Изобретение относится к металлургии и может быть использовано в сталеплавильных цехах при разливке стали, например при разливке стали из ковша в изложницы, или в установках непрерывной разливки стали.
Цель изобретения - повышение эффективности работы за счет увеличения степени дегазации и эвакуации газов в процессе разливки.
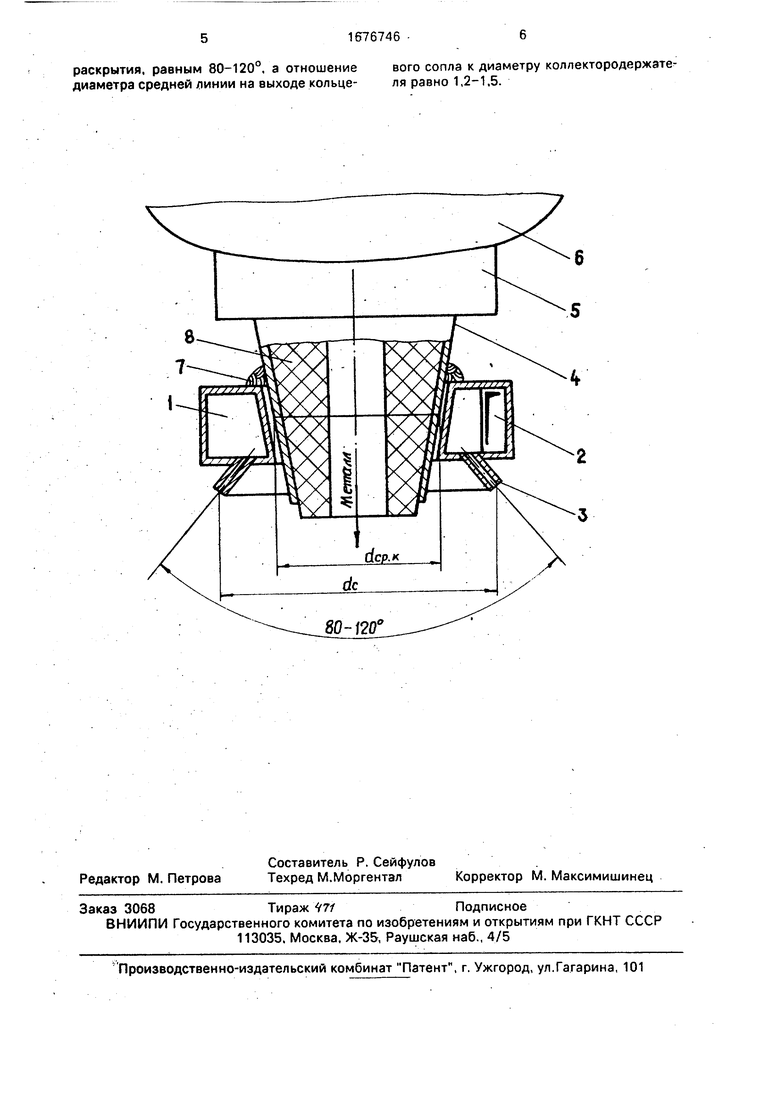
На чертеже схематически показано устройство, поперечный разрез.
Устройство для защиты и обработки струи металла содержит распределительный коллектор 1 кольцевой формы, снабженный подводом 2 газа и щелевым (кольцевым) соплом 3. Устройство устанавливают и крепят на коллектороДержателе 4 шиберного затвора 5 разливочного ковша 6. Кольцевой зазор между распределительным коллектором 1 устройства и коллекто- родержателем 4 шиберного затвора
тщательно уплотняют огнеупорным пластичным раствором 7 В полости коллектородержателя 4 установлен керамический стакан 8. Кольцевое сопло 3 выполнено в поперечном сечении в виде усеченного конуса, основание которого направлено на периметр входного сечения металлоприем- ника, например изложницы, крышки про- мковша и т.п.
Угол осевого раскрытия сопла 3 в устройстве выполняется в пределах 80-120°, при этом отношение диаметра средней линии (оси) dc кольцевого щелевого сопла к диаметру dcp к коллектородержателя 4 должно находиться в пределах 1,2-1,5
Существующие коллектсродержатели шиберных затворов бывают цилиндрической и конической форм. Поэтому под диаметром коллектородержателя 4 понимается наружный диаметр цилиндра при коллекто- родержателе цилиндрической формы или средний (наружный) диаметр по высоте усесл С
о
х|
О
XJ
о
ченного конуса при коллектородержателе конической формы (как указано на чертеже).
Средняя высота между выходными торцом стакана 8 и входным торцом металло- приемника, например изложницы, при разливке составляет 300-350 мм,
Именно предлагаемые параметры в своей совокупности обеспечивают полное перекрытие равноплотным инертным газовым потоком входное сечение металлопри- емника (изложниц для спокойных сталей) при минимальном расходе инертного газа. Сопло 3 выполняют с равномерной щелью по всему периметру, оптимальная величина которой должна находиться в пределах 0,3- 0,6 мм, что также обеспечивает равномерность распределения газа по периметру щели при его минимальном расходе, при этом щель менее склонна к заметаллива- нию. Предлагаемые пределы обеспечивают устройству удобные эксплуатационные условия, а именно малогабаритность и, соответственно, вес, что в конечном итоге упрощает монтаж и демонтаж устройства.
Предлагаемое устройство работает следующим образом.
Газ, например аргон, под давлением подают в распределительный коллектор 1 через подвод 2, откуда он, равномерно распределяясь по щели сопла 3, истекает в виде равноплотного потока, направленного на периметр входного сечения металлоприем- ника. В этом случае струя расплавленного металла и его зеркало в полости металло- приемника находится под воздействием газового зонта (или большого газового пузыря), в полости которого возникает область пониженного давления (разряжение) за счет динамического воздействия струй газа и металла.
В результате разрежения над поверхностью жидкого металла происходит значительная дегазация его, при этом процесс разливки протекает открытой струей, позволяет персоналу очищать стакан в процессе работы и не затрудняет саму разливку, а при технологической необходимости в полость металлоприемника могут добавляться различные сыпучие материалы, как SlCa, синте- тические шлаки и др, Дегазация сопровождается выделением водорода и азота, растворенных в жидком металле за счет десорбции с поверхности вследствие снижения парциального давления под расплавом в газовой фазе и диффузии растворенных газов в поверхностный слой, а также за счет удаления образующихся пузырьков и испарения с поверхности металла,
Осуществление этих процессов происходит путем переноса атомов газа посредством конвективной диффузии, диффузии атомов через пограничный-слой и адсорбции водорода и азота в поверхностном слое жидкого металла. Выделенные из металла
5 газы вовлекаются движущимся газовым потоком и вместе с ним эвакуируются во внешнее пространство. Обработка струи металла таким устройством происходит открытым для разливщика способом, но при постоян10 но меняющейся поверхности расплава в области разрежения и при частичном поступлении инертного газа в струю металла, что дополнительно насыщает струю стали газовыми пузырькам интенсифицируя
15 при этом массоперенос и турбулентное движение в расплаве, а это в свою очередь усиливает дегазацию во всем объеме металла.
Выполнение сопла 3 с углом раскрытия
20 80-120° обеспечивает кольцевой газовой
струе стабильность ее профиля на участке
ковш-металлоприемник, что приводит к
формированию устойчивого газового зонта.
При отношении диаметра оси сопла 3 к
25 диаметру коллектородержателя 4, равном 1,2-1,5, устройство характеризуется высокой эффективностью в работе, а именно минимальным расходом газа на обработку струи металла при постоянстве сечения
30 кольцевого сопла 3, минимальными габаритами и весом, меньшей склонностью к заме- талливанию выходного сечения сопла, к уменьшению отрицательного воздействия циркуляционного контура в зоне истечения
35 струи металла, к активизации выделения газов непосредственно при выпуске металла из ковша.
Таким образом, применение данного устройства с его совокупностью отличитель40 ных признаков позволяет производить эффективную обработку струи жидкого металла при разливке через стакан шиберного затвора открытой струей. Опытно-промышленная проверка этих устройств
45 показала, что при разливке стали в изложницы удаляется 10-15% азота, 20-80% водорода и до 50% кислорода.
Формула изобретения 50 Устройство для защиты и обработки струи металла при разливке, содержащее распределительный коллектор, сообщенный с источником газа, щелевое кольцевое сопло, выполненное вокруг коллектородер- 55 жателя шиберного затвора ковша, отличающееся тем, что, с целью повышения эффективности работы за счет увеличения степени дегазации металла и эвакуации газов в процессе разливки, щелевое кольцевое сопло выполнено с углом осевого
516767466
раскрытия, равным 80-120°. а отношение вого сопла к диаметру коллектородержате- диаметра средней линии на выходе кольце- ля равно 1,2-1,5.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разливки кипящей стали | 1988 |
|
SU1687362A1 |
| СПОСОБ ЗАЩИТЫ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1994 |
|
RU2086345C1 |
| Устройство для обработки кислородом струи кипящего металла | 1988 |
|
SU1614889A1 |
| Способ обработки струи металла при разливке | 1990 |
|
SU1806036A3 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| Способ обработки струи металла при разливке | 1990 |
|
SU1764780A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ | 1992 |
|
RU2009002C1 |
| Устройство для защиты струи металла инертным газом | 1987 |
|
SU1507523A1 |
| Способ обработки струи расплавленного металла при разливке из ковша в металлоприемник | 1989 |
|
SU1704909A1 |
| Устройство для подачи жидкого металла | 1992 |
|
SU1817732A3 |
Изобретение относится к метаплуржи и может быть использовано в сталеплавильных цехах при разливке стали, например при разливке стали из ковша в изложницы, или в установках непрерывной разливки стали. Цель изобретения - повышение эффективности работы за счет увеличения сте- пени дегазации и эвакуации газов в процессе разливки В устройстве кольцевое щелевое сопло вокруг коллектородержателя выполнено с оптимальным углом осевого раскрытия, а отношение диаметров средней линии на выходе кольцевого сопла и коллектородержателя более 1. 1 ил
| Авторское свидетельство СССР № 229755, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
