Изобретение относится к пайке, в частности к составу припоя для пайки твердых сплавов и других инструментальных материалов при производстве составного инструмента.
Цель изобретения - повышение эксплуатационной стойкости инструмента за счет предотвращения испарения компонентов припоя при термовакуумной обработке после пайки. Припой имеет следующий состав, мас.%:
Марганец20-30,5
Никель5,0-8,0
Железо1,0-8,0
Хром .1 ,0-6,0
Кремний0,2-1,0
. .Кальций.0,2-1,0
Титан0,05-5,0
МедьОстальное
Введение в состав припоя элементов Si и Са, их совместное активное взаимодействие с другими элементами припоя (Сг, Fe, Мп) и паяемыми материалами приводят к повышению самофлюсующих свойств припоя, а следовательно, к повышению прочности паяных соединений при заданных температурах пайки. А добавка титана повышает адгезионные свойства припоя при пайке ; трудносмачиваемых материалов.
При введении дополнительных компонентов в припой в количестве, меньшем нижней границы их содержания.в новом припое, действие этих компонентов
СП
11 Ю
3 isi
не оказывает существенного влияния на процесс пайки и свойства паяных соединений.
При введении же дополнительных компонентов в количестве, большем верхнего предела содержания в новом припое, они оказывают отрицательное влияние на паяные соединения, создавая в твердосплавных элементах высо- кий уровень остаточных напряжений, приводящий к их разрушению по основному материалу при испытаниях образцов и эксплуатации инструмента, а также повышают температуру плавления припоя.
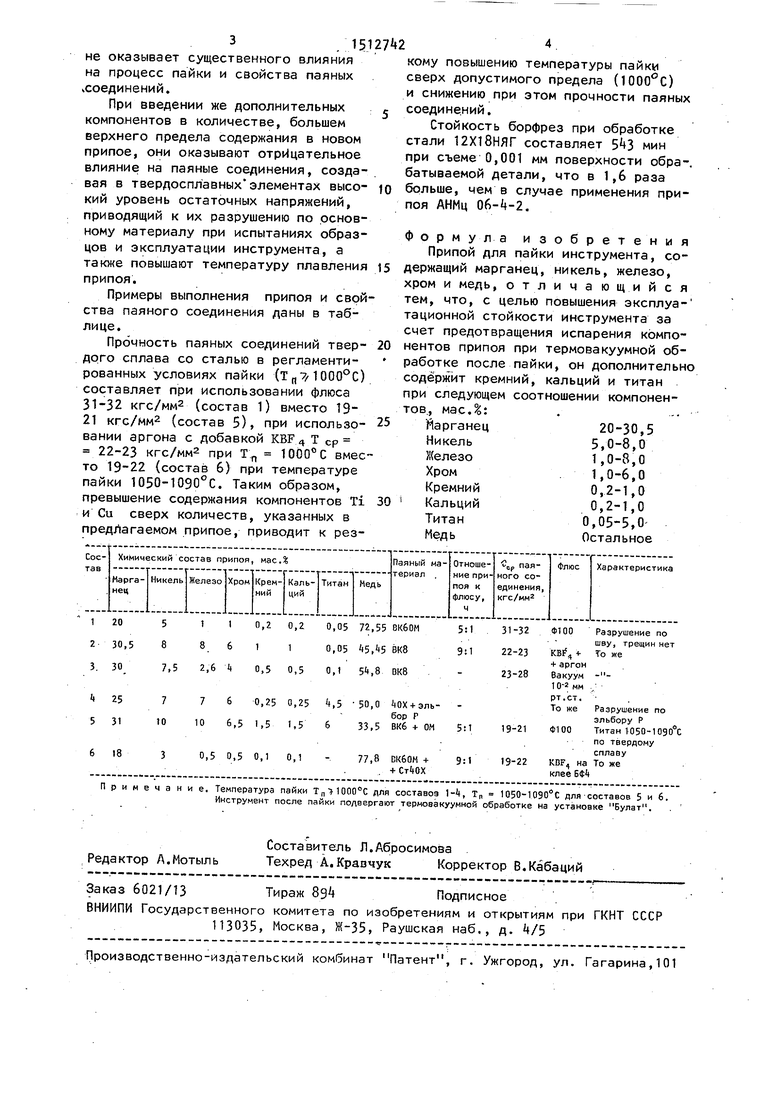
Примеры выполнения припоя и свойства паяного соединения даны в таблице.
Прочность паяных соединений твер- дрго сплава со сталью в регламенти- рованных условиях пайки (1 7/lOOO C) составляет при использовании флюса 31-32 кгс/мм2 (состав 1) вместо 19 21 кгс/мм (состав 5), при использо- вании аргона с добавкой KBF Т ср 22-23 КГС/ММ2 при Т, 1000° С вместо 19-22 (состав 6) при температуре пайки 1050-1090°С. Таким образом, превышение содержания компонентов Ti и Си сверх количеств, указанных в предлагаемом припое, приводит к резкому повышению температуры пайки сверх допустимого предела () и снижению при этом прочности паяных соединений.
Стойкость борфрез при обработке стали 12Х18НЯГ составляет мин при съеме 0,001 мм поверхности обрабатываемой детали, что в 1,6 раза больше, чем в случае применения припоя АНМц 06-4-2.
Формула изобретения Припой для пайки инструмента, содержащий марганец, никель, железо, хром и медь, отличающийся тем, что, с целью повышения эксплуатационной стойкости инструмента за счет предотвращения испарения компонентов припоя при термовакуумной обработке после пайки, он дополнительн содержит кремний, кальций и титан при следующем соотношении компонентов., мас.%:
Йарганец20-30,5
Никель5,0-8,0
Железо1,0-8,0
Хром1,0-6,0
Кремний0,2-1,0
Кальций0,2-1,0
Титан0,05-5,0МедьОстальное
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙ НА ОСНОВЕ МЕДИ | 2004 |
|
RU2273556C1 |
| Припой для пайки вакуумных систем | 1987 |
|
SU1512741A1 |
| Припой для низкотемпературной пайки | 1987 |
|
SU1479250A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2585598C1 |
| Припой для пайки алюминия и его сплавов | 2016 |
|
RU2622477C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2584357C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ИНСТРУМЕНТА | 1992 |
|
RU2076795C1 |
| ТЕПЛОНОСИТЕЛЬ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ПОГРУЖЕНИЕМ | 2003 |
|
RU2254217C2 |
| ФЛЮС ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНОГО ПРИПОЯ НА ПОВЕРХНОСТЬ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2262430C1 |
| ПРИПОЙ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2002 |
|
RU2219030C1 |
Изобретение относится к пайке, в частности к составам припоя для пайки твердых сплавов и других материалов при производстве составного инструмента. Цель изобретения - повышение эксплуатационной стойкости инструмента за счет предотвращения испарения компонентов припоя при термовакуумной обработке после пайки. Припой имеет следующий состав, мас.%:марганец 20-30,5
никель 5-8
железо 1-8
хром 1-6
кремний 0,2-1,0
кальций 0,2-1,0
титан 0,05-5,0
медь остальное. Температура пайки 1000°С. Инструмент после пайки подвергается термовакуумной обработке. При этом прочность паяного соединения на срез в зависимости от используемого флюса составляет 31-32 кгс/мм2 (Ф 100), 22-23 кгс/мм2(KBF4+аргон), 23-28 кгс/мм2(вакуум 10-2 мм рт.ст). Разрушение происходит по шву без трещин. Стойкость борфрез при обработке стали 12Х18Н9Т составляет 543 мин при съеме 0,001 мм поверхности обрабатываемой детали. 1 табл.
| 0 |
|
SU271275A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
