Изобретение относится к производству полимерных изделий и может быть использовано для изготовления пенополистироль- ной тары с защитной оболочкой.
Цель изобретения - повышение качества изготовления из пенополистирола крупногабаритных изделий сложной конфигурации, имеющих защитную оболочку, и уменьшение времени их изготовления и упрощение конструкции формы.
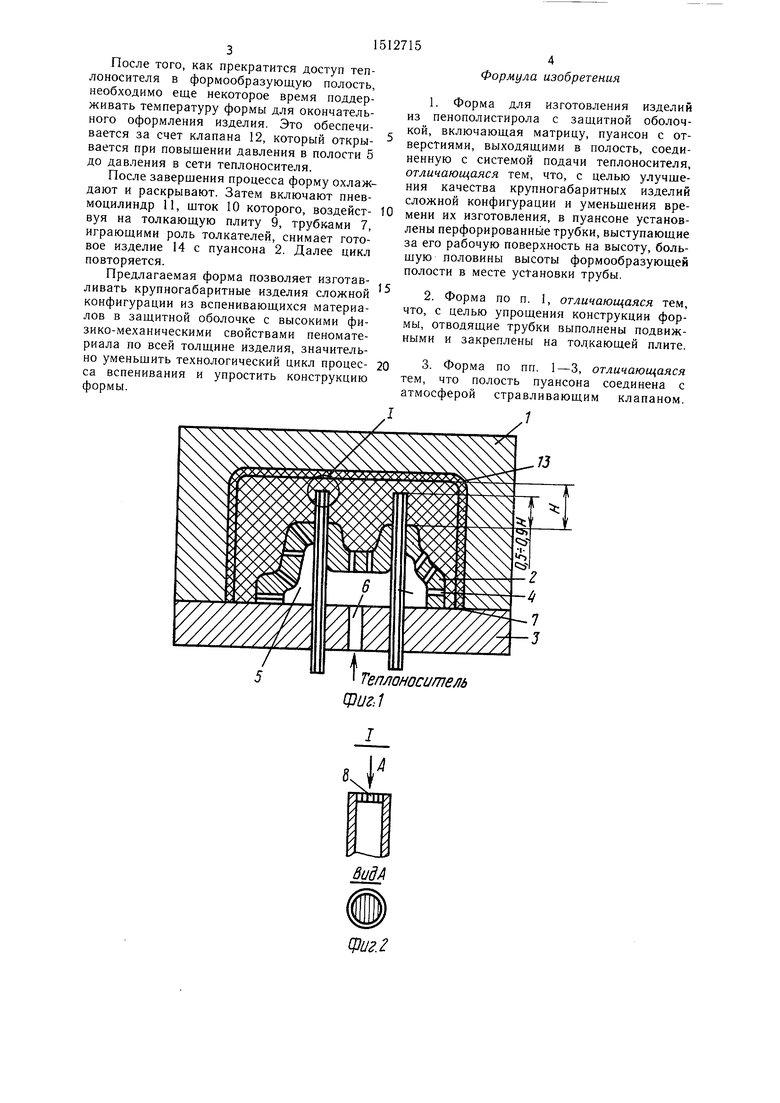
На фиг. 1 показана форма, общий вид; на фиг. 2 - торец отводящей трубки; на фиг. 3 - форма с системой выталкивания изделия; на фиг. 4 - процесс съема изделий.
Форма для изготовления изделий из пенополистирола с защитной оболочкой содержит матрицу 1, пуансон 2, установленный на опорной плите 3 и выполненный с отверстиями 4, соединенными через полость 5 и отверстие 6 в опорной плите 3 с теплоносителем. В пуансоне 2 установлены с возможностью перемещения трубки 7, выступающие за его рабочую поверхность
на высоту, превышающую 1/2 высоты формообразующей полости, и соединяющие ее с атмосферой. Трубки 7 выполнены с перфорированным штоком 10 пневмоцилинд- ра 11. Полость 5 соединена с атмосферой стравливающим клапаном 12.
Форма работает следующим образом.
В матрицу 1 устанавливают оболочку 13, закрывают форму и заполняют формообразующую полость подвспененным пенополи- стиролом. Затем в формообразующую полость подают теплоноситель, который нагревает гранулы пенополистирола, обеспечивая их вспенивание. Отвод воздуха из межгранульного пространства и отработанного теплоносителя осуществляется через трубки 7, при этом повышается интенсивность прогрева слоя материала, прилегающего к оболочке, за счет постоянного притока свежего теплоносителя.
При вспенивании в форме гранулы пенополистирола создают на торцы трубок 7 избыточное давление, выталкивая их из формообразующей полости и заполняя при этом отверстия от трубок.
(Л
сд
ю
С71
После того, как прекратится доступ теплоносителя в формообразующую полость, необходимо еще некоторое время поддерживать температуру формы для окончательного оформления изделия. Это обеспечивается за счет клапана 12, который откры- вается при повыщении давления в полости 5 до давления в сети теплоносителя.
После завершения процесса форму охлаждают и раскрывают. Затем включают пневФормула изобретения
1. Форма для изготовления изделий из пенополистирола с защитной оболочкой, включающая матрицу, пуансон с отверстиями, выходящими в полость, соединенную с системой подачи теплоносителя, отличающаяся тем, что, с целью улучшения качества крупногабаритных изделий сложной конфигурации и уменьшения времоцилиндр 11, щток 10 которого, воздейст- 10 мени их изготовления, в пуансоне установ- вуя на толкающую плиту 9, трубками 7, лены перфорированньш трубки, выступающие играющими роль толкателей, снимает готовое изделие 14 с пуансона 2. Далее цикл повторяется.
Предлагаемая форма позволяет изготав- ливать крупногабаритные изделия сложной конфигурации из вспенивающихся материалов в защитной оболочке с высокими физико-механическими свойствами пеноматеза его рабочую поверхность на высоту, большую половины высоты формообразующей полости в месте установки трубы.
2. Форма по п. 1, отличающаяся тем, что, с целью упрощения конструкции формы, отводящие трубки выполнены подвижными и закреплены на тодкающей плите.
риала по всей толщине изделия, значительно уменьшить технологический цикл процес- 20 са вспенивания и упростить конструкцию формы.
Формула изобретения
мени их изготовления, в пуансоне установ- лены перфорированньш трубки, выступающие
за его рабочую поверхность на высоту, большую половины высоты формообразующей полости в месте установки трубы.
2. Форма по п. 1, отличающаяся тем, что, с целью упрощения конструкции формы, отводящие трубки выполнены подвижными и закреплены на тодкающей плите.
3. Форма по пп. 1-3, отличающаяся тем, что полость пуансона соединена с атмосферой стравливающим клапаном.
J
Теплоноситель 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из полимерных материалов | 1981 |
|
SU1006255A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Форма для изготовления полых изделий из вспенивающихся материалов | 1980 |
|
SU910438A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА | 1994 |
|
RU2087430C1 |
| Способ изготовления слоистых крупногабаритных изделий | 1979 |
|
SU895696A1 |
| Съедобный контейнер для пищевых продуктов, термическая пресс-форма для выпечки половинок съедобного контейнера и приспособление для извлечения половинок съедобного контейнера из термической пресс-формы и чистки газоотводных отверстий термической пресс-формы | 2018 |
|
RU2678869C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОЛИСТОВЫХ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И ПУАНСОН ПЛУНЖЕРНОГО ПРЕССА | 1993 |
|
RU2042452C1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРЕИМУЩЕСТВЕННО В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2014 |
|
RU2574261C1 |
| Способ изготовления спеченных изделий | 1982 |
|
SU1129028A1 |
| Съедобный контейнер для пищевых продуктов и термическая пресс-форма для выпечки половинок этого съедобного контейнера | 2020 |
|
RU2763564C1 |

Изобретение может быть использовано при изготовлении крупногабаритных изделий сложной формы из пенополистирола с защитной оболочкой. Цель изобретения состоит в повышении качества изделий и уменьшении времени их изготовления. Отличием формы является то, что пуансон выполнен с установленными в нем перфорированными трубками для отвода теплоносителя, выходящими за его рабочую поверхность на высоту, большую половины высоты формообразующей полости и играющими роль толкателей при съеме изделия. Кроме того, полость в пуансоне для подачи теплоносителя соединена с атмосферой стравливающим клапаном. 2 з.п. ф-лы, 4 ил.
/////////////// (Риг.з
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПОЛИСТИРОЛА | 0 |
|
SU203200A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
