где R - радиус наружной поверхности
заготовки;
R - радиус внутренней поверхности кольца;
а - величина смещения. После возведения в квадрат обеих частей и некоторых преобразований формула принимает вид
J
2R,R -R -Rt+2R B 2В
После этого фрезе 2 сообщают вращение вокруг своей оси и придают рабо- чую подачу, с которой осуществляют врезание на глубину обработки в то- ред неподвижной заготовки 1. Затем заготовке сообщают круговую подачу. После совершения заготовкой одаого оборота цикл обработки завершен.
Во втором случае после определения ширины фрезерования В, обеспечивающей равномерное фрезерование, фрезу 2 смещают относительно оси вращения заготовки таким образом, чтобы угол |5 между плоскостью I-I, проходящей через боковые зубья фрезы, и плоскостью II-II, проведенной через центр заготовки и точку М, являющуюся точкой пересечения плоскости I.-I с наружной поверхностью заготовки, был равен
arccos
в +
RZ
2BR
Действия при осуществлении способа в этом Случае аналогичны описан- ,,. ным.
0
Формула изобретения
1.Способ обработки торцовых поверхностей тел вращения цилиндрической фрезой с режущими кромками, образованными винтовой канавкой, ось ко-, торой располагают под прямым углом к оси заготовки, при этом фрезе и заготовке сообщают вращение, о т л и ч ающийс я тем, что, с целью повыпения точности обработки при фрезеровании кольцевых торцовых поверхностей, перед обработкой фрезу смещают в плоскости, перпендикулярной оси заготовки.
2.Способ по п. 1, о т л и .4 а - ю щ и и с я тем, что фрезу смещают от оси заготовки на расстояние
В
Ra-R -Rz+2R B+2RaB --R
а . 2В
где В - ширина фрезерования;
R - радиус наружной поверхности
заготовки;
R/j - радиус внутренней поверхности кольца.
3. Способ по п. 1, отличающийся тем, что фрезу смещают так, чтобы угол р между плоскостью, проходящей через боковые зубья фрезы, и плоскостью, проходящей через ось заготовки и точку пересеч.ения первой плоскости с наружным диаметром заготовки, равнялся
arccos
г 2 а В + R, + R
2BR
t
PS

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования цилиндрической поверхности | 1987 |
|
SU1511013A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| Способ обработки тел вращения | 1984 |
|
SU1201173A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| ФРЕЗА И СПОСОБ ИЗГОТОВЛЕНИЯ ФРЕЗЫ | 2018 |
|
RU2727459C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| ЗУБОРЕЗНАЯ ФРЕЗА И СПОСОБ ФРЕЗЕРОВАНИЯ ЗУБЬЕВ ЭЛЕМЕНТОВ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2567073C2 |
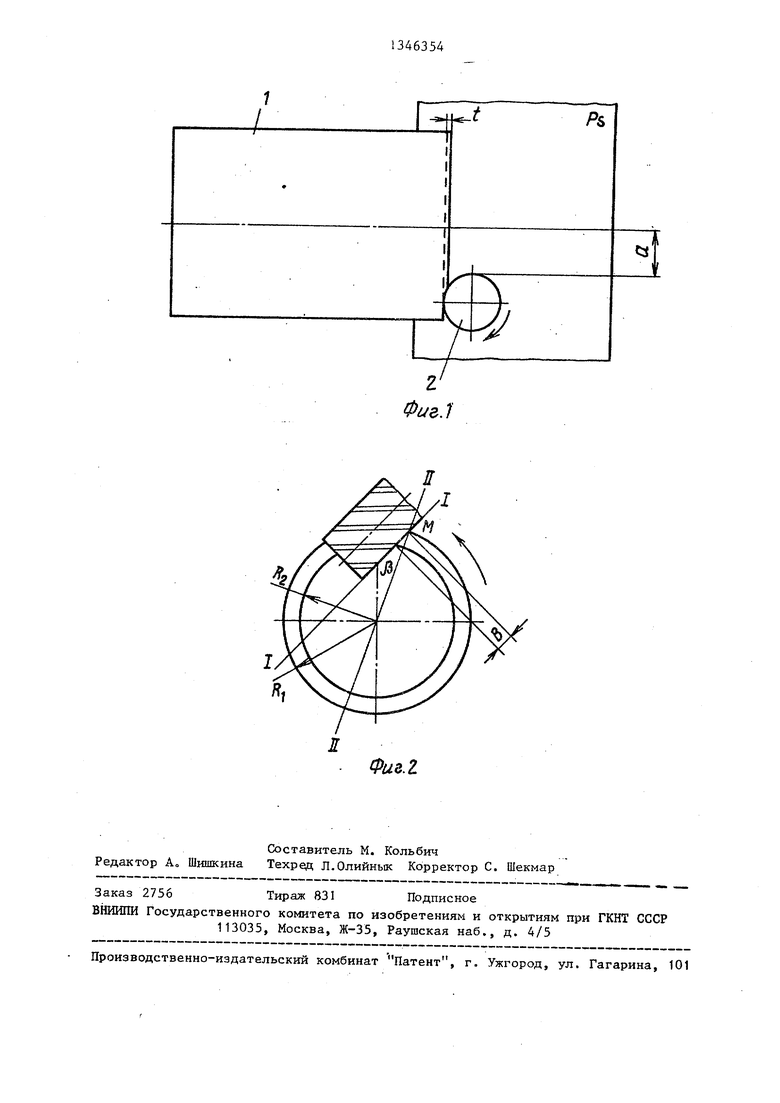
Изобретение относится к обработке металлов резанием и может быть использовано при обработке кольцевых торцовых поверхностей тел вращения. Цель изобретения - повьтение точности обработки при фрезеровании вышеуказанных поверхностей. Обработку производят Изобретение относится к области обработки металлов резанием и может быть использовано.при обработке кольцевых торцовых поверхностей тел вращения. Цель изобретения - повьшение точности обработки при фрезеровании кольцевых торцовых поверхностей. На фиг. 1 представлена схема способа; на фиг. 2 - то же, при установке фрезы на угол. Заготовку (тело вращения) 1 устанавливают в шпиндельную бабку поворотного приспособления. Цилиндрическую фрезу 2 с режущими кромками, образованными винтовыми канавками диаметром Ц, устанавливают в шпиндель станка. Определяют значение ширины фрезеровацилиндрической фрезой с режущими кромками, образованными винтовыми канавками. Фрезу располагают под прямым углом к оси заготовки. Перед обработкой фрезу смещают в плоскости, перпендикулярной оси вращения. Фрезу можно сместить относительно сипы з ащенкя на величину а л|2К,К2-К -к|+2К +2К, /2В где В - ширина фрезерования; R, - радиус наружной поверхности заготовки; R - радиус внутренней поверхности кольца. В другом случае фрезу смещают таким образом, чтобы угол между плоскостью, проходящей через боковые зубья фрезы, и плоскостью, проходящей через ось заготовки и точку пересечения первой плоскости с наружным диаметром заготовки был равен arccos (В + R + R2)/2BR. 2 з.п. ф-шы, 2 ип. с (Л ния В, обеспечивающее равномерное фрезерование торцовой поверхности заготовки 1 по зависимости В k О ) где k - коэффициент равномерности (целое число); t, - осевой шаг фрезы. СО N4: СГд СО СД 4 Производят смещение фрезы 2 в плоскости, перпендикулярной оси фрезы относительно оси вращения заготовки 1, на величину, определяемую из формулы В 4rv - - тГкГ
7
Фие.1
составитель М. Кольбич Редактор А,. Шишкина Техред Л.Олийнык Корректор С. Шекмар
Заказ 2756Тираж 831 Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг. г
| Аксенов В | |||
| П | |||
| Исследование способа кругового фрезерования прерьтистьк поверхностей вращения | |||
| Дне | |||
| на соиск | |||
| учен, степени канд | |||
| техн | |||
| наук Тула, ТШ, 1979, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
