Изобретение относится к смазкам на водной основе, которые используются для процессов холодной прокатки металлов.
Целью изобретения является повышение антифрикционных свойств и качества обработанной поверхности.
Для приготовления смазки используют привитой сополимеризат полиметил- метакрилата с лигносульфонатом, полиэтилен мол.м. 1500-2000, синтетические жирные кислоты (СЖК) фракции триэтаноламин, окисленный лигносуль- фонат натрия и алкилбензолсульфонат натрия (сульфонол ИП-3).
Для приготовления смазки в водный раствор окисленного лигносульфоната натрия вводят дисперсию привитого
сополимеризата полиметилметакрилата с лигносульфонатом, триэтаноламин, сульфонол НП-3. Полученную смесь нагревают при перемешивании до 70-75°С и затем вводят СЖК фракции , полиэтилен мол.м. 1500-2000, после чего в смесь добавляют воду и три перемешивании охлаждают до комнатной температуры.
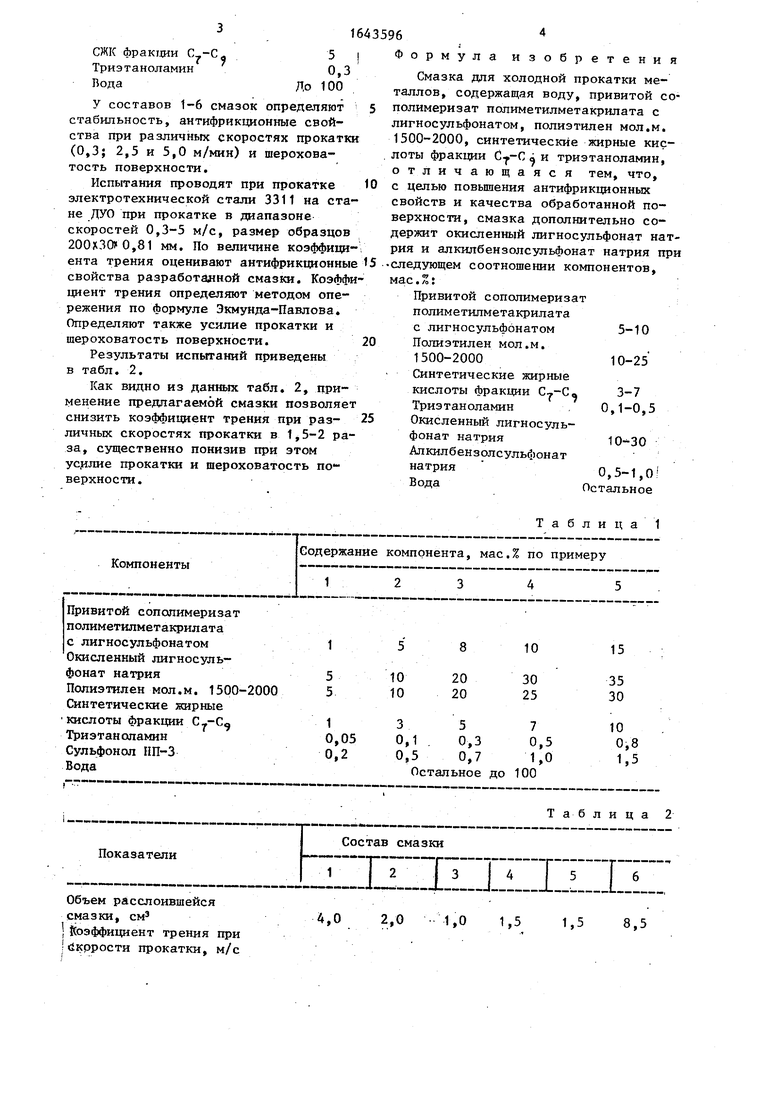
Составы смазок приведены в табл.1.
Для сравнения приготовлен состав известной смазки (состав 6), содержащий, мас.%:
Привитой сополимеризат
полиметилметакрилата
с лигносульфонатом8
Лигносульфонат натрия 20
Полиэтилен мол.м. 1500-2000 20
С7
Ј
ОС
а
сЈ
а
СЖК фракции С -С- Триэтаноламин
5 j 0,3 ВодаДо 100
У составов 1-6 смазок определяют стабильность, антифрикционные свойства при различных скоростях прокатки (0,3; 2,5 и 5,0 м/мин) и шероховатость поверхности.
Испытания проводят при прокатке электротехнической стали 3311 на стане ДУО при прокатке в диапазоне скоростей 0,3-5 м/с, размер образцов 200ХЗО)1 0,81 мм. По величине коэффици10
Формула изобретени
Смазка для холодной прокатки металлов, содержащая воду, привитой с полимеризат полиметилметакрилата с лигносульфонатом, полиэтилен мол.м. 1500-2000, синтетические жирные кис лоты фракции С-у-С cf и триэтаноламин, отличающаяся тем, что, с целью повышения антифрикционных свойств и качества обработанной поверхности, смазка дополнительно содержит окисленный лигносульфонат на рия и алкилбензолсульфонат натрия п
ента трения оценивают антифрикционные 15 -следующем соотношении компонентов,
Формула изобретения
Смазка для холодной прокатки металлов, содержащая воду, привитой со- полимеризат полиметилметакрилата с лигносульфонатом, полиэтилен мол.м. 1500-2000, синтетические жирные кислоты фракции С-у-С cf и триэтаноламин, отличающаяся тем, что, с целью повышения антифрикционных свойств и качества обработанной поверхности, смазка дополнительно содержит окисленный лигносульфонат натрия и алкилбензолсульфонат натрия при
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной прокатки металлов | 1987 |
|
SU1513019A1 |
| Смазочно-охлаждающая жидкость для холодной прокатки металлов | 1990 |
|
SU1728295A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1710572A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1986 |
|
SU1342916A1 |
| СМАЗОЧНО-МОЮЩЕЕ ТЕХНИЧЕСКОЕ СРЕДСТВО "ЭТНАС" | 1979 |
|
RU858330C |
| Смазка для холодной обработки металлов давлением | 1989 |
|
SU1659456A1 |
| Концентрат смазки "Глэтхол" для обработки металлов давлением | 1988 |
|
SU1680766A1 |
| Смазка для холодной обработки металлов давлением | 1985 |
|
SU1315470A1 |
| ОСНОВА ТЕХНОЛОГИЧЕСКИХ СМАЗОК ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2048508C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1995 |
|
RU2103334C1 |
Изобретение относится к смазочным составам, в частности к смазке для холодной прокатки металлов. С целью повышения антифрикционных свойств и качества обработанной поверхности смазка содержит следующее соотношение компонентов, мас.%: привитой сополимеризат полиметилметакрилата с лигносульфонатом 5-10; полиэтилен мол.м. 1500-2000 10-25; синтетические жирные кислоты фракции 3-7; триэтаноламин 0,1-0,5;окисленный лигносульфонат натрия 10-30; ал килбензолсульфонат натрия 0,5-1,0; вода - остальное. Смазка позволяет снизить коэффициент трения при различных скоростях прокатки в 1,5-2 раза, существенно понизив при этом усилие прокатки и шероховатость поверхности. 2 табл. с @
свойства разработанной смазки. Коэффициент трения определяют методом опережения по формуле Экмунда-Павлова. Определяют также усилие прокатки и шероховатость поверхности.20
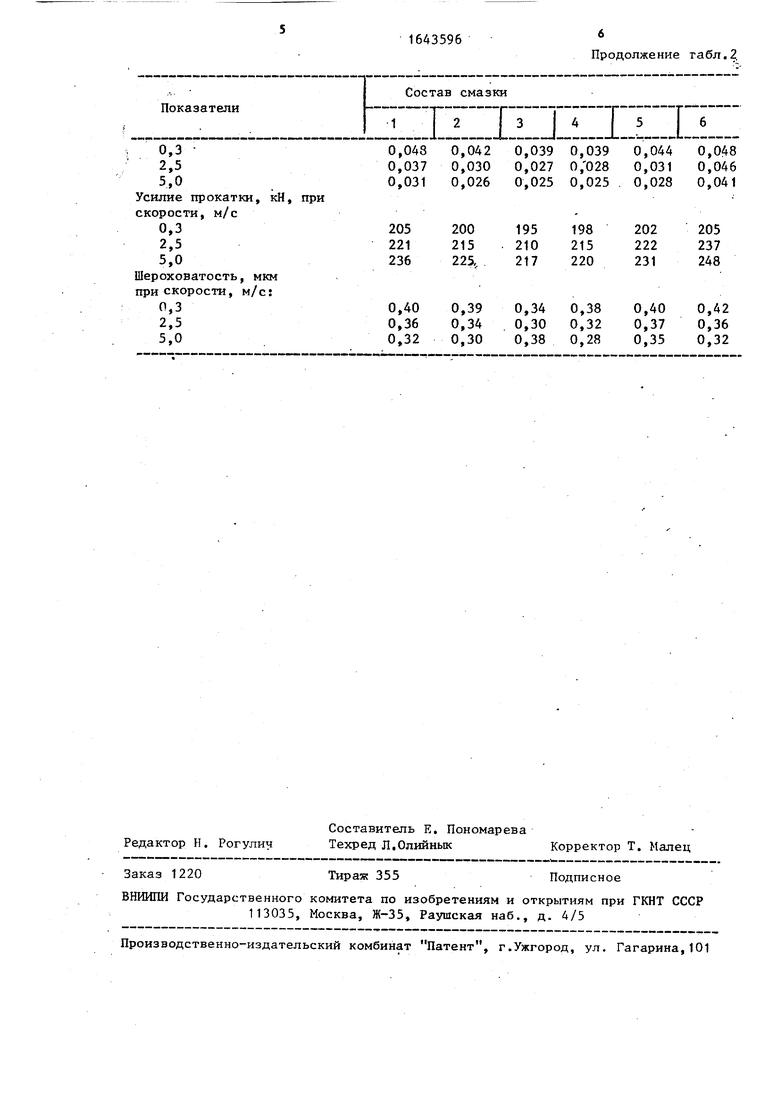
Результаты испытаний приведены в табл. 2.
Как видно из данных табл. 2, применение предлагаемой смазки позволяет снизить коэффициент трения при раз- 25 личных скоростях прокатки в 1,5-2 раза, существенно понизив при этом усилие прокатки и шероховатость поверхности.
ае.%:
Привитой сополимеризат полиметилметакрилата с лигносульфонатом5-10
Полиэтилен мол.м. 1500-200010-25
Синтетические жирные кислоты фракции
Триэтаноламин0,1-0,5
Окисленный лигносульфонат натрия10-30 Алкилбензолсульфонат натрия 0,5-1,0 Вода Остальное
Таблица 1
Таблица 2
Усилие прокатки, кН, при
скорости, м/с
0,3205 200 195 198 202 205
2,5221 215 210 215 222 237
5,0236 225, 217 220 231 248
Шероховатость, мкм
при скорости, м/с:
0,30,40 0,39 0,34 0,38 0,40 0,42
2,50,36 0,34 0,30 0,32 0,37 0,36
5,00,32 0,30 0,38 0,28 0,35 0,32
Продолжение табл.2
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1986 |
|
SU1384610A1 |
| Смазка для холодной прокатки металлов | 1987 |
|
SU1513019A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
