tpe3 ;
. . .- ; . . : - , .-.-/ -. ;. :-....-:..:.
СП
;&
О5
Изобретение относится к машиностроению, в частности к обработке резьбы, и может быть применено при изготовлении многониточных резьбошлифовальных кругов для обработки резьбы с полукруглым профилем и роликов для их профилирования и правки.
Целью изобретения является увеличение производительности за счет повышения ре- жушей способности зерен многониточного круга на операции окончательного шлифования.
На чертеже приведена конструкция многониточного шлифовального круга, режушая часть в диаметральном сечении.
Выступ 1 имеет одну симметричную относительно оси профиля шлифуемой резьбы режущую кромку, представляющую собой часть периметра профиля шлифуемой резьбы. Выступы 2 и 3 имеют по две симметрично расположенные режущие кромки, представляющие собой часть периметра про- филя щлифуемой резьбы. Выступ 4 имеет профиль, полностью соответствующий профилю щлифуемой резьбы.
Радиусы режущих кромок выступов 1, 2, 3 равны радиусу профиля шлифуемой резьбы.
При шлифовании резьбы выступ 1 удаляет при глубине резания tpea часть припуска на окончательное резьбощлифование по дну профиля, а выступы 2 и 3 - часть припуска по боковым сторонам профиля при той же глубине резания. Выступ 4 снимает припуск в симметрично расположенных зо
5
5
0
нах переходного радиуса Гпер от профиля резьбы к наружной цилиндрической поверхности винта и производит зачистку профиля, снимая неудаленную часть припуска, образующуюся из-за неравномерного износа режущих кромок предыдущих ниток.
Разделение припуска по контуру резьбы позволяет производить обработку с боль- щими, чем при однониточном чистовом резь- бошлифовании глубинами резания вследствие уменьшения количества тепловой энергии, поступающей в поверхностные слои детали. Кроме того, из-за уменьшения ширины зоны шлифования на каждой из режущих кромок обеспечивается интенсивный отвод тепла из зон резания при облегченном доступе в эти зоны смазочно-ох- лаждающей жидкости. Усилия резания при распределении припуска по контуру шлифуемой резьбы в несколько раз меньше, чем при удалении того же припуска многониточными резьбошлифовальными кругами со сплошными режущими кромками.
Формула изобретения
Многониточный резьбошлифовальный круг с кольцевыми витками, крайний из которых имеет режущие кромки по всему профилю, отличающийся тем, что, с целью повышения стойкости круга, на остальных витках режущие кромки выполнены в виде участков, размещенных симметрично оси витка и полностью соответствующих профилю крайнего витка.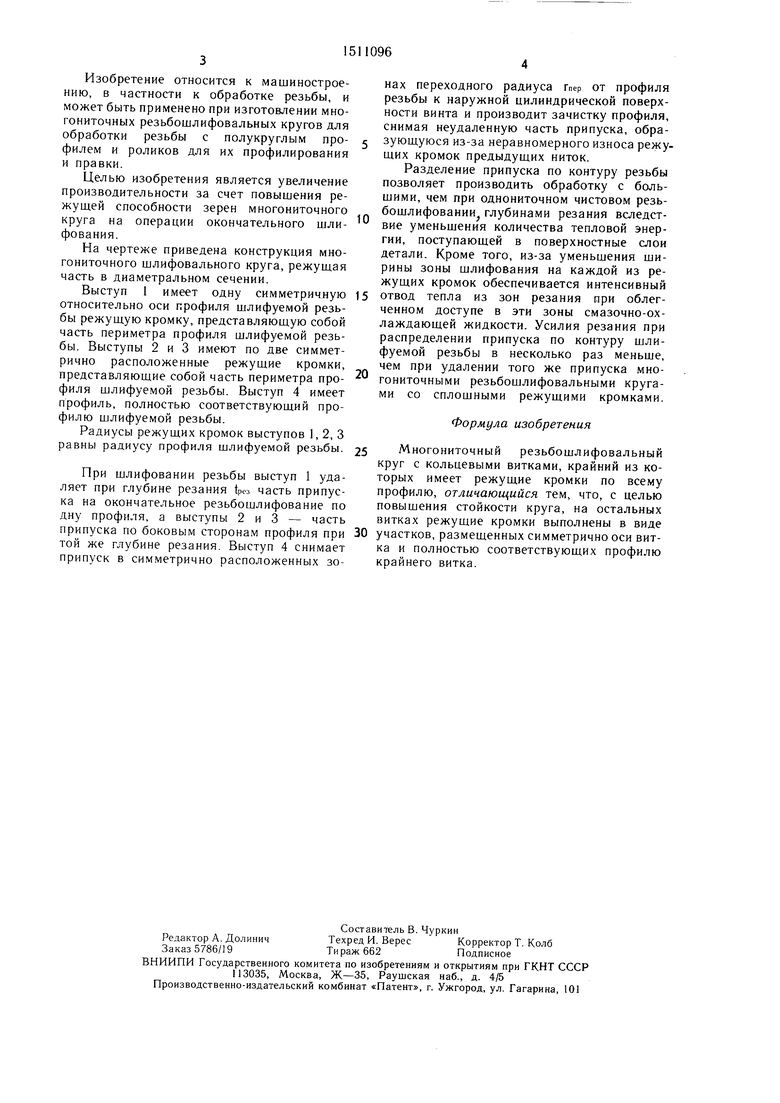
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2431558C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2185278C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2016 |
|
RU2639421C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
Изобретение относится к обработке резьбы. Цель изобретения - повышение производительности за счет повышения режущей плоскости круга на операции чистового резьбошлифования. Это достигается тем, что центры радиусов профилей выступов равноудалены от оси круга, а профили всех выступов 1-3, кроме последнего (выступ 4), выполненного полнопрофильным, представляют собой отдельные участки профиля, а их совокупность - полный профиль резьбы. Уменьшение числа проходов, достигаемое применением данного резьбошлифовального круга, обеспечивает повышение производительности чистового шлифования резьбы на 150-200%. 1 ил.
| Мерперт М | |||
| П | |||
| Прецизионные резьбошлифовальные станки | |||
| М.: Машгиз, 1962, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
