Изобретение относится к области упаковывания изделий в полимерную пленку, в частности в предварительно изготавливаемые путем экструзии полимерные оболочки.
Цель изобретения - повьшение производительности.
Известно, что величина усадки nor лизтиленовой волокнистой пленки за одно и то же время вдоль волокон больше, чем поперек. Соответственно. распределяются и скорости распределения частиц при формировании упаковки: вдоль волокон перемещение частиц больше, чем поперек.
При формировании оболочки величина требуемой усадки меньше возможной для данной пленки, время прохождения указанной величины частицами, движущимися вдоль волокон,меньше
частиц, движущихся поперек волокон, что и обеспечивает повышение производительности.
Формирование оболочки происходит . при высокой интенсивности теплового режима. Усадка пленки занимает короткий промежуток времени. Ориентация волокон пленки поперек упаковываемого изделия позволяет обеспечить быструю и надежную упаковку изделия.
Сущность способа заключается в том, что из термоусадочной пленки формируют оболочку с направлением волокон поперек изделий, а термоусадку осуществляют путем кратковременного нагрева пленки до температуры, рре- вьш1ающей пластичность пленки, но меньшей температуры ее воспламенения с последующим охлаждением за счет контакта с упаковьтаемыми изделиями.
Сл
vi
со
3151
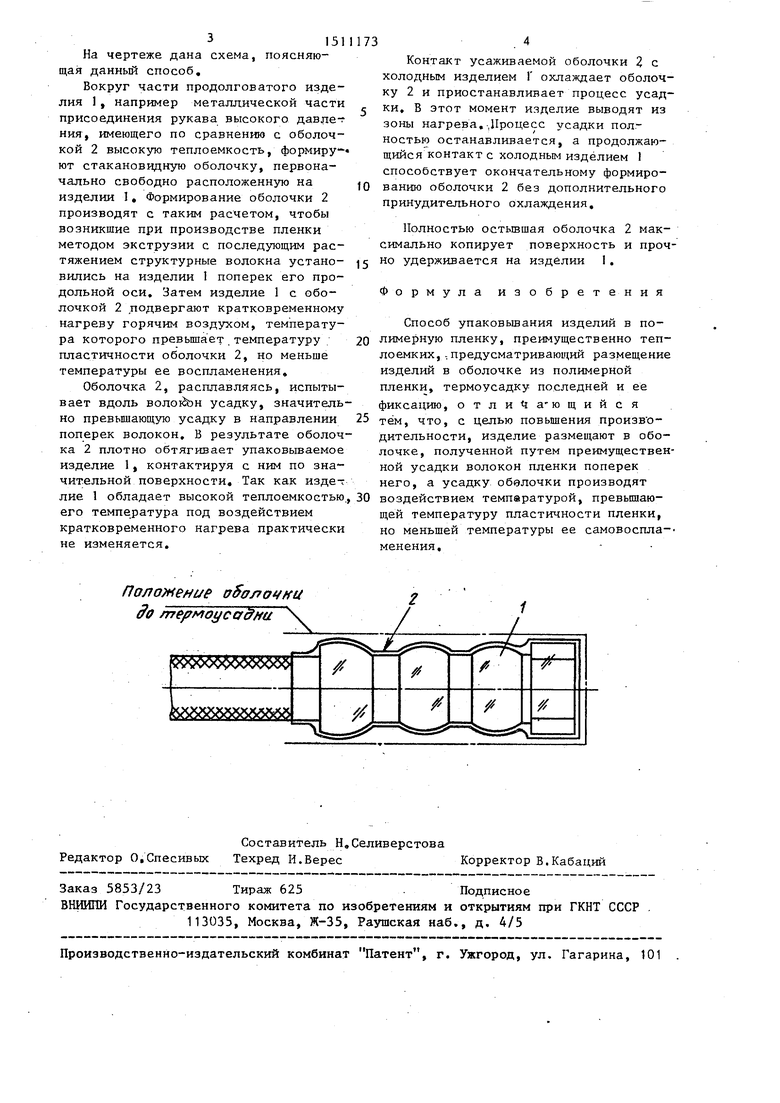
На чертеже дана схема, поясняющая данньй способ.
Вокруг части продолговатого изделия 1, например металлической части присоединения рукава высокого давле- ния, имеющего по сравнению с оболочкой 2 высокую теплоемкость, формиру- ют стакановиднута оболочку, первоначально свободно расположенную на изделии I. Формирование оболочки 2 производят с таким расчетом, чтобы возникшие при производстве пленки методом экструзии с последующим растяжением структурные волокна установились на изделии 1 поперек его продольной оси. Затем изделие 1 с оболочкой 2 подвергают кратковременному нагреву горячим воздухом, температура которого превьппает температуру пластичности оболочки 2, но меньше температуры ее воспламенения.
Оболочка 2, расплавляясь, испытывает вдоль ВОЛО1&Н усадку, значительно превышающую усадку в направлении поперек волокон, В результате оболочка 2 плотно обтягивает упаковываемое изделие 1, контактируя с ним по значительной поверхности. Так как изде-г лие 1 обладает высокой теплоемкостью его температура под воздействием кратковременного нагрева практически не изменяется.
173.4
Контакт усаживаемой оболочки 2 с холодным изделием Г охлаждает оболочку 2 и приостанавливает процесс усад5 ки, В этот момент изделие выводят из зоны нагрева,-ДТроцесс усадки пол:- ностью останавливается, а продолжающийся контакт с холодным изделием 1 способствует окончательному формиро10 ванию оболочки 2 без дополнительного принудительного охлаждения.
Полностью остьтшая оболочка 2 максимально копирует поверхность и прочно удерживается на изделии I .
Формула изобретения
Способ упаковьшания изделий в по- лимерную пленку, преимущественно теплоемких, .предусматривающий размещение изделий в оболочке из полимерной пленки, термоусадку последней и ее фиксацию, отли 1а ющийся тем, что, с целью повышения произв о- дительности, изделие размещают в оболочке, полученной путем преимущественной усадки волокон пленки поперек него, а усадку обвлочки производят воздействием температурой, превьсшаю- щей температуру пластичности пленки, но меньшей температуры ее самовоспла-- менения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковывания легкомнущихся изделий с ворсом | 1990 |
|
SU1752660A1 |
| ВЫСОКОУСАДОЧНОЕ ВЫСОКОПРОЧНОЕ УПАКОВОЧНОЕ ИЗДЕЛИЕ, ДЕМОНСТРИРУЮЩЕЕ НАПРАВЛЕННЫЙ РАЗРЫВ | 2018 |
|
RU2750235C2 |
| Способ упаковывания изделий в термоусадочную пленку | 1988 |
|
SU1585217A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ | 2003 |
|
RU2312046C2 |
| СМЕСЬ И ПЛЕНКА, ПРОЯВЛЯЮЩИЕ СТОЙКОСТЬ К ИСТИРАНИЮ КРАСКИ | 2014 |
|
RU2666436C2 |
| СИНТЕТИЧЕСКАЯ КОЛБАСНАЯ ОБОЛОЧКА НА ПОЛИАМИДНОЙ ОСНОВЕ, НАПОЛНЯЕМАЯ БЕЗ РАСТЯЖЕНИЯ, И СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ ОБОЛОЧКИ | 2010 |
|
RU2442425C2 |
| Термоусадочный тоннель | 1990 |
|
SU1742146A1 |
| МНОГОСЛОЙНЫЕ НЕСШИТЫЕ ТЕРМОУСАДОЧНЫЕ УПАКОВОЧНЫЕ ПЛЕНКИ | 2018 |
|
RU2749311C2 |
| ПРИГОДНЫЙ ДЛЯ ПЕРЕРАБОТКИ ТЕРМОФОРМОВАНИЕМ УПАКОВОЧНЫЙ МАТЕРИАЛ С УСАДОЧНЫМИ СВОЙСТВАМИ | 2007 |
|
RU2445214C2 |
| Способ регулирования процессом термоусадки пленки при упаковке в нее изделий | 1978 |
|
SU742270A1 |
Изобретение относится к упаковыванию изделий в полимерную пленку, из которой методом экструзии изготавливается полимерная оболочка, и может быть использовано в любой промышленности. Цель изобретения - повышение производительности. Сущность способа заключается в том, что из термоусадочной пленки формируют оболочку с таким направлением волокон, чтобы они располагались поперек упаковывания изделия, а термоусадку осуществляют путем кратковременного нагрева пленки до температуры, превышающей пластичность пленки, но меньшей температуры ее воспламенения, с последующим охлаждением путем контакта с упаковываемыми изделиями. 1 ил.
Поло}нение a ff/fav/fu ffo fnefff ot/c cf&ffu
| Способ упаковки групп предметов на подложках в термоусадочную пленку | 1982 |
|
SU1122561A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
