Изобретение относится к получению заготовок, используемых в качестве армирующих элементов, для изделий композиционных материалов путем мехаг нического соединения ..нескольких слоев текстильных структур в единую заготовку.
Цель изобретения - обеспечение качественной прошивки заготовки переменной и расширение номенклатуры ассортимента изготавливаемых изделий за счет обеспечения регулировки хода иглы.
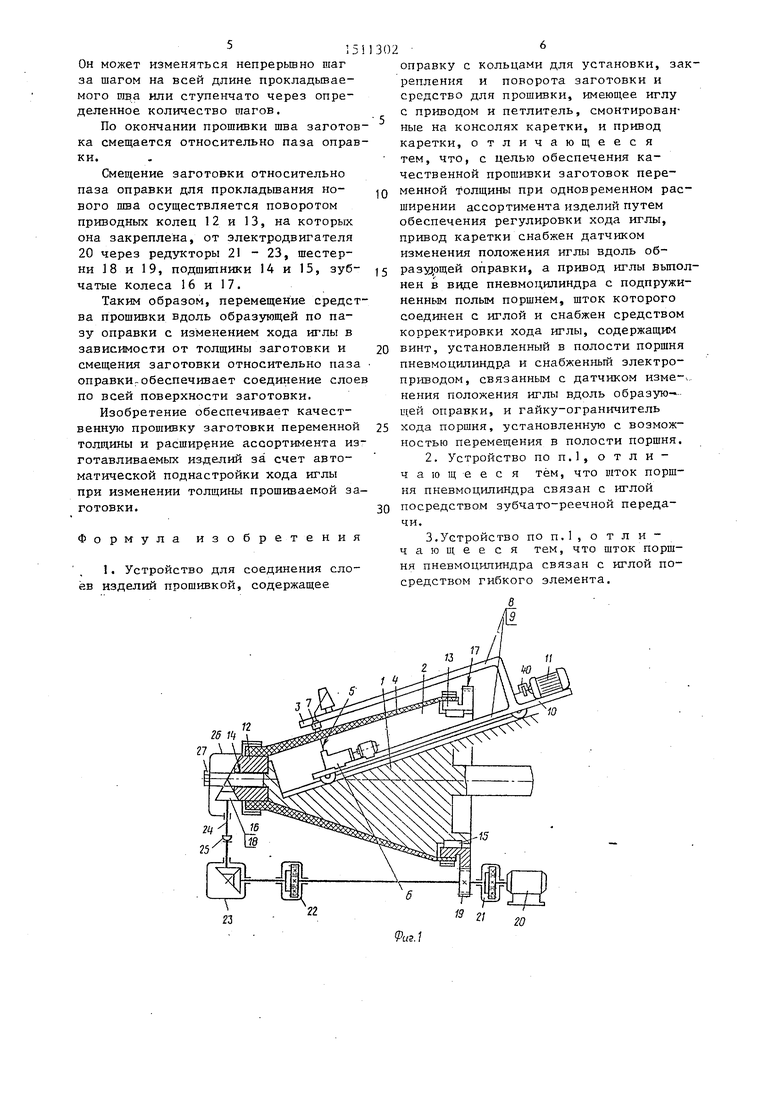
На фиг.1 представлено устройство для соединения слоев прошивкой,общий
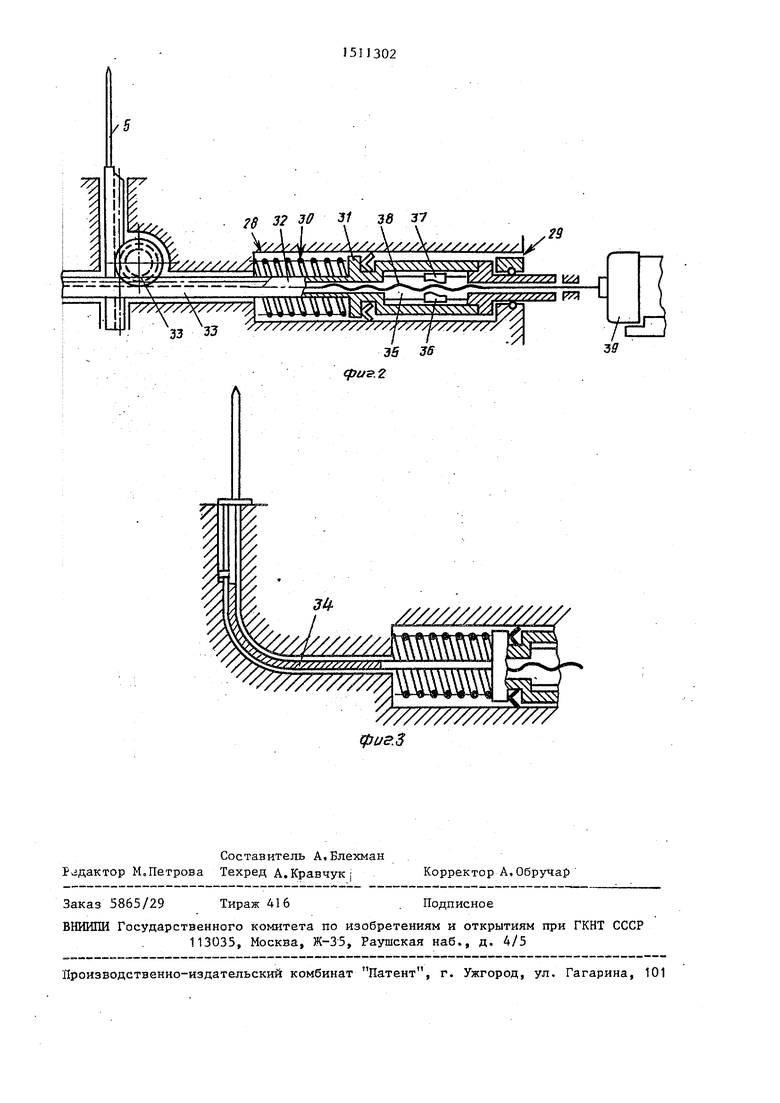
вид;на фиг. 2 - игла с. приводом с исполь- зованием в качестве кинематической связи с иглой зубчато-реечной передачи, общий вид; на фиг.З - та же, с использованием кинематической связи
с иглой гибкого элемента.
Устройство для соединения слоев прошивкой содержит неподвижную оправку 1 с продольным пазом 2, по которому вводится средство 3 для прошивки заготовки 4, имеющее иглу 5 с приводом 6 и петлитель 7, смонтированные на консолях 8 и 9 .каретки 10,, .перемещающейся от привода 11, приводные кольца 12 и 13 для установки зак100
о э
3151
репления и вращения заготовки, установленные с помощью подшипников 14 и 15 на оправке и снабженные зубчатыми колесами 16 и 17, которые приводятся В синхронное вращение шестернями 18 и 19 от общего электродвигателя 20 через редукторы 21 - 23. Вал 24 име- Ьт шарнирное соединение 25 для созда- рия условий удобства эксплуатации |устройства.Коническая передача 16 и |l8 закрыта быстросъемным кожухом 26, который крепится к оправке специаль- 1ным болтом 27,
Привод 6 иглы 5 выполнен в виде пневмоцилиндрй 28 с каналом 29 для подвода воздуха, в котором перемещается подпружиненный пружиной 30 подлый поршень 31, шток 32 которого {связан с иглой 5 через зубчато-рееч- ную передачу 33 или гибкий элемент |34 (фиг.З). В полости 35 поршня 31 размещеНо средство 36 корректировки |хода иглы., гайка 37 которого разме- |щера с возможностью перемещения в по- |лости 35 норшня 31, а винт 38 приводится во вращение электроприводом 39. Привод 11 каретки 10 снабжен датчи- |ком 40 изменения положения иглы |вдоль образующей оправки.
I . Устройство работает следующим 1образом.
I Перед началом работы средство 3 для прошивки заготовки 4 атводит- ся по продольному пазу 2 оправки 1, который является для средства прошив1 ки направляющей, за пределы зоны прошиваемой заготовки 4., После этого кожух 26, закрьшающий коническую зубчатую передачу 16 и 18, отводится в сторону при помощи шарнирного соединения 25 вала °24 с закрепленной на нем шестерней 18. Затем на неподвижную оправку со стороны малого диаметра конуса оправки натягивается проши- ваемая заготовка, имеющая различную толщину вдоль oбpaзyющeЙJ и закрепляется на приводных кольцах 12 и 13, затем шестерня 18 приводится в зацепление с колесом 16, надевается защитный кожух 26 и закрепляется болтом 27.
Соединение споев прошиваемого материала осуществляется сочетанием движения петлителя 7 и иглы 5 в направлении прокладьшания шва и движени иглы в направлении прокальшания материала, при котором происходит захват нити и протягивание ее через прошиваемьгй материал. Последовательное чередование этих движений позволет получить на прошиваемой заготовке шов.
Работа устройства начинается включением привода 11 каретки 10, которая ,продвигаясь по пазу 2 оправки 1, перемещает на своих консолях 8 и 9 петлитель 7 и иглу 5 относительно прошиваемой заготовки 4. Одновременно с включением привода 11 каретки 10 начинает работать привод 6 иглы 5, перемещающий иглу для .прокалывания заготовки. Его работа осуществляется подачей возду са в пневмоци- линдр 28 через канал 29, при этом воздух перемещает поршень 31 до упора в гайку 37, Шток 32 поршня, связанный через зубчато-реечную передачу 33 или гибкий элемент 34 (фиг.З с иглой перемещает ее вверх. Игла прокальтает заготовку и, встреча-- ясь с петлителем, захватывает нить, а поршень 31, возвращаемый пружиной 30 в исходное положение, проталкивает вниз иглу с захваченной нитью через заготовку. В момент, когда игла находится в нижнем положении, каретка 10 перемещает средство 3 про 1иивки на шаг прошивки, после этого вновь привод 6 иглы 5 подает иглу вверх на прокалывание заготовки, и на прошиваемой заготовке образуется стежок. По мере увеличения толщины прошиваемой заготовки закон изменения толщины заготовки известен и заложен в программу процесса изменяется рабочий Ьсод иглы при прокальшании заготовки. Изменение его осуществляется сред- ством 26 корректировки хода иглы, включающимся в работу по сигналу с датчика 40 изменения положения иглы вдоль образующей оправки на электропривод 39 по команде с системы управления (система управления не изображена). Привод 39 обеспечивает поворот винта 38 на угол, необходимый для продвижения гайки 37 в полости поршня на величину, обеспечивающую изменение хода иглы на требуемую величину. Изменение рабочего хода иглы приходится на момент, когда игла, прошив материал и выйдя из заготовки, займет свое нижнее положение. Характер изменения хода зависит от заданной программы.
гз
20
. 78 32 3ff 31 38 37
I I
V/A xyx///vV x wx xx///// j/r
/Y/} 7Y/X7//Y//
33 33
NXiiXsi- I--Q -tr - JtZr - - -
f
77УА/777777:
I 35 36
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения слоев прошивкой | 1988 |
|
SU1594227A1 |
| Машина для прошивки волокнистых материалов | 1987 |
|
SU1565925A1 |
| Устройство для изготовления многослойных заготовок сквозной прошивкой | 1987 |
|
SU1557215A1 |
| ШВЕЙНАЯ МАШИНА ДЛЯ ПОСЛОЙНОЙ ПРИШИВКИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ ЦЕПНЫМ ОДНОНИТОЧНЫМ СТЕЖКОМ ПРИ НАМОТКЕ НА ОПРАВКУ | 2012 |
|
RU2490381C1 |
| Устройство для сшивания бумаги | 1976 |
|
SU680917A1 |
| Устройство для сшивания листовых заготовок из волокнистого материала | 1979 |
|
SU867961A1 |
| ШВЕЙНАЯ МАШИНА ДЛЯ ПРИВЯЗКИ БАХРОМЫ, НАПРИМЕР, К ГОЛОВНЫМ ПЛАТКАМ | 1954 |
|
SU100281A1 |
| ВЫСОКОПРОЧНОЕ МЯГКОЕ ПОЛОТЕНЦЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2175091C1 |
| Жгутоформирующий орган машины для сшивания сетных полотен | 1981 |
|
SU1318620A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
Изобретение относится к получению заготовок, используемых в качестве армирующих элементов, путем механического соединения нескольких слоев текстильных структур в единую заготовку и позволяет обеспечить качественную прошивку заготовок переменной толщины и расширить ассортимент изготовляемых изделий за счет автоматической регулировки хода иглы при изменении толщины прошиваемой заготовки. Устройство содержит неподвижную оправку с кольцами для установки, закрепления и вращения заготовки и средство прошивки, имеющее иглу с приводом и петлитель, укрепленные на консолях каретки, перемещающейся вдоль паза оправки, датчик изменения положения иглы вдоль образующей оправки. Привод иглы, представляющий собой пневмоцилиндр с поршнем, снабжен средством корректировки хода иглы при движении прокалывания заготовки, выполненным в виде пары винт-гайка, гайка является ограничителем хода поршня, а винт имеет управляемый электропривод, электрически связанный с датчиком изменения положения иглы вдоль образующей оправки. 2 з.п. ф-лы, 3 ил.
cfJU.2
J4
ЩШШ
///////// щща
Составитель А.Блехман Редактор MeПетрова Техред А.Кравчукj
Заказ 5865/29
Тираж 41 6
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
..
у/////////////////
фиг.З
Корректор А,Обручар
Подписное
| Устройство для получения многослойных деталей | 1981 |
|
SU1046362A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
