(Б) СПОСОБ ВАКУУМНОЙ ФОРМОВКИ И СТЕРЖНЕВОЙ ЯЩИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ


| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Способ вакуумной формовки и оснастка для его осуществления | 1980 |
|
SU942862A1 |

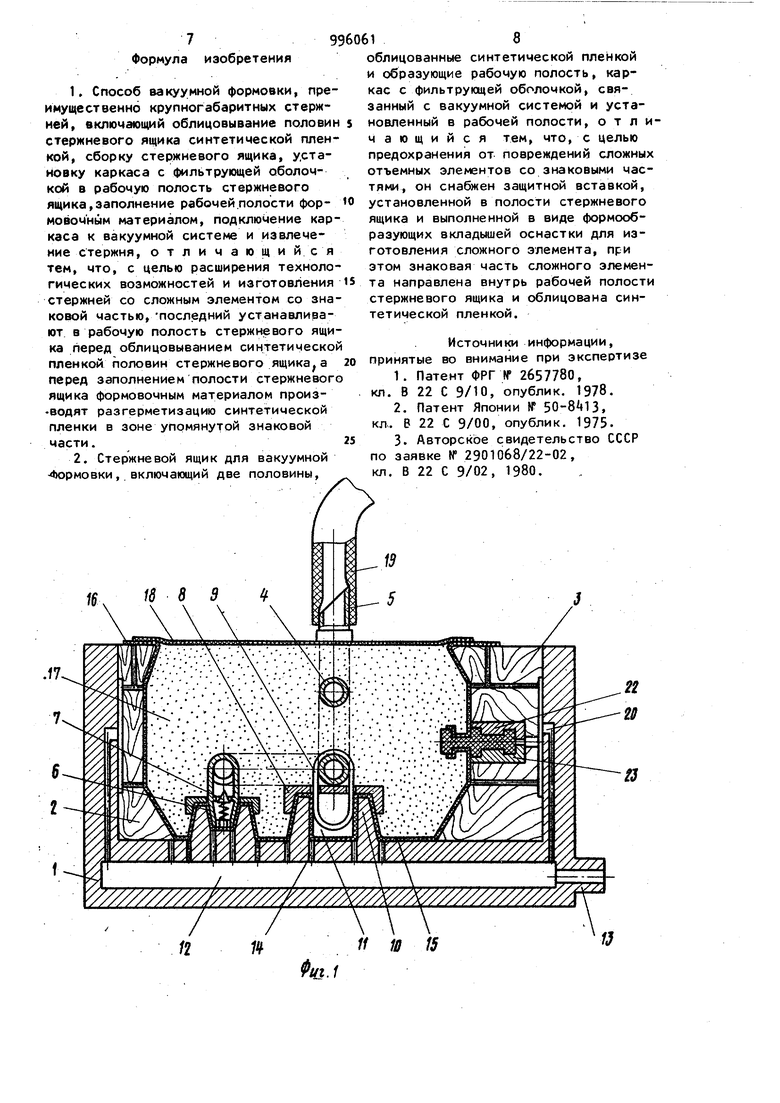
: ..;;, 1 ; Изобретение относится к литейнон| производству и может быть использовано для изготовления вакуумной фор мовкой преимущественно крупногабаритных литейных стержней со сложными элементами, подключаемых к вакуумной системе через литейную форму. Известен способ изготовления стер ней вакуумной формовкой и оснастка содержащая каркас из перфорированной трубки l . Известен способ изготовления литейных стержней и оснастка, содержащая каркас из перфорированной трубки 2. Недостатками известных способов изготовления стержней вакуумной формовкой являются ограниченные техноло гическиё возможности поскольку не все крупногабаритные стержни могут быть облицованы синтетической ,невозможность изготовления стерж; ней со сложными элементами. Наиболее близким к изобретению ло; технической сущности и достигаемому , результату является оснастка для вакуумной формовки, преимущественно крупногабаритных литейных стержней, включа)6щая две половины, облицованные синтетической пленкой и.образующие раоочую полосТь, каркас с фильтрующей оболочкой, связанный с вакуумной системой и установленный в рабочей полости З. Известен способ вакуумной формовки, включающий облицовывание половин стержневого ящика бинтетической пленкой, сборку стержневого ящика, установку каркаса с фильтрующей оболочкой в рабочую полость стержневого ящика, заполнение рабочей полосТи формовочным материалом, подключение каркаса к вакуумной, систейе и извлечение стержня 3. Цель изобретения -расширение технологических возможностей, изготовление стержней со сложным элементом со знаковой частью и предохранение их от повреждений. Поставленная цель достигается тем, что согласно способу вакуумной формовки, включающему облицовывание поЛовин стержневого ящика, установку каркаса с фильтрующей оболочкой в рабочую полость стержневого ящика, заполнение рабочей полости формовочным материалом, подключение каркаса к вакуумной системе и извлечение стержня, сложный элемент со знаковой частью устанавливают в рабочую полость стерж невого ящика перед облицовыванием синтетической пленкой, половин стержневого ящика,-а перед заполнением полости стержневого ящика формовоч ным материалом производят разгерметизацию синтетической плавки в зоне упомянутой знаковой части. 1 Стержневой ящик, включ аощий две половины, облицованные синтетической пленкой и образующие рабочую полость каркас с фильтрующей оболочкой, связанной с вакуумной системой и ycieaновленный в рабочей полости, снабжен защитной вставкой, установленной в. полости стержневого ящика и выполненного в виде формообразующих вкла.. дышеи оснастки для изготовления слож ного элемента, при этом знаковая часть сложного элемента направлена внутрь рабочей полости стержневого ящика и облицовка синтетической плен кой. На фиг. 1 изображен стержневой ящик для вакуумной формовки; на фиг. знаковая часть сложного элемента, об лицованная синтетической пленкой; на фиг. 3 литейная форма и крупногабаритный стержень перед сборкой. Оснаст.ка для вакуумной формовки, преимущественно крупногабаритных стержней со сложными элементами, под ключаемых к источнику вакуума через литейную форму, содержит модельную плиту 1, с формообразующими элементами 2 и 3, каркас из перфорированной трубки с патрубком 5, срезанным под острым углом к оси патрубка и вакуумным штуцером 6 с обратным клапаном 7 на противоположной от пат рубка 5 стороне каркаса, захват в ви де крышки 8 с серьгой 9, охватывающей каркас, при этом модельная плита 1 выполнена с кольцевой бобышкой 10, оформляющей впадину 11 в стержне. Кроме того, в модельной плите 1 имеется герметичная полость 12, ко-, торая при помощи патрубка 13 подключается к источнику вакуума или сообщается с атмосферой, при этом no-i лость 12 связана через отсасывающие отверстия k с оформляющей поверхностью, облицованной синтетической пленкой 15 с отогнутым краем 16. Стержень изготавливается из сухого формовочного материала 17, без связующего и изолирован от окружающей атмосферы при помощи синтетической пленки 18, перекрывающей край 16. Для подключения стержня к вакуумной системе служит гибкий вакуумпровод 19. Для сообщения формообразующих элементов 2 и 3 с вакуумной системой служит канал 20. Для предохранения сложного лемента 21 от повреждений имеется формообразующие вкладыши 22 и 23, которые являются частями оснастки (не показаны) для изготовления сложного элемента с использованием связующего. Сложный элемент 21 имеет знаковую часть 2(фиг.2), цилиндрической формы. Она может быть выполнена также в сечении в виде квадрата с обниженной цилиндрической шейкой. Участок синтетической пленки 25 предназначен для разгерметизации (, путем накалывания отверстий или путем его удаления) и подключения сложного элемента к вакуумной системе через сухой формовочный материал 17. На фиг. 3 показана литейная форма из сухого формовочного материала 26 в опоке 27 с фильтрующей оболочкой 28 и патрубком 29 для подключения к вакуумной системе (не показана), герметизирующим элементом 30, синтетической пленкой 31, со стаканом 32 из газопроницаемого пористого материала, установленного при формовке. Стержень связан с гаком 33 грузопЬдъемного устройства при помощи разрезного кольца 3 со скосом 35. Рабочая полость 36 показана перед установкой в нее стержня, имеющего по крайней мере, один сложный элемент.. , Предложенная оснастка может быть использована для индивидуального и мелкосерийного производства, поскольку сложные элементы изготовлены с применением связующего, что приводит все же к загрязнению основной массы
сухого формовочного материала формы, изменению теплофизических свойств формы.
Изготовление крупногабаритного стержня со сложными элементами в стержневом ящике, реализующем предложенный способ, осуществляется следующим образом.
На модельную плиту 1 устанавливаются сменные формообразующие элементы 2 и 3, выполненные, например из дерева, которые облицовываются вместе с модельной плитой нагретой термопластичной синтетической плейкой 15 с отогнутыми краями 16 при подключении патрубка 13 и полости 12 к вакуумной системе. Сложный элемент 21, изготовленный в отдельной оснастке (не показано), например из жидкостекольной смеси или с использованием связующего ПК-ЮЛ, вместе с формообразующими вкладышами 22 и 23 после извлечения из оснастки устанавливаются в кармане полости стержневого ящика перед облицовыванием формообразующих элементов 2 и 3 синтетической пленкой 15, которая плотно охватывает знаковую часть 2 (фиг.2). Затем на синтетическую пленку наносится противопригарная краска, а внутрь стержневого .чщика устанавливается каркас J( с крышкой 8 и серьгой 9, которая входит внутрь кольцевой бобышки 10, (| 1КО4рующей крышку. 8 с серьгой 9 во впадине 11, при этом вакуумный штуцер 6 также устанавливается в соответствукицей впадине модельной плиты 1. Участок синтетической пленки 25 знаковой части i разгерметизируют путем накаливания отверстий или удаления пленки. После подачи и уплотнения сухого формовочного материала 17, наложения синтетической пленки 18, на патрубок 5 задевается гибкий вакуумпровод 19. который подключается к вакуумной системе (не показана), при этом патрубок 13 отключается от вакуу ой системы и сообщается с атмосферой.
-. После этого синтетическая пленка 18 приваривается путем ее нагревания по периметру к отогнутому краю 1б, образуя герметичньм шов. После кантования стерикневого ящика с.тержень извлекается вместе с формообразующими . элементами 2 и 3, которые легко отделяются. После этого формообразующие вкладыши 22 и 23, предохраняющие от повреждения при формовке сложный
элемент 21, удаляются. Затем к вакуумному штуцеру 6 после удаления путем срезания с торца синтетической пленки подключается второй гибкий вакуумпровод 19, связанный также с вакуумной системой. Стержень навешивается на гак 33 при помощи разрезного кольца 3 с косым срезом, прорезающим синтетическую пленку в зоне серьги. Только после этого гибкий вакуумпровод 19 отсоединяется от патрубка 5 и стержень со сложным элеиентом 21 устанавливается в литейную форму. Наличие открытого патрубка 5 сообщенного с атмосферой, хотя и приводит к некоторому увеличению натекания в полость стержня, но позволяет сохранить конфигурацию и размеры в период установки стержня в литейную форму. При опускании стержня вниз, патрубок 5 входит в стакан 32, (пленка прорывается при облицовке) ключая стержень к вакуумной системе через литейную форму, при этом знаковая часть фиксирует стержень в литейной форме. После этого гибкий вакуумпровод 19 отключается от источника вакуума, при этом обратный клапан 7 закрывается, а гибкий вакуумпровод 19 легко снимается с вакуумного штуцера 6.
После сборки литейной формы (верхняя половина не показана) производится заливка. Затем литейная форма и стержень отключается от вакуумной системы и сообщаются с атмосферой, отливка легкб отделяется от формовочного материала, каркас извлекается. После обдувки стержневой ящик, опока, и каркас готовы для повторного использования.
Предложенный способ вакуумной формовки и стержневой ящик для его реализации обеспечивают: расширяют технологические возможности и изготовление стержней со сложными,элементами, точно фиксируют сложные элементы стержня в любом положении, т.е. не только сборку или внизу, но и сверху,
снижают расход связующего для изготовления сложных элементов, поскольку не требуется удлиненной знаковой части, а точное фиксирование и надежное закрепление в любом положении - путем укороченной знаковой части сложного элемента. Формула изобретения 1,Способ вакуумной формовки, преимущественно крупногабаритных стержней, включающий облицовывание половин стержневого ящика синтетической пленкой, сборку стержневого ящика, установку каркаса с фильтрующей оболочкой в рабочую полость стержневого ящика, заполнение рабочей .полости формовочным материалом, подключение каркаса к вакуумной системе и извлечение стержня, отличающи и с я тем, что, с целью расширения технологических возможностей и изготовления стержней со сложным элементом со зна ковой частью, последний устанавливают в рабочую полость стержневого ящи ка перед облицовыванием синтетическо пленкой половин стержневого ящика а перед заполнением полости стержневого ящика формовочным материалом производят разгерметизацию синтетической пленки в зоне упомянутой знаковой части. 2.Стержневой ящик для вакуумной -Формовки, включающий две половины. облицованные синтетической пленкой и образующие рабочую полость, каркас с фильтрующей оболочкой, связанный с вакуумной системой и установленный в рабочей полости, отличающийся тем, что, с целью предохранения от повреждений сложных отъемных элементов со знаковыми частями, он снабжен защитной вставкой, установленной в полости стержневого ящика и выполненной в виде формообразующих вкладышей оснастки для изготовления сложного элемента, при этом знаковая часть сложного элемента направлена внутрь рабочей полости стержневого ящика и облицована синтетической пленкой. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ If 2657780, кл. В 22 С 9/10, опублик. 1978. 2.Патент Японии № , кл. В 22 С 9/00, опублик, 1975. 3.Авторское свидетельство СССР по заявке № 2901068/22-02, кл. В 22 С 9/02, 1980.
