Изобретение относится к области переработки полимерных материалов, может быть использовано в литьевых пресс-формах со сменными рабочими модулями и является усовершенствованием изобретения по авт. св. № 1426817.
Цель изобретения - повышение качества изделий.
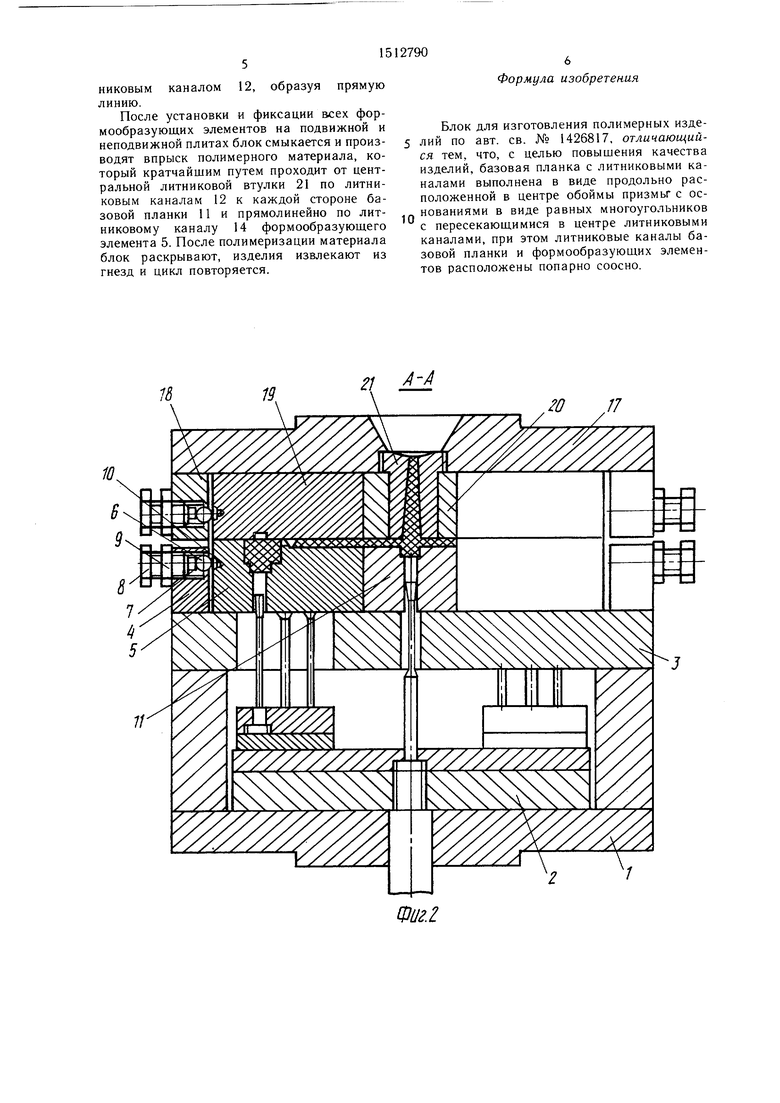
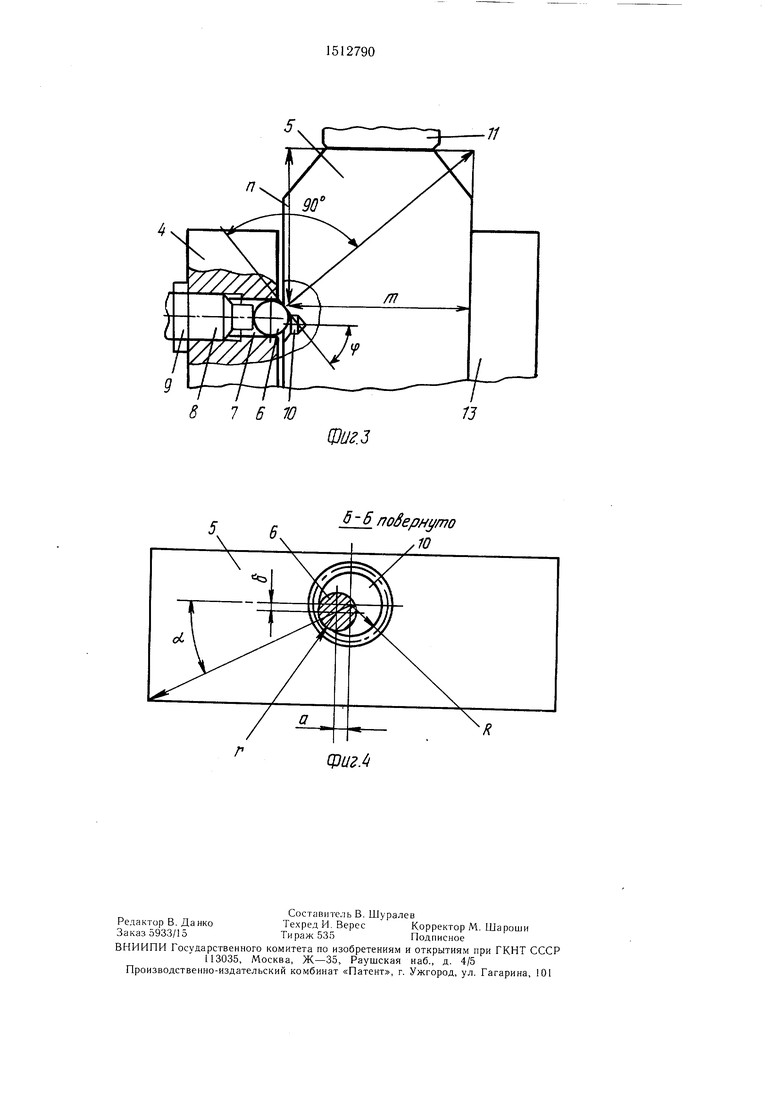
На фиг. 1 изображен блок для изготовления полимерных изделий, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема фиксации формообразующего элемента; на фиг. 4 - разрез Б-Б на фиг. 1.
Блок для изготовления полимерных изделий содержит основание 1, плиты выталкивателей 2, опорную плиту 3, на которой закреплена сборная обойма 4 и формообразующие элементы 5, закрепленные посредством фиксаторов, каждый из которых выполнен в виде шарика 6, размешенного в отверстии 7 обоймы 4 с возможностью продольного в нем перемещения. В шарик 6 упирается винт 8, на котором установлена контргайка 9.
На боковой поверхности формообразующего элемента 5 выполнено отверстие 10 с фаской, взаимодействующей с шариком 6.
Ось отверстия 10 смещена относительно оси отверстия 7 по горизонтали и вертикали от соответствующих базовых поверхностей: от основной базовой поверхности по горизонтали на величину а, по вертикали от основания на величину б. Величина смещения по горизонтали а при поджатом к базовым поверхностям формообразующем элементе 6 больше величины перемещения /г (фиг. 1) формообразующего элемента при его поджатии, но меньше радиуса щари- ка 6.
Сборная обойма 4 содержит продольно расположенную в центре планку 11 с литниковыми каналами 12 и дополнительные базовые планки 13. Базовая планка 11 выполнена в виде призмы с основаниями в виде равных многоугольников (в конкретном примере исполнения - квадраты). Каждая сторона базовой планки 11 является основной базовой поверхностью, к которой поджимается соответствующий формообразующий элемент 5. Литниковые каналы 12 пересекаются в центре базовой планки 11, и при этом литниковые каналы базовой планки и формообразующих элементов расположены попарно соосно.
Каждая сторона базовой планки 11 меньше ширины формообразующего элемента 5, а в последнем по углам со стороны, стыкуемой с базовой планкой 11, выполнены выборки - скосы 15.
Базовая планка 11 в виде квадрата развернута на угол, равный 45°, относительно центральных осей 16 в плоскости разъема пресс-формы.
0
5
0
5
0
5
0
5
0
На неподвижной литниковой плите 17 установлена сборная обойма 18 с закрепленными аналогичным образом формообразующими элементами - пуансонами 19, между которыми размещена базовая планка 20, в которой размещена литниковая втулка 21.
Для создания оптимальных условий фиксации формообразующего элемента 5 и пуансона 19 величину смещений а, б в формообразующем элементе выбирают таким образом, чтобы линия, проведенная через центр отверстия в формообразующем элементе и через центр шарика в плоскости сечения, проходяшей через точку касания шарика и фаски параллельно вспомогательной базовой поверхности, была направлена в угол а, образованный плоскостью основания и основной базовой поверхностью (фиг. 4).
Тогда величина смещения а в горизонтальной плоскости равна /R-r/-cosa, а величина смешения б в вертикальной плоскости равна /R-r/-sina., где R - радиус окружности фаски, а г - радиус шарика в плоскости сечения, проходящей через точку касания параллельно вспомогательной базовой плоскости. Радиус окружности касания шарика на фаске задается.
Угол наклона ф фаски (фиг. 3) выбран таким образом, что перпендикуляр, опущенный на линию фаски в точке касания фаски с шариком, направлен в угол, составленный основной и вспомогательной базовыми поверхностями.
Из фиг. 3 видно, что , отсюда (f arctgm/n, где т - расстояние от точки касания шарика с фаской отверстия до вспомогательной базовой поверхности, an - расстояние от той же точки до основной базовой поверхности в плоскости сечения, проходящей через точку касания параллельно плоскости основания.
Блок для изготовления полимерных изделий работает следующим образом.
При наладке блока отворачивают винты 8, освобождают щарик 6. Затем вставляют формообразующие элементы 5 и пуансон 19, который при затягивании винтов 8 и взаимодействии с шариком 6 поджимается соответственно к основной и вспомогательной базовой поверхностям: базовым планкам 11, 13 и 20, а также к основаниям опорной 3 и литниковой 17 плит.
При этом шарик 6 воздействует на фаску отверстий 10 и перемещает формообразующий элемент 5 (аналогично и пуансон 19) и прижимает его к указанным трем плоскостям.
После затягивания винтов 8 затягивают контргайки 9. Таким образом, устанавливают и фиксируют все формообразующие элементы в блоке. Литниковый канал 14 формообразующего элемента 5 стыкуется с литниковым каналом 12, образуя прямую линию.
После установки и фиксации всех формообразующих элемеитов на подвижной и неподвижной плитах блок смыкается и производят впрыск полимерного материала, который кратчайшим путем проходит от центральной литниковой втулки 21 по литниковым каналам 12 к каждой стороне базовой планки 11 и прямолинейно по литниковому каналу 14 формообразующего элемента 5. После полимеризации материала блок раскрывают, изделия извлекают из гнезд и цикл повторяется.
Формула изобретения
Блок для изготовления полимерных изде- ЛИЙ по авт. св. № 1426817, отличающийся тем, что, с целью повышения качества изделий, базовая планка с литниковыми каналами выполнена в виде продольно расположенной в центре обоймы призмы с ос- нованиями в виде равных многоугольников с пересекающимися в центре литниковыми каналами, при этом литниковые каналы базовой планки и формообразующих элементов расположены попарно соосно.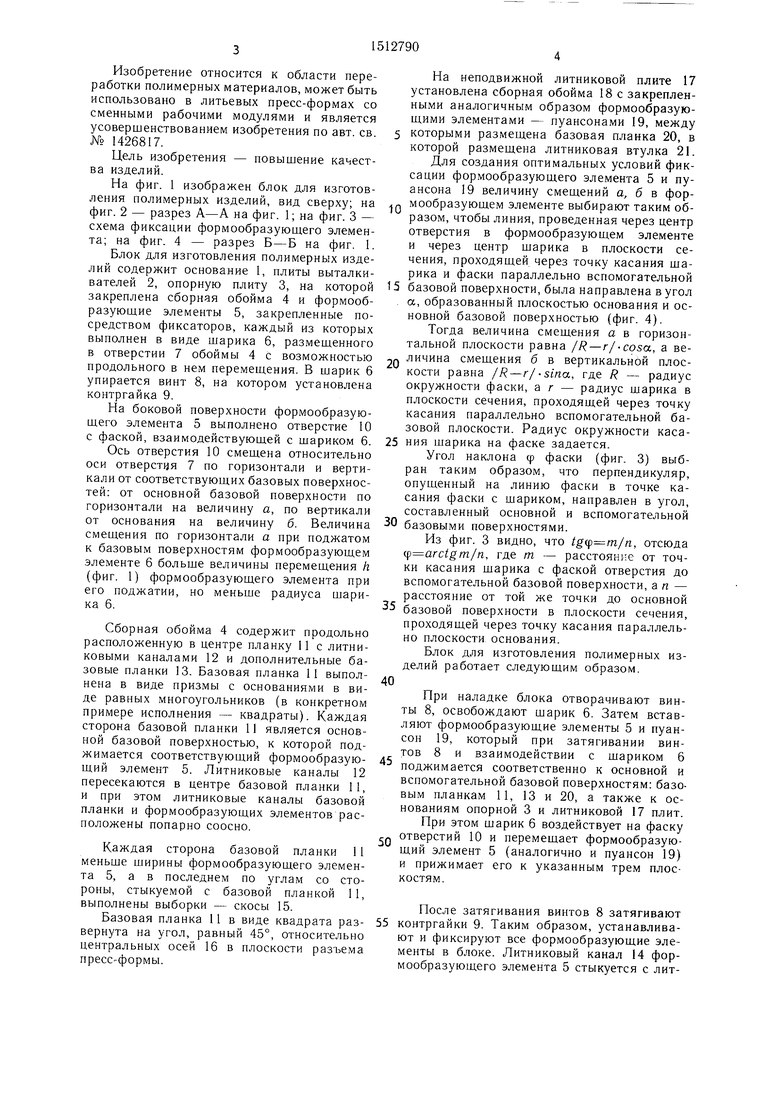
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок для изготовления полимерных изделий | 1987 |
|
SU1426817A1 |
| Универсальный блок для пресс-форм для изготовления полимерных изделий | 1981 |
|
SU994271A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 1991 |
|
RU2040360C1 |
| Форма для изготовления изделий из полимерных материалов | 1988 |
|
SU1525011A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942995A1 |
| Пресс-форма для литья под давлением сетчатых изделий трубчатой формы из термопластов | 1986 |
|
SU1426818A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2299809C2 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОДДОНОВ И ПОДДОНЫ, ИЗГОТАВЛИВАЕМЫЕ ПОСРЕДСТВОМ ЛИТЬЕВОЙ ПРЕСС-ФОРМЫ | 2023 |
|
RU2810812C1 |
Изобретение относится к литьевым блокам для переработки полимерных материалов. Цель изобретения - повышение качества изделий. Для этого базовая планка 11 с литниковыми каналами в виде продольно расположенной в центре обоймы 4 призмы с основаниями в виде равных многоугольников с пересекающимися в центре литниковыми каналами, при этом литниковые каналы базовой планки 11 и формообразующих элементов 5 расположены попарно соосно. Таким образом, обеспечивается возможность оптимального расположения в обойме оформляющих элементов с литниковыми каналами минимальной протяженности, что способствует повышению качества изделий. 4 ил.
/7
Ф1/г.1
сриг.
б-б побернут О
10
R
| Блок для изготовления полимерных изделий | 1987 |
|
SU1426817A1 |
| Солесос | 1922 |
|
SU29A1 |
