Изобретение относится к переработке полимерных материалов и может быть использовано в технологической оснастке, в частности в пресс-формах со сменными рабочими модулями.
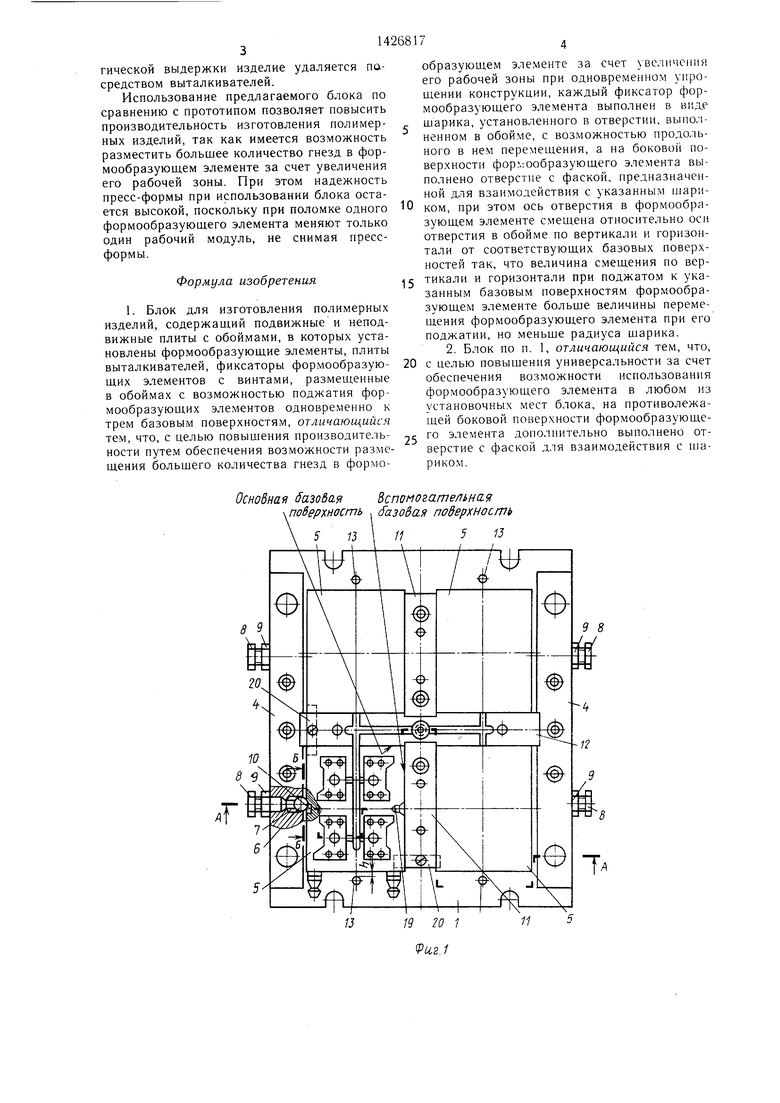
Цель изобретения повышение производительности путем обеспечения возможности размещения большего количества гнезд в формообразующем элементе за счет увеличения его рабочей зоны при одновременном упрощении конструкции блока, по- вышение универсальности. ; На фиг. 1 изображен блок для изготовления полимерных изделий, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема прижима формообразующего элемен- та шариком, вид в плане; на фиг. 4 - то же, вид в аксонометрии; на фиг. 5 - разрез Б-Б На фиг. 2, повернуто.
Блок для изготовления полимерных изделий содержит подвижную часть; основание 1, плиты выталкивателей 2, опорную плиту 3, на которой закреплена, сборная обой- ;ма 4 и формообразующие элементы-матри- |Цы 5 посредством фиксаторов, каждый из {которых выполнен в виде щарика 6, размещенного в отверстии 7 обоймы 4 с возмож- :ностью продольного в нем перемещения. iB щарик 6 упирается винт 8, на котором уста- ;новлена контргайка 9.
На боковой поверхности формообразую- ;щего элемента 5 выполнено отверстие 10 с фаской, взаимодействующей с шариком 6. Ось отверстия 10 смещена относительно оси отверстия 7 по горизонтали и вертикали от соответствующих базовых поверхностей: от основной базовой поверхности по горизонтали - на величину а; по вертикали от основания - на величину б. Величина смейте- кия а по горизонтали при поджатом к базовым поверхностям формообразующем элементе 5 больше величины перемещения п (фиг. 1) формообразующего элемента при его поджатии, но меньше радиуса щарика 6.
Между формообразующими элементами 5 размещены базовые планки 1 и 12, являющиеся частью сборной обоймы 4. Цля предварительной установки формообразующих элементов 5 опорная плита 3 снабжена упорами 13.
На неподвижной литниковой плите 14 установлена сборная обойма 15 с закрепленными аналогичным об)азом формообразующими элементами - пуансонами 1G, между которыми размещена базовая планка 17. В последней размещена литниковая втулка 18.
Для использования формообразующего элемента 5 в любом из четырех установочных мест блока (и аналогично формообразую це- го элемента 16), на противоположной боко- вой поверхности формообразующего элемента 5 дополнительно выполнено отверстие 19 с фаской для взаимодействия с шариком 6.
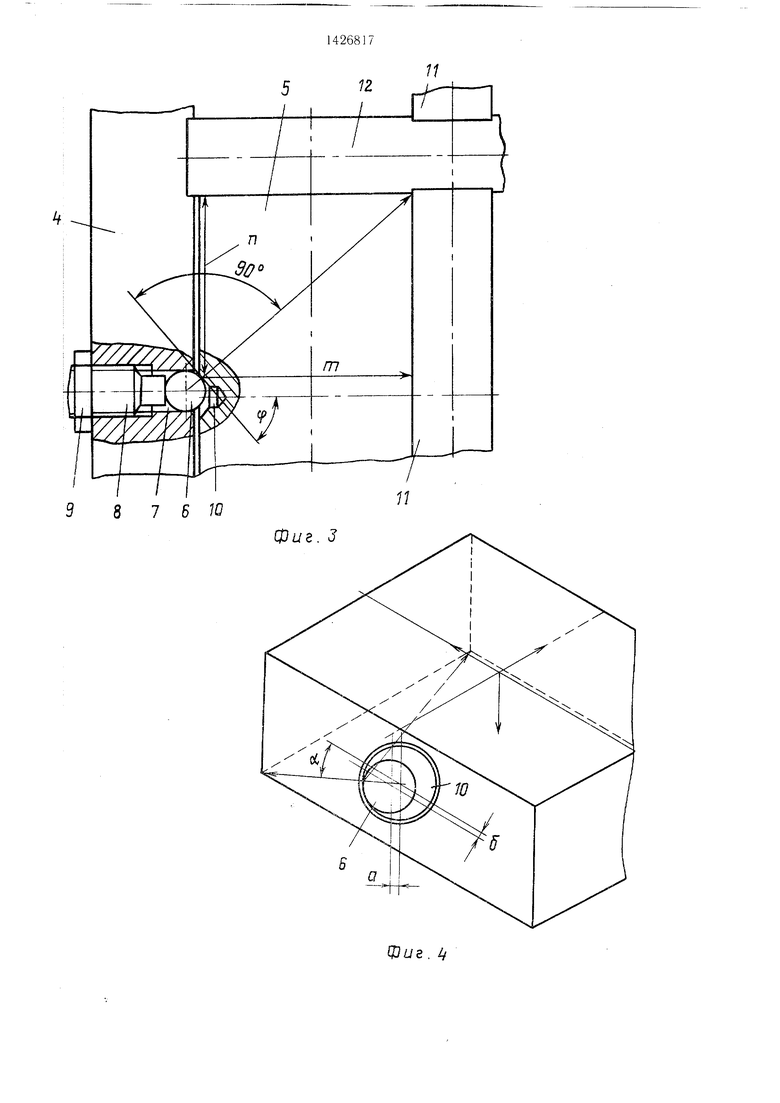
Для создания оптимальных условий под- жатия и зажима формообразующего элемента (матрицы 5 и пуансона 16) величину смещений а, б в формообразующем элементе выбирают таким образом, что линия, проведенная через центр отверстия в формообразующем элементе и через центр щарика в плоскости сечения, проходящей через точку касания щарика и фаски параллельно вспомогательной базовой поверхности, направлена в угол, образованный плоскостью основания и основной базовой поверхностью - угол а (фиг. 4 и 5).
Тогда величина с.мещения а в горизонтальной плоскости равна (R-r)-cosa, а ве- ;1ичина смещения б в вертикальной плоскости равна ()-sina, где R - радиус окружности фаски иг - радиус щарика в плоскости сечения, проходящей через точку касания параллельно вспомогательной базовой плоскости. Радиус окружности касания щарика на фаске задается.
Угол наклона ф фаски (фиг. 3) выбран таким образом, что перпендикуляр, опущенный па линию фаски в точке касания фаски с шариком,направлен в угол, составленный основной и вспомогательной базовыми поверхностями.
Из фиг. 3 видно, что tgtp- -, Ф aгctg-,
где т -расстояние отточки касания шарика с фаской отверстия до вспомогательной базовой поверхности; п - расстояние от той же точки до основной базовой поверхности в плоскости сечения, проходящей через точку касания параллельно плоскости основания.
При использовании блока для крупносерийного и массового производства устанавливают дополнительные страхующие прижимы 20, которые после окончательной фиксации формообразующих элементов 5 и 16 прижимают их к основанию (к опорной плите). Как правило, формообразующие элементы крепят попарно.
Блок для изготовления полимерных изделий работает следующим образом.
Для переналадки блока отворачивают винты 8, освобождают щарик 6. Затем вставляют формообразующие элементы - матрицу 5 и пуансон 16, которые при затягивании винтов 8 и взаимодействии с шариками 6 поджимаются соответственно к базовым лланкам 11, 12 и 17 и основаниям опорной 3 и литниковой 14 плит. При этом щарик 6 воздействует на фаску отверстия 10, перемещает формообразующий элемент 5 (аналогично и формообразующий элемент 16) и прижимает его к указанным трем плоскостям. После затягивания винтов 8 затягивают контргайки 9.
После закрепления формообразующих элементов 5 и 16 блок смыкается. При этом производят впрыск полимерного материала через литниковую втулку 18. После технолоОсновная Чазова}} Вспомогате/ на.
побермость fasoS/an подерхность
5 15
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок для изготовления полимерных изделий | 1988 |
|
SU1512790A2 |
| Универсальный блок для пресс-форм для изготовления полимерных изделий | 1981 |
|
SU994271A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2299809C2 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Литьевая форма для изготовления полимерных изделий | 1978 |
|
SU713689A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий | 1978 |
|
SU766872A1 |

Изобретение относится к области переработки полимерных материалов. Целью изобретения является повышение производительности труда. Блок содержит подвижную часть: основание 1, плиты выталкивателей 2, опорную плиту 3, на которой закреплены сборная обойма 4 и формообразующие элементы-матрицы 5, и неподвижную часть: литниковую плиту 17 со сборной обоймой 15 и формообразующие элементы - пуансоны 16. Формообразующие элементы закреплены в обоймах 4 и 5 посредством фиксаторов. При переналадке блока отвинчивают винты 8, освобождая щарик 6, вставляют формообразующие элементы - матрицу 5 и пуансон 16, которые при затягивании винтов 8 и взаимодействии с шариками 6 поджимаются соответственно к базовым планкам II, 12 и 17 и основаниям опорной 3 и литниковой 14 плит. При этом шарик 6 взаимодействует на фаску отверстия 10, перемещает матрицу 5 и прижимает его к планкам 11, 12 и 17. Затем производят смыкание блока и впрыск полимерного материала через литниковую втулку 18. После технологической выдержки изделие удаляется из блока. 1 з.п. ф-лы, 5 ил. А-А S сл 4: INS Oi 00
Фиг. ii
5-5 подернуто
Фиг.5
| Универсальный блок для пресс-форм для изготовления полимерных изделий | 1981 |
|
SU994271A1 |
| Солесос | 1922 |
|
SU29A1 |
