головной об- рези.
15
20
15
Формула изобретения Устройство для защиты струи металла инертным газом, содержащее распределительный коллектор с подводящим 25 патрубком и внутренним кольцевым и наружными соплами для подачи инертного газа, отличающееся тем, что, с целью повьш1ения. качества металла за счет снижения его окисления, наружные сопла расположены тангенциально к внутреннему кольцевому соплу и ниже его выходного торца на расстоянии 2,0 - 6,0 его ширины, а суммарная площадь пепег ечного сечения наружных сопл составляет 0,1 - 0,3 площади поперечного сечения внутреннего кольцевого сопла.
30
35
Вид А
фиг.г
