Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании заготовок с цилиндрическими поверхностями.. Цель изобретения - улучшение условий обработки за счет возможности уменьшения ширины режупщх кромок инструмента, что способствует уменьшению силы трения между инструментом и заготовкой, уменьшению нагрева и увеличения стойкости инструмента.
На фиг,1 представлена схема обработки по предлагаемому способу; на фиг.2 - схема для расчета ширины за- чистных режущих кромок в плоскости, проходящей через вьштеуказанные кромки; на фиг.З - схема взаимного расположения зачистных режущих кромок и заготовок в торцовой плоскости, про ходящей через центр заготовки; на
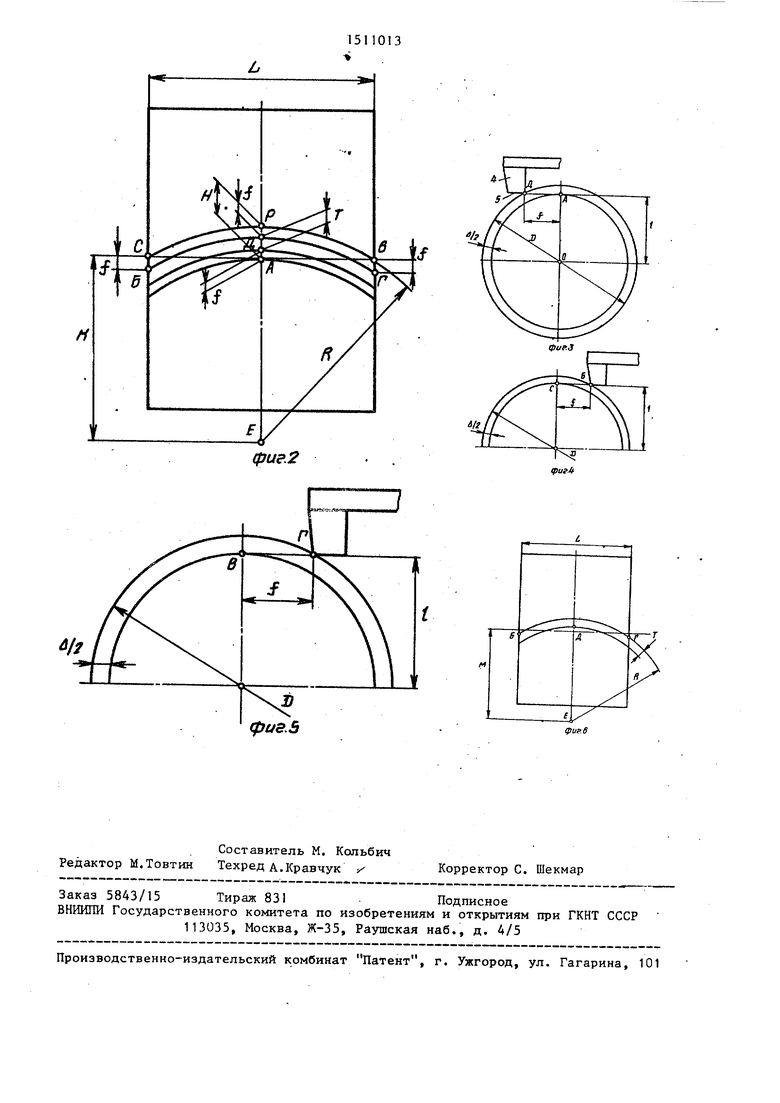
фиг.4 - схема взаимного расположения зэ чистных режугцих кромок и детали в одной из торцовых плоскостей, ограничивающих длину заготовки; на фиг,5 - то же, в другой торцовой плоскости; на фиг.6 - схема взаимного расположения осей вращения фрезы и заготовки.
В заготовке 1 обрабатывают цилиндрическую поверхность 2 торцовой фр.езой 3 с режущими зубьями 4, имеющими зачистные режущие кромки 5, наружный радиус врао1ения которых равен R. Зачистные режущие кромки расположены в плоскости, перпендикулярной оси Е-Е фрезы.
Заготовку I устанавливают в приспособлении 6 с горизонтальной осью 0-0 вращения (фиг,1). В исходном положении зубья 4 не касаются заготовСП
со
31511013
ки 1, при этом ось Е-Е фрезы находится в торцовой плоскости, проходящей через центр заготовки, на расстоянии М от оси 0-0 заготовки (фиг.6). Заготовке и фрезе сообщают вращение вокруг осей 0-0 и Е-Е соответствен
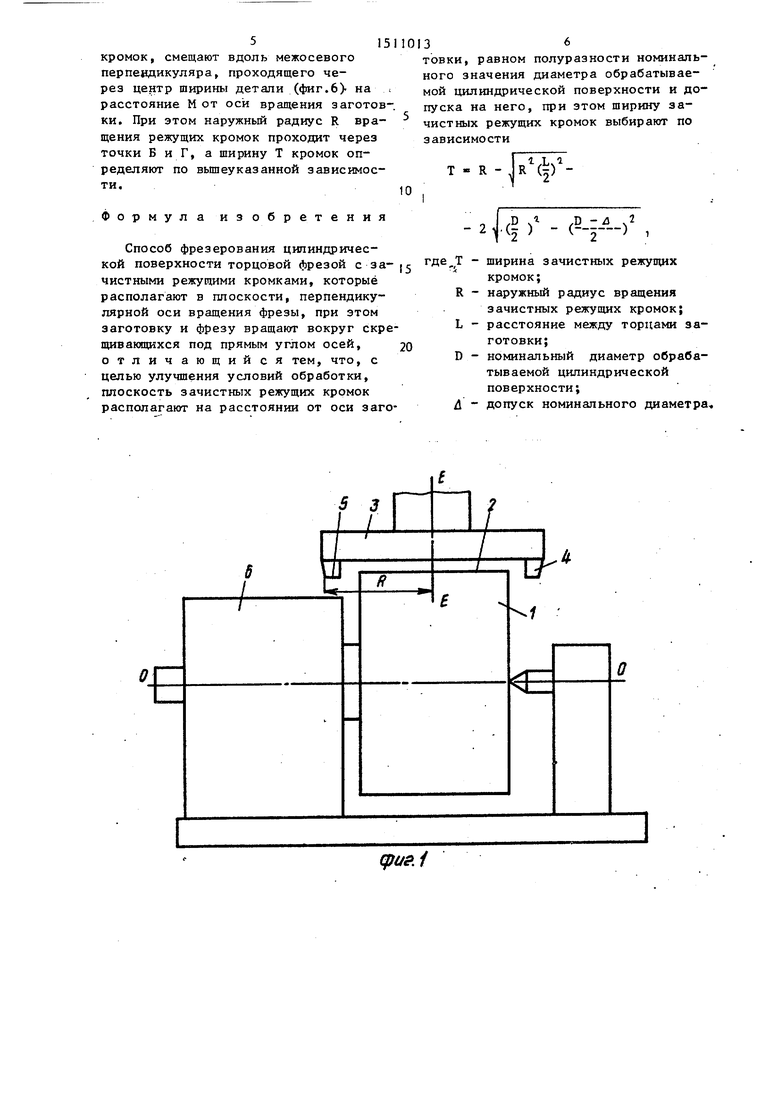
но, а фрезе - перемещение в осевом направлении. Б конце врезания плоскость, проходящую через зачистные режущие кромки 5, располагают относительно оси 0-0 заготовки на расстоянии 1 (фиг.3-5), равном полуразности номинального значения диаметра D обрабатываемой поверхности 2 и допуска Л на диаметр D. Заготовке сообщают один оборот вокруг оси 0-0, в результате получают поверхность 2, после чего инструмент возврап;ают в исходное положение.
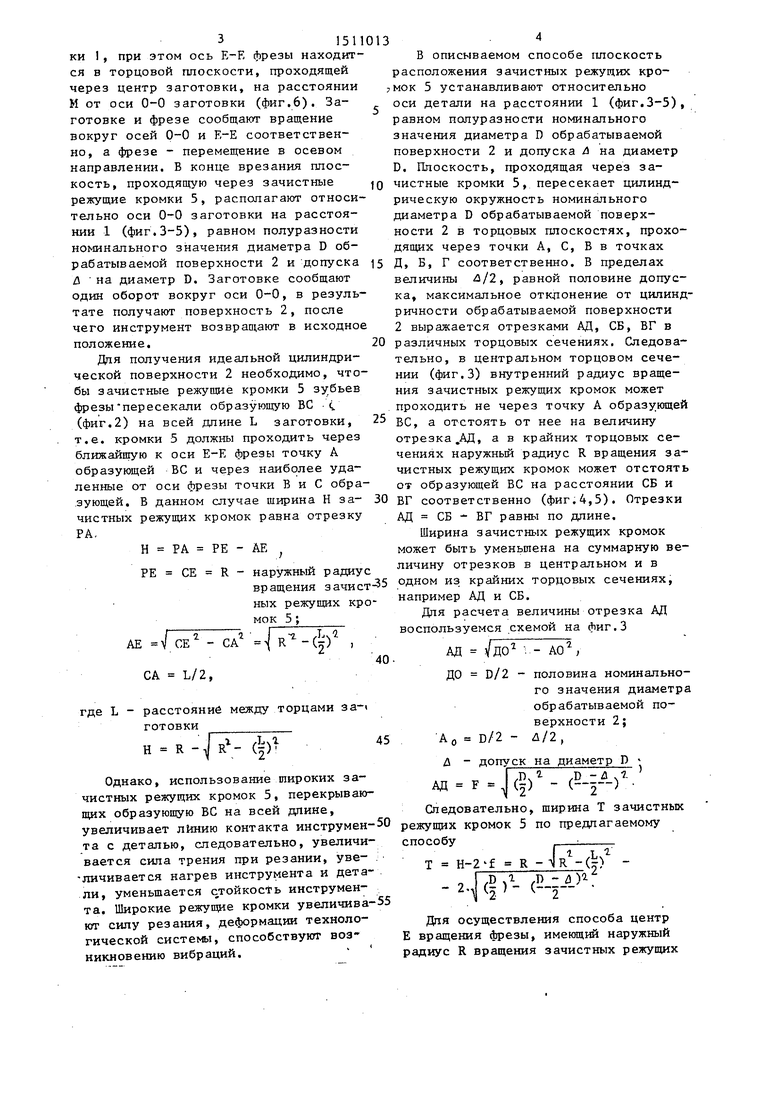
Для получения идеальной цилиндрической поверхности 2 необходимо, чтобы зачистные режущие кромки 5 зубьев фрезы пересекали образующую BG -Ч. (фиг.2) на всей длине L заготовки, т.е. кромки 5 должны проходить через ближайщую к оси Е-Е фрезы точку А образующей ВС и через наиболее уда
25 ВС, а отстоять от нее на величину отрезка.АД, а в крайних торцовых сечениях наружный радиус R вращения зачистных режущих кромок может отстоять от образующей ВС на расстоянии СБ и
ленные от оси фрезы точки В и С образующей. В данном случае щирина Н за- 30 вГ соответственно (фиг.4,5). Отрезки чистных режущих кромок равна отрезку АД СБ - ВГ равны по длине. РААЕ .
Н РА РЕ РЕ СЕ R
наружный радиус вр ащения з ачи ст ных режущих кромок 5;
Ширина зачистных режущих кромок может быть уменьшена на суммарную величину отрезков в центральном и в 45 одном из крайних торцовых сечениях, например АД и СБ.
Для расчета величины отрезка АД воспользуемся схемой на фиг.З
АЕ
СА (Ь
СА L/2,
где L - расстояние между торцами за- готовки
Н R (|)1
Однако, использование широких зачистных режущих кромок 5, перекрывающих образующую ВС на всей длине, увеличивает линию контакта инструмента с деталью, следовательно, увеличивается сила трения при резании, уве- -личивается нагрев инструмента и детали, уменьшается стойкость инструмента. Широкие режущие кромки увёличивают силу резания, деформации технологической системы, способствуют возникновению вибраций.
В описываемом способе плоскость расположения зачистных режущих кро- jMOK 5 устанавливают относительно оси детали на расстоянии 1 (фиг.3-5), равном полуразности номинального значения диаметра D обрабатываемой поверхности 2 и допуска 4 на диаметр D. Плоскость, проходящая через зачистные кромки 5, пересекает цилиндрическую окружность номинального диаметра D обрабатываемой поверхности 2 в торцовых плоскостях, проходящих через точки А, С, В в точках
Д, Б, Г соответственно. В пределах величины 2/2, равной половине допуска, максимальное отклонение от цилинд- ричности обрабатываемой поверхности 2 выражается отрезками АД, СБ, ВГ в различных торцовых сечениях. Следовательно, в центральном торцовом сечении (фиг.З) внутренний радиус вращения зачистных режущих кромок может проходить не через точку А образующей
ВС, а отстоять от нее на величину отрезка.АД, а в крайних торцовых сечениях наружный радиус R вращения зачистных режущих кромок может отстоять от образующей ВС на расстоянии СБ и
вГ соответственно (фиг.4,5). Отрезки АД СБ - ВГ равны по длине.
вГ соответственно (фиг.4,5). Отрезки АД СБ - ВГ равны по длине.
Ширина зачистных режущих кромок может быть уменьшена на суммарную веичину отрезков в центральном и в одном из крайних торцовых сечениях, например АД и СБ.
Для расчета величины отрезка АД воспользуемся схемой на фиг.З
АД /ДО i - АО,
ДО D/2 - половина номинального значения диаметра обрабатываемой поверхности 2; АО D/2 - Д/2,
Д - допуск на диаметр D
АД F
-Я
)
.D -Л 7- - (2-)
Следовательно, щирина Т зачистных режущих кромок 5 по предлагаемому способу
Н-2 f
-2.|1
к-17-ф
2
Для осуществления способа центр Е вращения фрезы, имеющий наружный радиус R вращения зачистных режущих
кромок, смещают вдоль межосевого перпендикуляра, проходящего через центр ширины детали (фиг.6 на расстояние М от оси вращения заготовки. При этом наружный радиус R вращения режущих кромок проходит через точки Б и Г, а ширину Т кромок определяют по вьш1еуказанной зависимости.
Формула изобретения
Способ фрезерования цилиндрической поверхности торцовой фрезой с чистными режущими кромками, которые располагают в плоскости, перпендикулярной оси вращения фрезы, при этом заготовку и фрезу вращают вокруг скрещивающихся под прямым углом осей,20 отличающийся тем, что, с целью улучшения условий обработки, плоскость зачистнь:х режущих кромок располагают на расстоянии от оси заго10136
товки, равном полуразности номинального значения диаметра обрабатываемой цилиндрической поверхности и допуска на него, при этом ширину за- чистных режущих кромок выбирают по зависимости
10
-I
) -И
) - (S-P-)
ширина зачистных режущих кромок;
наружный радиус вращения зачистных режущих кромок;
расстояние между торцами заготовки;
номинальный диаметр обрабатываемой цилиндрической поверхности;
допуск номинального диаметра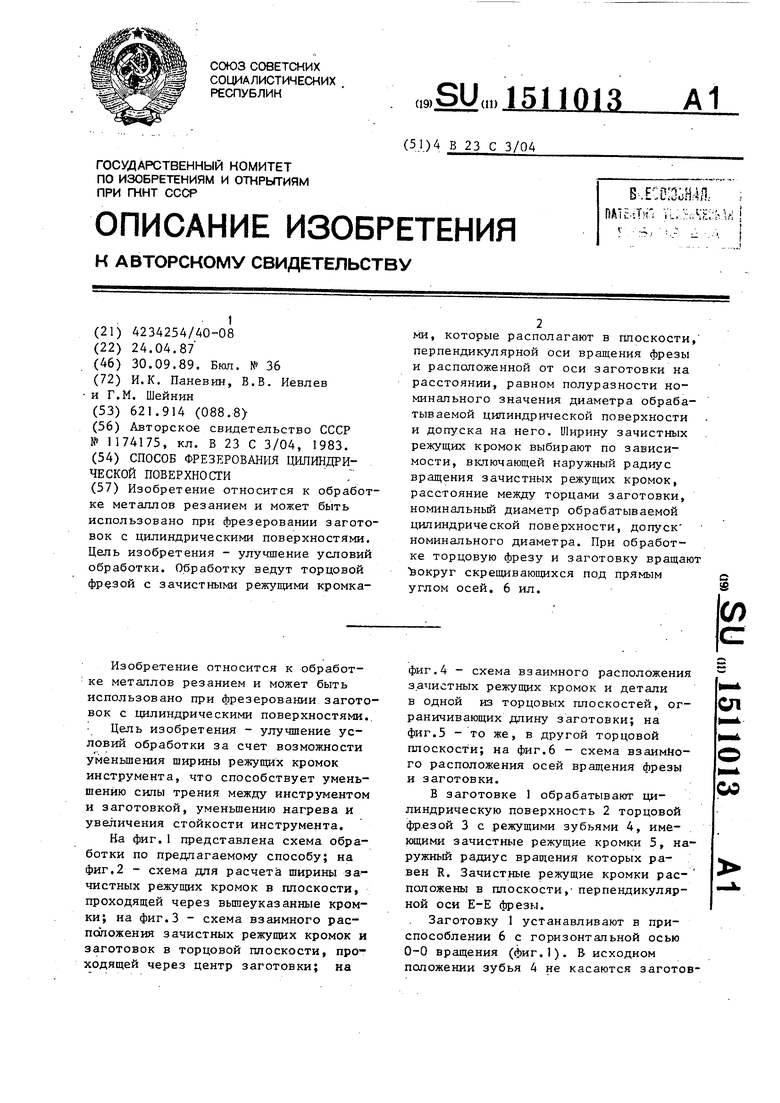
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий и комбинированный инструмент для его осуществления | 1985 |
|
SU1306655A1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2420372C2 |
| Торцовая фреза | 1983 |
|
SU1098687A1 |
| ТОРЦОВАЯ ФРЕЗА | 1973 |
|
SU386723A1 |
| Двусторонняя режущая вставка и фрезерный инструмент | 2015 |
|
RU2662752C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| Способ обработки торцевых поверхностей тел вращения | 1985 |
|
SU1346354A1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 2008 |
|
RU2453403C2 |
| Инструмент для обработки вала | 1982 |
|
SU1058719A1 |
| ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2013 |
|
RU2630113C2 |
Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании заготовок с цилиндрическими поверхностями. Цель изобретения - улучшение условий обработки. Обработку ведут торцовой фрезой с зачистными режущими кромками, которые располагают в плоскости, перпендикулярной оси вращения фрезы и расположенной от оси заготовки на расстоянии, равном полуразности номинального значения диаметра обрабатываемой цилиндрической поверхности и допуска на него. Ширину зачистных режущих кромок выбирают по зависимости, включающей наружный радиус вращения зачистных режущих кромок, расстояние между торцами заготовки, номинальный диаметр обрабатываемой цилиндрической поверхности, допуск номинального диаметра. При обработке торцовую фрезу и заготовку вращают вокруг скрещивающихся под прямым углом осей. 6 ил.
3
3
ipue.S
| Авторское свидетельство СССР № 1174175, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
