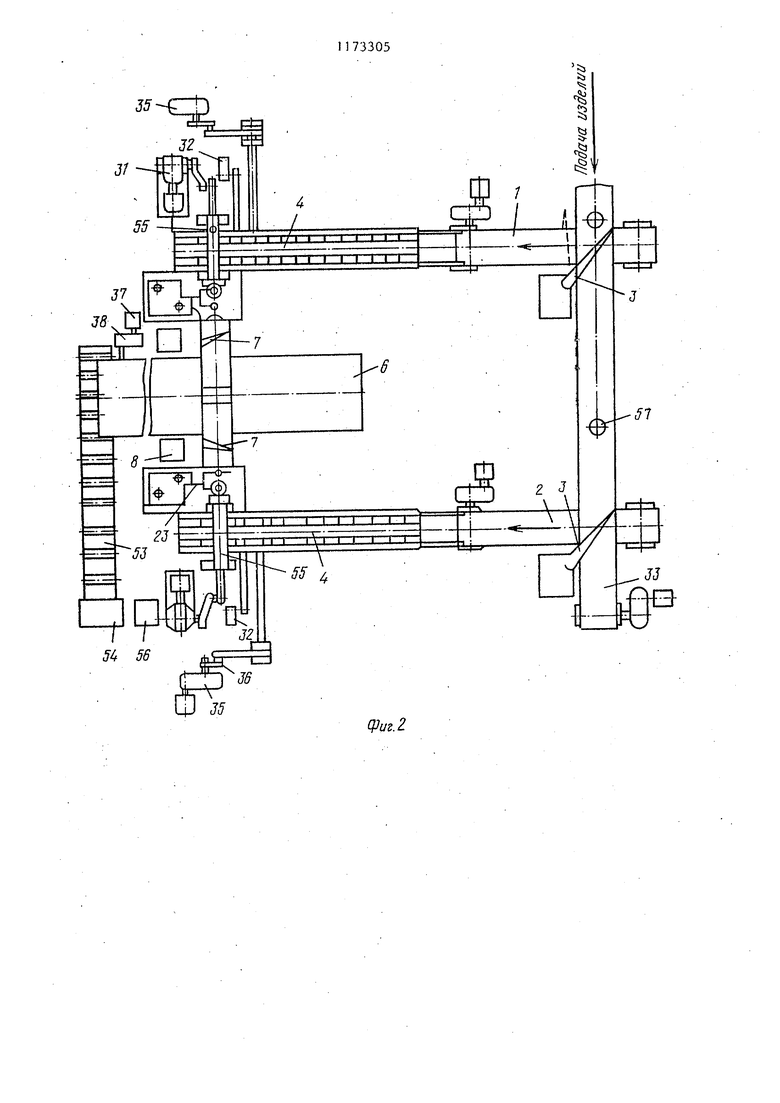
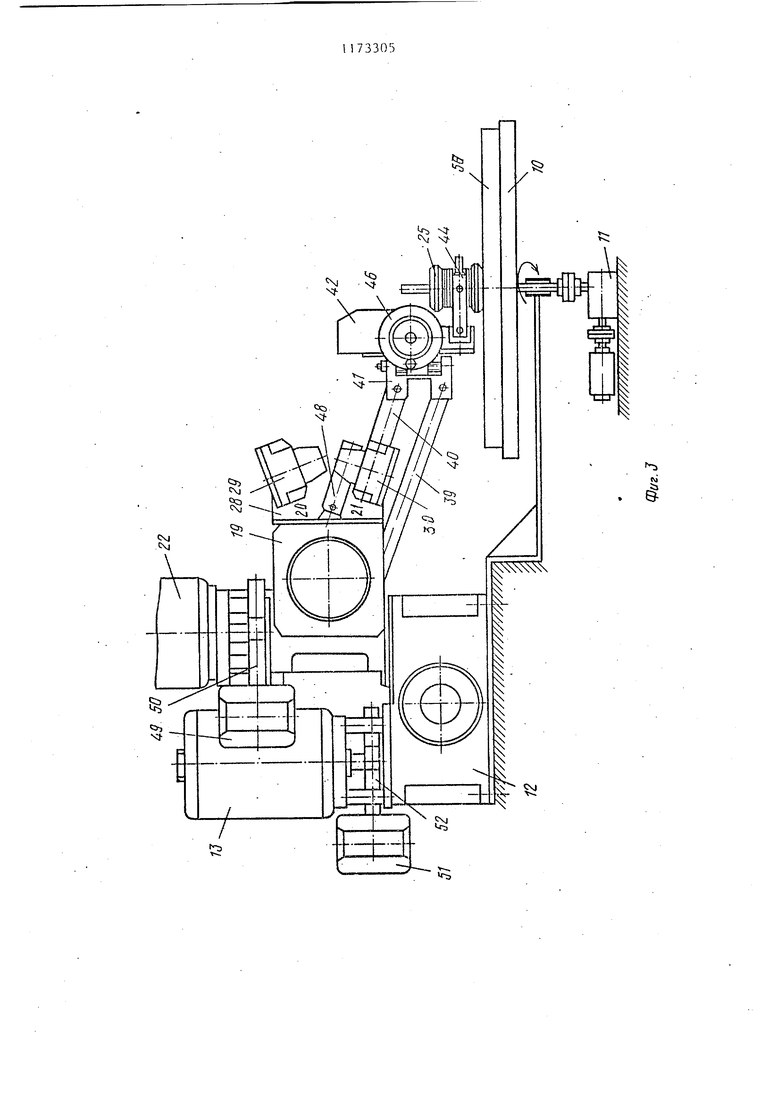
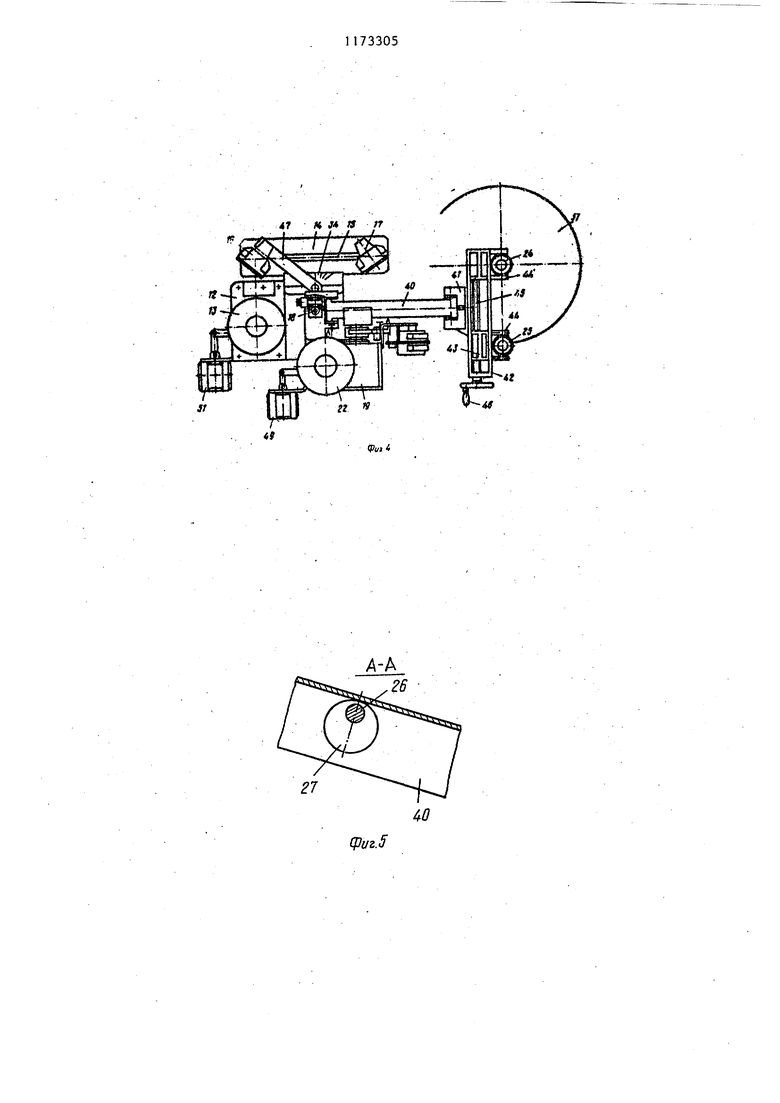
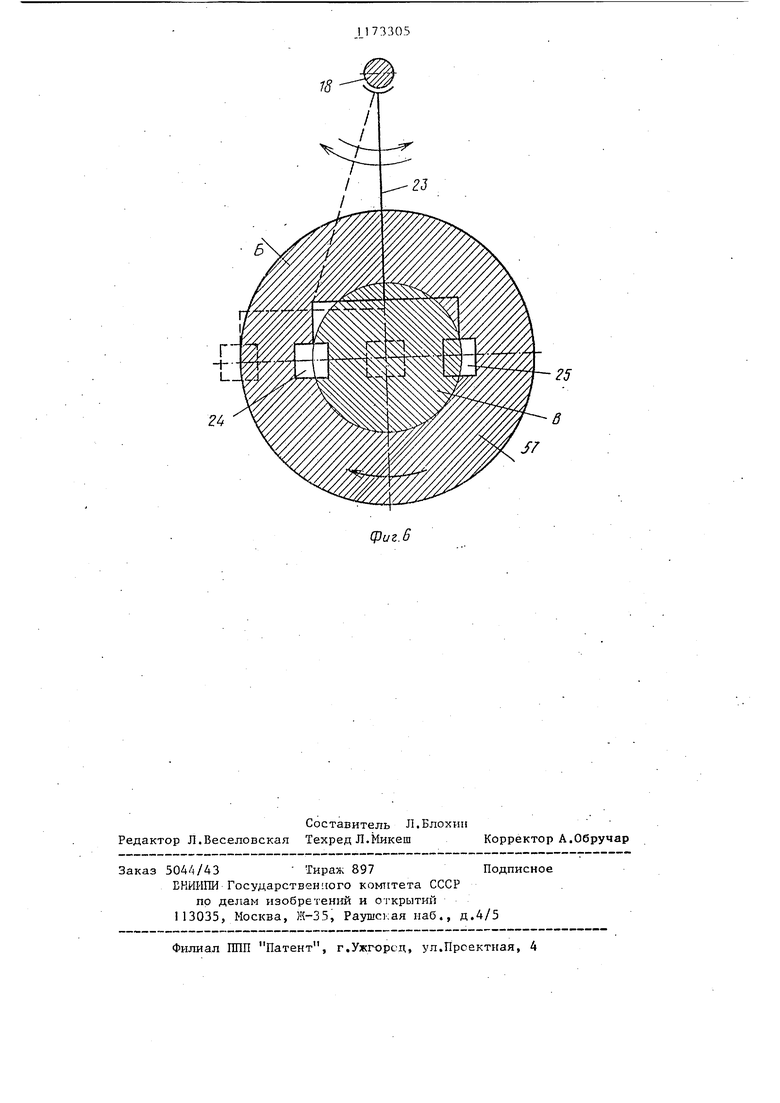
Изобретение относится к автоматизации контроля качества плоских дисков и может быть использовано на машиностроительных и металлургических предприятиях для нерааруншощего контроля ультразвуковым методом круглых металлических плоских дисков, Целью изобретения является .повышение производительности и достовер ности контроля путем повышения уров ня автоматизации непосредственно на рабочих местах ультразвукового контроля. На фиг.1 изображена блок-схема поточной линии контроля качества Дисков неразрушающим методом иа фиг, 2 - схема расположения оборудования линии на участке контроля; на 4шг. 3 - автомат ультразвуково-. го контроля; на фиг, 4 - то же, вид сверху; на фиг. 5 - разрез А-А на фиг.4; на. фнг. 6 -- схема сканирования контролируемого диска двумя ультразвуковыми преобразователями. I Поточная линия контроля качества дисков неразрушаюи1,им методом содерлшт по меньшей мере два параллельно подающих транспортера 1 и 2 с питателями 3, выполненных в виде штанговых толкающих конвейеров 4 регистрирующие электронные блоки 5, установленные около каждого подающего транспортера 1 и 2, уборочный транспортер 6 годных изделий, установленный между парой подающих Транспортеров 1 и 2, разбраковоч.ные устройства 7, приемные бунке- . ры 8 бракованных изделий, управляющий блок 9 и по меньшей мере два автомата ультразвукового контроля, имеющих каладый врацгающийся стол 10 с приводом П, редуктор 12 поворота с приводом 13, укрепленный на редукторе 12 поворота кронштейн 14 с пазом 15, в котором укреп лены два бесконтактных управляющих преобразователя 16 и 17 горизонталь ного положения редуктора 12 поворота, установленный на выходном валу 18 последнего редуктор 19 подъема ультразвуковых преобразователей 20 и 21 с приводом 22, укрепленная на нем параллелограммная система 23 рычагов с подвешенными к ней ультра звуковыми преобразователями 24 и 25 установленный /навыходном валу 26 редуктора 19 подъема ультразвуковых преобразователей 20 и 21 и взаимодействующий с параллелограммной системой 23 кулачок 27, укрепленный на редукторе 19 подъема ультразвуковых преобразователей 20 и 21 кронштейн 28, имеющий верхний бесконтактный управляющий нреобразователь 29 и нижний бесконтактный управляюи1ий преобразователь 30 вертикального положения параллелограмипой системы 23 рычагов и через управляющий блок 9 электрически связанные: верхний 29 с приводом 31 и с приводом П, а ннж1П1Й 30 - с приводом 13; рабочая поверхность враш.ающегося стола 10 находится в одной плоскости с рабочей поверхностгзЮ штангового толкающего конвейера 4 и н-1тателя 3, а разбракопочное устройство 7 электрически св51зано с приводом 1 1 вращающегося стола 10 и ультразвуковыми преобразователями 16,17,24,25, 29 и 30 через регистрирующий электронный блок. 5 и управляющий блок 9. Кроме того, поточная линия контроля качества дисков неразрушающим методом содержит два командоапнара- та 32, ;транспортер 33. подачи дисков и поточной линии, шкалу 34 положения преобразователей 16 и 17, приводы 35 штанговых толкающих конвейеров 4, кривошипы 36 связи приводов 35 со штанговыми толкающими конвейерами 4, электродвигатель 37 и редуктор 38 уборочного транспортера 6, рычг1ги 39 и 40 параллелограммной систем -.- 23, на 39 и 40 1од- вижно подвешен кронштей : 41. Иа последнем жестко закрегглен корпус 42, в котором на. направляющих (не показа -1ы может перемеии1ться 1 олзун 43. В корпусе 42 и ползуне 43 на -рычагах 44 шарнирно подвешены ультразвуковые преобразователи 24 и 25. Ультразвуковой чреобразователь 25 может перемещаться относительно ультразвукового преобразователя 24 посредст вом ходового винта 45 и ручки 46. На редукторе 12 новорота шарнирно установлен флажок-замыкатель 47, кинематически связанный с редуктором 12 новорота. На редукторе 12 поворота таклсе за репле а шкала 34. На редукторе 19 подъема шарнирно установлен флажок-замыкатель 48 и электромагнит 49 тормоза 50 привода 22. На редукторе 12 установлен электромагнит 51 тормоза 52 привода 13.С уборочным транс3портером 6 кинематически связаны ро ганги 53 укладки и механизм 54 укладки, приводы 31 кинематически сое динены со вторичными питателями 55 Позицией 56 обозначены контейнеры для укладывания проконтролированных изделий, позицией 57 -контролируе мые диски. Поточная линия контроля качества дисков неразрушающим методом работа ет следующим образом. Перед началом контроля линия настраивается на заданный типоразмер контролируемых дисков 57 путем перемещения ультразвукового преобра зователя 25 посредством ходового винта 45 и ручки 46. Нужное положение ультразвукового преобразователя 25 определяется по шкале (не показана). Подвижный бесконтактный управляющий преобразователь 17 пере мещается по пазу 15 кронштейна 14 и устанавливается на заданный типоразмер контролируемого диска 57 с помощью шкалы 34, регистрирующие электронные блоки 5 настраиваются на заданный типоразмер контролируемых дисков 57 по контрольным образцам (не показаны), после чего линия готова для ультразвукового конт роля качества дисков 57, при этом ультразвуковые преобразователи 24 и 25 вместе с параллелограммной системой 23 рычагов 39 и 40 находят ся в крайнем верхнем положении. Контролируемые диски 57 попадшот с вырубного штампа (не показан) на ленточный транспортер 33, с которог с помощью питателей 3 поочередно подаются на подающие транспортеры 1 и 2, откуда поступают на штанговые толкающие конвейеры 4, работаю щие от приводов 35. При повороте кривошипа 36 на 360° контролируемый диск 57 перемещается на один шаг. В результате происходит поочередная шаговая подача контролируе мых дисков 57 штанговым толкающим конвейером 4. Когда с очередным шагом штангового толкающего конвейера 4 контро,лируемый диск 57 устанавливается напротив вращающегося стола 10, Iкомандоаппарат 32 выдает сигнал, который вк;;ючает привод 31 вторичJHoro питателя 55. Вторичный питатель 55 перемещает контролируем111й диск 57 на вращающийся стол 10, где 054 . диск 57 центрируется с помощью У-образногр ловителя не показан. Затем прр1вод 31 возвращает вторичный питатель 55 в исходное положение, . После подачи и центровки контролируемого диска 57 на вращающемся столе 10 по сигналу командоаппарата 32 через управляющий блок 9 включается привод 22 редуктора 18 подъема ультразвуковых преобразователей 24 и 25. Кулачок 27, сидящий на выходном валу 26, поворачивается на 180 и опускает параллелограммную систему 23 рычагов 39 н 40 вместе с ультразвуковыми преобразователями 24 и 25 на контролируемьш диск.57. Окончание опускания параллелограм№1ой системы 23 рычагов 39 и 40 фиксируется нижним бесконтактным управляющим преобразователем 30 с помощью флажка-замыкателя 48, при этом нижний бесконтактный управляющий преобразователь- 30 вьщает электрические сигналы, которые через управляющий блок 9 посылаются на блокировку привода 31 вторичного питателя 55, на включение электромагнита 49 тормоза 59 привода 22 редуктора 19 подъема, приво-. да 11 вращающегося стола 10, привода 13 редуктора 12 поворота и регистрирующего блока 5. Параллелограммная система 23 рычагов 39 и 40 вместе с ультразвуковыми преобразователями 20 и 21 и редуктором 19 подъема, сидящем на выходном валу 18 редуктора 12 поворота, начинает движение по поверхности контролируемого диска 57. Совместное движение редуктора 12 поворота и вращающегося стола 10 обеспечивает сканирование контролируемого диска 57 ультразвуковыми преобразователями 24 и 25. На фиг, 6 показана схема KOHTpojui контролируемого диска 57 однов.ременно двумя ультразвуковыми преобразователями 25 и 24, связанными с кронштейном 4, корпусом 42, ползуном 43 и рычагами 44, каждый из которых контролирует определенную зону: 24 кольцевую Б, 25 - центральную В. Окончание собственно ультразвукового контроля контролируемого диска 57 фиксируется бесконтактным управляю;щим преобразователем 17, когда флажок-замыкатель 47 входит в паз 15, при дтом бесконтактный управляюо;ий
преобразователь 17 через управляющий блок 9 выдает электрические сиГ налы: на отключение привода 13, на включение электромагнита 51 тсрмоза 52 привода 13 и на отключение регистрирующего блока 5. В этот же момент бесконтактный управляющий преобразователь 16 подает через управляющий блок 9 управляющий сигнал на отключение электромагнита 49 тормоза 50 привода 22 редуктора 19 подъема ультразвуковых преобразователей 24 и- 25, включение привода 22 редуктора 19 подъема ультразвуковых преобразователей 24 и 25. При этом кулачок 27 поворачивается на 180и поднимает рычаги 39 и 40 праллелограммной. системы 23 вместе с ультра звуковыми преобразователями 24 и 25, Окончание подъема параллелограммной системы 23 рьиагов 39 и 40 вместе с ультразвуковыми преобразователями 24 и 25 фиксируется за1 ;репленным на кронштейне 28 верхним бесконтактным управляющим преобразователем 29, который через управляющий блок 9 подает управляющий электросигнал на отключение привода 22 редуктора 19 подъёма, включение тормоза 50 электропривода 22 редуктора 19 подъема, остановку привода fl вращения стола 10, В результате вращающийся стол 10 с проконтролированным диском 57 перестает
вращаться, а ультразвуковые преобразователи 24 и 25 вместе с параллелограммной системой 23 останавливают-ся в верхнем положении. Поточная линия контроля готова к повторению цикла контроля следующего контролируемого диска 57, после чего командоаппарат 32 через управляющий
Q блок 9 подает управляющие сигналы на привод 31 вторичного питателя 55, который подает на вращающийся стол 10 очередной контролируемый диск 57 и сталкивает им с вращающегося стола 10 находящийся на нем уже проконтролированный диск 57 на уборочный транспортер 6 годных изделий. Далее процесс повторяется.
Если в процессе контроля диска 57
0 в нем будет обнарулсен недопустимый дефект, т,е, контролируемый диск 57 должен быть забракован, то регистрирующий электронный блок 5 подает управляющий сигнал на управляющий .
5 блок 9, который подает в свою очередь управляющий сигнал на разбраковочное устройство 7, с помощью которого забракованный диск 57 попадает в приемные бункеры 8, ПроQ контролированные диски 57 попадают на уборочный транспортер 6, перемещаемь й с помощью электродвигателя 37 и редуктора 38, оттуда на рольганги 53 и с помощью механизма 54 укладки поступают в контейнеры 56,
32
J/
5
§
-(
1 г I I I I
37
и
38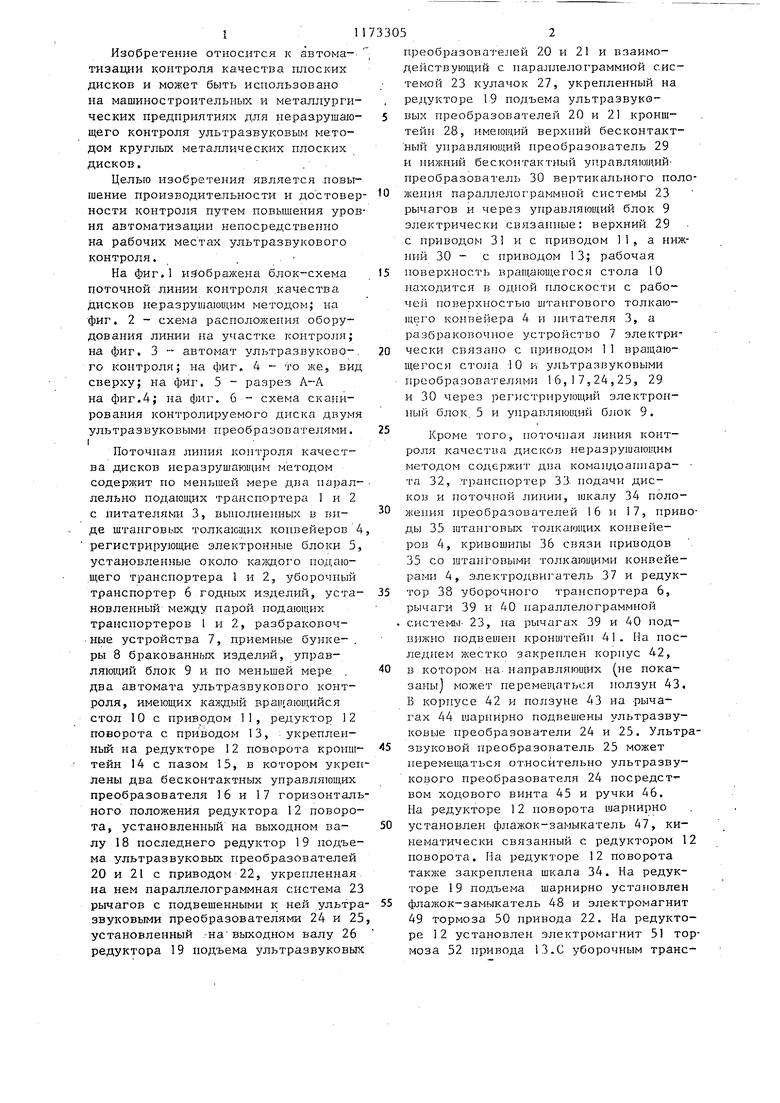
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия ультразвукового контроля изделий с цилиндрическими поверхностями и автомат сканирования ультразвуковым преобразователем | 1985 |
|
SU1363056A1 |
| Поточная линия контроля качества плоских изделий | 1975 |
|
SU558208A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Устройство для укладки в коробки штучных предметов | 1972 |
|
SU440304A1 |
| Автоматическая поточная линия для наплавки фасонных дисков | 1988 |
|
SU1544543A1 |
| Агрегат для эмалирования труб | 1959 |
|
SU129448A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
ГЮТОЧЫА51 ЛИНИЯ КОНТРОЛЯ КАЧЕСТВА ДИСКОВ НЕРАЗРУШАЮЩИМ МЕТОДОМ., содержащая по меньшей мере два параллельных подающих транспортера с питателями, выполненных в виде штанговых толкающих конвейеров, регистрируюшл1е электронные блоки, установленные около каждого подающего транспортера, уборочный транспортер годных изделий, установленный между парой подающих транспортероз, разбраковочные .устройства и приемные бункеры бракованных изделий, о т л и ч а ю 1.4.3 я с я тем, что, с целью повышения производительности и достоверности контроля, она снабжена управляющим блоком и по мень- . шей мере двумя автоматами ультразвукового контроля, имеющими каждый вращающийся стол с приводом, редуктор noBOpoia с приводом, укрепленный на редукторе поворота кронштейн с пазом, в котором у; реплены два бесконтактных управляющих преобразова.теля горизонтального положения редуктора поворота, установленный на выходном валу последнего редуктор подъема ультразвуковых преобразователей с приводом, укрепленная на Нем нараллелогранмная система рыча-, гов с подвешенными к ней ультразвуковыми преобразователями, установленный на выходном валу редуктора подъема ультразвуковых преобразователе и взаимодействующий с параллелограммной системой рычагов кулачок, укю репленный на редукторе подъема ульт(Л развуковых преобразователей кронштейн, имеющий верхний и нижний бесконтактные управляющие преобразователи вертикального положения параллелограммной системы рычагов и через управляющий блок электрически свя- : занные::верхний - с приводом питателя и с приводом враьчения стопа, а нижний - с прив-одом редуктора пово 1 рота, при этом рабочая поверхность со 00 о вращающегося стола находится в .одной плоскости с рабочей поверхностью штангового толкающего конвейера и питателя, а разбраковочное устройстО1 во электрически связано с приводом вращающегося стола и ультразвуко выми преобразователями через регистрирующий электронный блок и управляющий блок.
r
. V. „ j . D
,
JJ
5- 4
t
J2
5
J6
35
ЛЛ
Т
vV
Сриг.2
f
3}
| Поточная линия контроля качества плоских изделий | 1975 |
|
SU558208A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
