Изобретение относится к очистке металлических изделий от окалины, а именно к.способам механической и химической очистки поверхности изделий из магнитных сплавов типа ЮНДК и ЮНДКТ после термической обработки, и может быть использовано на металло- обрабатьшающих предприятиях.
Целью изобретения является повышение качества очистки изделий.
Пример 1. От окалины очищают заготовки из сплава ЮН13ДК24 с отверстиями диаметром 7 мм, прошедшие : термическую обработку, закалку в
магнитном поле и отпуск при следзто- щих режимах: термическая обработка - нагрев до в разогретой печи и вьщержка в течение 1 ч; выдержка в печи при 1280°С в течение 20 мин; охлаждение на воздухе; закалка - на-, грев До 800°С и вьщержка в течение 1 ч 15 мин; выдержка в печи при 930°С в течение 25 мин; охлаждение в Te4eiHie 20 мин в электромагните . до 600°С; охлаждение на воздухе до обычной температуры; отпуск - нагрев до 630°С и выдержка в течение 8 ч iпри охлаждение на воздухе.
СП
О
«
00 О) Од
Заготовки с окалиной в соответствии по предлагаемому способу обрабатывают в растворе на основе хлорида аммония, дополнительно содержащем одно- или двухзамещенный ортофосфат аммония, поверхностно-актив.ное вещество ОП-7 или ОП-10 и тиомочевину затем заготовки выдерживают при 280-330 С в течение 1,0-1,5 ч, про- гревают до 600°С с последующим удалением окалины механическим (дробеструйным способом после отпуска и охлаждения) или химическим способом (путем травления в 20%-ном растворе фосфорной кислоты при 90°С с последующим осветлением в течение 10 мин при в 18%-ном растворе серной кислоты).
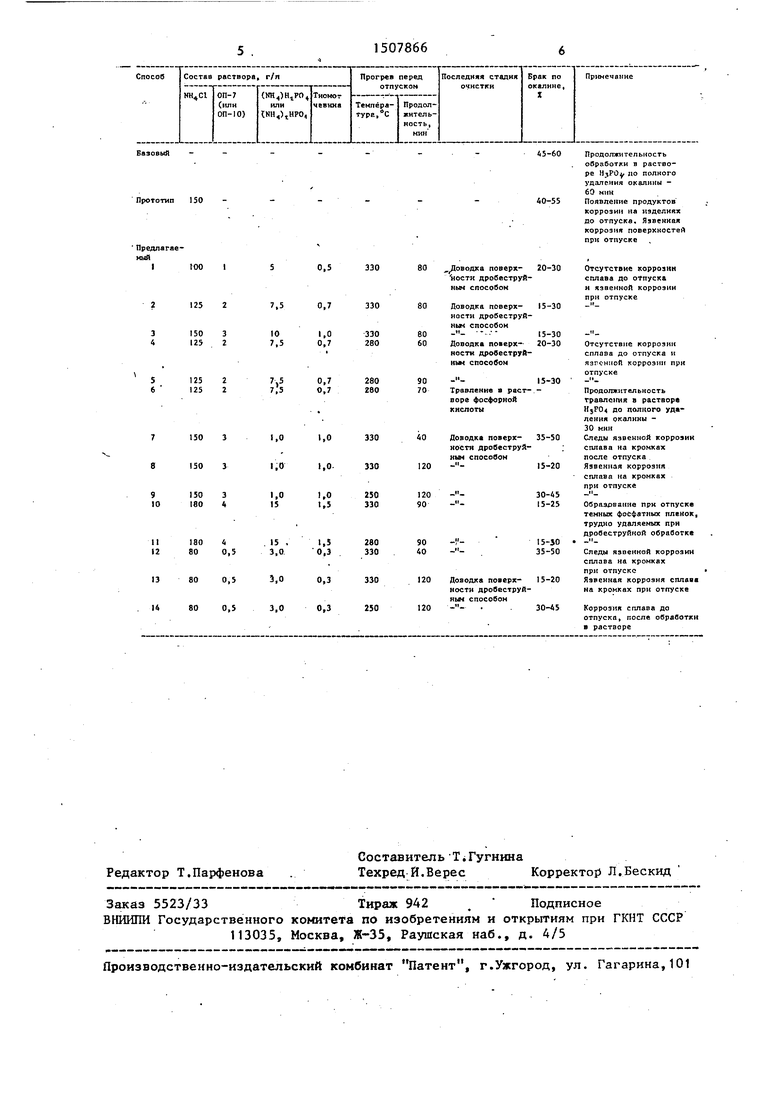
в таблице представлены состав . раствора, условия обработки и полученные результаты.
По базовому способу окалину удаляют дробеструйной обработкой заготовок после отпуска; по прототипу пос- ле закалки в магнитном поле и охлаждения заготовки вьщерживают в течени 2 мин в растворе хлорида аммония, сушат сжатым воздухом, затем осуществляют отпуск и дробеструйную обработ ку.
Выдержка обработанных в растворе изделий в течение 1-1,5 ч при 280- , вблизи температуры возгонки хлорвда аммония, способствует раз- рыхлению глубинных слоев окалины.
Введение в раствор ОП-7 или ОП-10 в концентрации не менее 1 г/л обеспечивает хорошую смачиваемость окисленной поверхности и полную проработ ку ее хлорид эм аммония.
Одно- и двухзамещенный ортофосфат аммония на поверхности изделий при нагревании разлагаются по схеме
NH4H,jP04 - NH + НзР04 ; (NH)jHP04- 2Шз + HjPO, , вьиеляя в небольших количествах ортофосфорную кислоту. Последняя взаимодействует с металлической поверхностью, образуя термостойкие фосфаты. Закрьюая металлическую поверх- кость, фосфаты в заметной мере защищают металл от разрушающего воздействия хлорида. Язвенная коррозия магнитного сплава снижается. При концентрации ортофосфатов аммония меньше 5 г/л защитный Эффект недостаточен. Увеличение свыше 10 г/л не способствует дальнейшему увеличению эффекта. При этом поверхность изделий, свободная от окалины, покрьшается темной пленкой фосфатов, трудно удаляемой при дробеструйной обработке. Тиомочевина защищает магнитньш сплав от коррозии в присутствии хлорида аммония при низких температурах.
Брак по окалине - процент изделий имеющих на поверхности грубую окисну фазу, определяемую как отслаивающаяся частица, наличие которой не допускается,- оценивают визуально. Для сравнения, как и в производстве магнитов, используют эталонный образец
Использование предлагаемого способа позволяет подавить коррозию сплава и повысить выход изделий без окалины в 2-2,5 раза.
Формула изобретения
Способ очистки стальных изделий от окалины, преимущественно из магнитных сплавов типа ЮНДК и ЮНДКТ, включающий обработку изделий в растворе на основе хлорвда аммония, прогрев до с последующим механическим или химическим воздействием, отличающийся тем, что, с целью повышения качества очистки издeлийj в качестве раствора на основе хлорида аммония используют раствор, дополнительно содержащий одно- или двухзамещенный ортофосфат аммония, поверхностно-активное вещество ОП-7 или ОП-10 и тиомочевину при следующем соотношении компонентов, г/л:
Хлорид аммония 100-150 Одно- или двухзамещенный орто-: фосфат аммония 5-10 Поверхностно-активное вещество ОП-7 или ОП-10 1-3 Тиомочевина 0,5-1,0 а после обработки в этом растворе изделия вьщерживают при 280-330° С в течение 1,0-1,5 ч.
Прототип 150
Продолжительность
оврзСотки в растворе НдРОу по полного удаления окалнны - 60 мин
Появление продуктов коррозии на изделиях до отпуске. Язвенная коррозия поверхкостей при отпуске
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для удаления окалины и ржавчины с поверхности металлов | 1987 |
|
SU1468968A1 |
| Электролит для размерной электрохимической обработки | 1986 |
|
SU1563877A1 |
| Способ изготовления литых постоянных магнитов | 1987 |
|
SU1474172A1 |
| Способ получения защитных покрытий на магнийсодержащих сплавах алюминия | 2020 |
|
RU2734426C1 |
| СОСТАВ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2559391C1 |
| Способ изготовления монокристаллических постоянных магнитов | 1987 |
|
SU1700111A1 |
| СПОСОБ УДАЛЕНИЯ РЖАВЧИНЫ С ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ЧЕРНЫХ МЕТАЛЛОВ | 1993 |
|
RU2026325C1 |
| Способ получения магнитотвердых сплавов типа ЮНДКТ | 1991 |
|
SU1822441A3 |
| Способ изготовления литых постоянных магнитов | 1989 |
|
SU1705411A1 |
| Раствор для химического оксидирования алюминия и его сплавов | 1989 |
|
SU1678900A1 |
Изобретение относится к очистке металлических изделий от окалины, а именно к способам механической и химической очистки поверхности изделий после термической обработки. Целью изобретения является повышение качества очистки изделий. Способ очистки стальных изделий из магнитных сплавов типа ЮНДК и ЮНДКТ включает обработку изделий в растворе на основе хлорида аммония
выдержку изделий при 280-330°С в течение 1,0-1,5 ч
прогрев до 600°С с последующим механическим или химическим воздействием, причем раствор на основе хлорида аммония содержит (г/л) хлорид аммония 100-150
одно- или двухзамещенный ортофосфат аммония 5-10
поверхностно-активное вещество ОП-7 или ОП-10 1-3 и тиомочевину 0,5-1,0. Повышение качества очистки изделий достигается за счет дополнительного введения в состав раствора на основе хлорида аммония одно- или двухзамещенного ортофосфата аммония, поверхностно-активного вещества ОП-7 или ОП-10 и тиомочевины, а также за счет выдержки изделий после обработки в этом растворе при 280-330°С в течение 1,0-1,5 ч. 1 табл.
| Делимарский Ю.К., Филман И.Р., Зарубии кий О.Г | |||
| Электрохимическая очистка отливок в ионных расплавах | |||
| М.: Машиностроение, 1976, с | |||
| Солесос | 1922 |
|
SU29A1 |
| Травление металлов | |||
| И.: Металлургия, 1980, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
