Изобретение относится к металлургической теплотехнике и может быть использовано в нагревательных и термических печах металлургической и машиностроительной промышленности.
Цель изобретения - экономия топлива за счет повьш1ения степени черноты футеровки.
На внутреннюю (рабочую) поверхность огнеупорной футеровки наносят покрытие, содержащее огнеупорную глину, шамотный порошок, карбид кремния, железную окалину и закись меди при следующем соотношении порошков компонентов с фракцией 0,1-0,65 мкм ъ сухой смеси, мас.%:
Карбид кремния 70-75 Железная окалина 10-14 Закись меди5-7
Шамотный порошок 5-10
Огнеупорная глина Остальное при этом отношение содержания закиси меди и железной окалины (в сухой смеси) должно составлять 0,48-0,52.
Огнеупорная глина в покрытии используется с целью повыше1П1я его сырой прочности и эластичности.
Карбид кремния применяется для по- :вышения степени черноты покрытия до значений 0,85-0,92, при этом они инвариантны в температурном диапазоне эксплуатации 1000-1300 С. Уменьшение содержания карбида кремния ниже 70 мас.% приводит к снижению степени черноты, а увеличение его содержания 75 мас.% вызывает ухудшение адгезион 1ых свойств покрытия.
twA
СП
СП
О
;1 3
Испольг и1лаи1(с : акиси ме;ги и желез iKn i сжалиим и отношении 0,Д8-(),52 обеспечипает адгс;шю покрытия и эксплуатационном диапазоне темпера- тур за счет образова1Н1я эвтектики, обволакивающей зерна карбида кремния и цемевтирующей покрытие. Уменьшение содержания закиси меди ниже 5 мас.% и железа ниже 10мас. приводит к с1П1жению термостойкости покрытия и ухудшению адгезии. При увеличении содержания закиси меди выше 7 мас.% и oKajnnibi железа выше 14 мае./о С1 ижается огнеупорность покрытия.
Шамотный порошок применяется с целью пов,и11ения адгезии и приближе- н11Я коэффиг иеита линейного расширения покрытия к коэф(1)ициенту линейно- го расш1фе1П1я шамотного огнеупора, а также повышения прочности покрытия. Уменьшение содержания шамотного порошка пи;ке 5 мас.% приводит к уве- .пичеиию хрупкости покрытия, а увели- чсние выше 10 мас.% к уменьшению черноты.
11о1срытие прпг отав;п1вают следующпм образом.
Сначала в uiapoBoii мельнпце готовя ко -1поненты покрытия с фракцией П,1- 0,5 мм. 11римене1П1е порошков исходных материалов с фракцпо; меньше 0,1 мм приводит к ухудшению условиГ приготоления покрытий и болыно11 потере ма- териалов. Использование фракции с рамерами больше 0,65 мм ведет к ухудшению перемешивания и неоднородности смеси, что, в С13ОЮ .очередь, снижает эксплуатационные cBoi CTna покры- тин. Главным образом, это относится к порошкам шамотного кирпича и желез HOi i oKajHuie.
Затем готов}гг сухую смесь указанного состава. После приготовления смесь иерс -ме1уивают в лопастной или пропеллерной мешалке вместе со связуюиу1м - 30%-ным водным раствором ;ы1дкого стекла, до дост1скенпя опре- деленно вязкости, }1еобходимо1 1 для нанесешш покрытия и предотвращения его сползания с кладки.
Покрытие наносят на существующую футеровку печей однородныь слоем 0,5-2,5 мм. ItaHeceinie слоя толщиной меньше 0,5 мм приводит к несплошиос- ти по1срь1тпя, вгзн 1кают непокрытые участки. Увеличение слоя покрытия да1П1ого сосч апа больше 2,5 мм приво 74
дит к ухудшению адгезии покрытия, его растрескиванию и скалыванию.
Для проведения испытаний покрытии на огневом стенде было приготовлено несколько составов покрытий огнупорной футеровки.
Отработку составов и оценку эффективности использования покрытия проводшп на огневом стенде с размерами рабочего пространства 1,8 х X 0,58 X 0,68 м. Стенд отапливали горелко) Г ИП-З, а его рабочая камера была футерована шамотным кирпичом класса Л. На поду стенда был установлен водяной тепломер, имитирующий садку металла, для измерения падающего на него теплового потока.
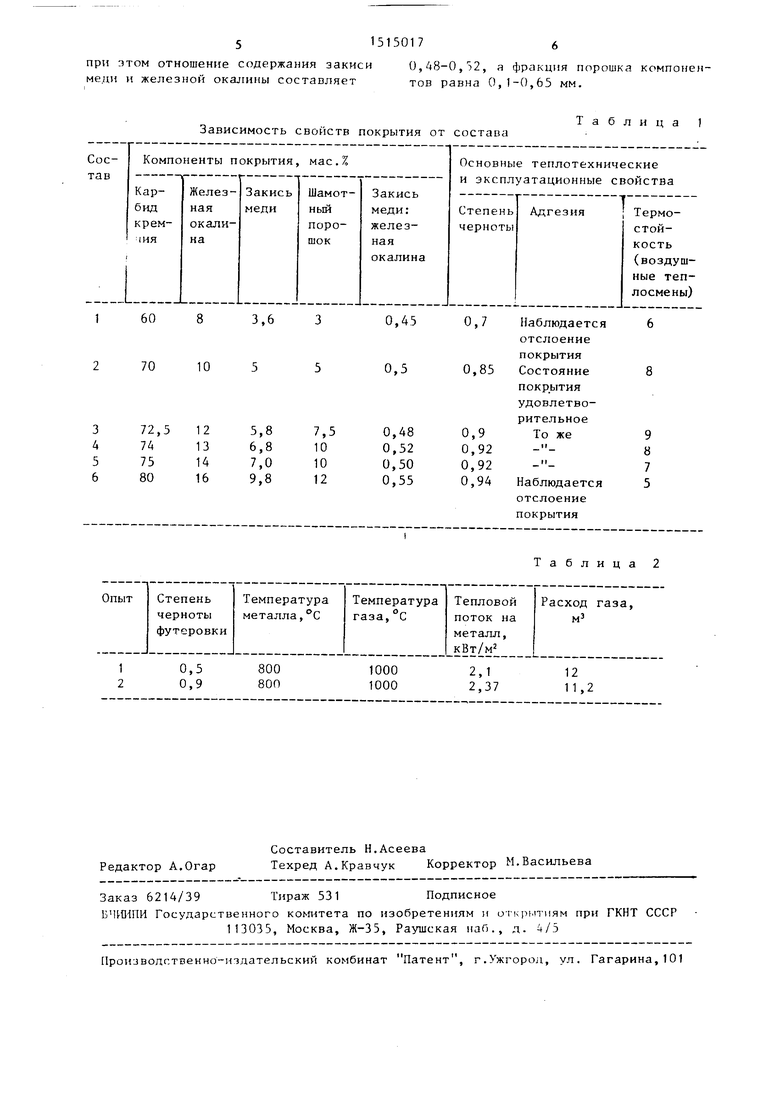
Результаты отработки составов покрытия и их срав п тельные основные теплотех1П1ческие и эксплуатационные характеристики представлены в табл.1
Оценку эффективности применения покр 1Т11я по сравнению с базовым объектом приводили для покрытия состава 3. Исследования вели в двух режимах без нанесения покрытия и с на- HeceinieM его на стены и свод стенда.
8первом случае степень.черноты футеровки была равна 0,5, во втором 0,9.
Результаты оценки эффективности применения покрытия представлены в 1абл. 2.
Таким образом, из данных табл. 2 следует, что расход топлива уменьша- егся на . Использование покрытия позволяет увеличить величину степени черноты покрытия по сравнение с прототипом до 0,85-0,92, в результате чего тепловой поток на металл увели- чивае гся на 12%.
Формула изобретения
Покрытие огнеупорной футеровки промышленных печей, содержащее огнеупорную глину и шамотный порошок, отличающееся тем, что, с целью экономии топлива за счет повьшхения степени черноты футеровки, оно допол- ьпп ельно содержит карбид кремния, железную окалину и закись меди при следующем соотношении компонентов в сухой массе, мас.%:
Карбид кремния 70-75 Железная окапина 10-1А Закись меди5-7
Шамотный порошок 5-10 Огнеупорная глина Остальное
при зтом отношение содержания закиси меди и железной окалины составляет
0,48-0,S2, а фракция порошка компонентов равна 0,1-0,65 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Покрытие огнеупорной футеровки промышленных печей и способ нанесения покрытия | 1988 |
|
SU1581979A1 |
| Состав покрытия футеровки печных агрегатов | 1983 |
|
SU1165668A1 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА ШАМОТНЫХ ИЗДЕЛИЙ И СПОСОБ ПРИГОТОВЛЕНИЯ ОГНЕУПОРОВ | 1998 |
|
RU2148566C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2294403C1 |
| Экзотермическая смесь для утепления прибыльной части слитка | 1976 |
|
SU589066A1 |
| ЭКЗОТЕРМИЧЕСКИЙ ОГНЕУПОРНЫЙ МЕРТЕЛЬ | 1996 |
|
RU2163579C2 |
| ПОКРЫТИЕ ДЛЯ ФУТЕРОВОК ЭЛЕКТРОНАГРЕВАТЕЛЬНЫХ ПЕЧЕЙ | 1992 |
|
RU2035438C1 |
| КЕРАМИЧЕСКАЯ СМЕСЬ ДЛЯ РЕМОНТА КЛАДКИ КОКСОВЫХ ПЕЧЕЙ | 2007 |
|
RU2353601C1 |
| Огнеупорная торкрет-масса | 1987 |
|
SU1557136A1 |
| Смесь для утепления поверхности жидкого металла | 1986 |
|
SU1375402A1 |
Покрытие огнеупорной футеровки промышленных печей относится к металлурческой теплотехнике. Целью изобретения является экономия топлива за счет повышения степени черноты. С этой целью на огнеупорную футеровку наносится покрытие толщиной 0,5-2,5 мм, состоящее из порошков следующих компонентов с фракцией 0,1-0,65 мм, мас.%: карбид кремния 75-75
железная окалина 10-14
закись меди 5-7
бой шамотного кирпича 5-10
огнеупорная глина остальное. При этом соотношение между содержанием закиси меди и железной окалиной (в сухой смеси) составляет 0,48-0,52. Использование покрытия позволяет увеличить величину степени черноты покрытия, в результате чего увеличивается тепловой поток на металл. 2 табл.
Зависимость свойств покрытия от состава
Состав
Компоненты покрытия, мас.%
Железная
окалина
Закись
меди
Шамотныйпорошок
160 8 3,6 3 0,45 0,7 Наблюдается 6
отслоение покрытия
270 10 5 5 0,5 0,85 Состояние 8
покрытия удовлетворительное
372,5 12 5,8 7,5 0,48 0,9 То же 9
474 13 6,8 10 0,52 0,92 8
575 14 7,0 10 0,50 0,92 7
680 16 9,8 12 0,55 0,94 Наблюдается 5
отслоение покрытия
I
Таблица 2
Опыт Степень Температура Температура Тепловой Расход газа, черноты металла, газа,°С поток на м футеровки металл, IкВт/м
10,5 800 1000 2,1 12
20,9 8001000 2,37 11,2
Составитель Н.Асеева Редактор А.Огар Техред А.Кравчук Корректор М.Васильева
-..« -в-.™«. - -
Заказ 6214/39 Тираж 531Подписное
БЧЮШИ Государственного коьштета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наО., д. 4/5
Производственно-и-здательский комбинат Патент, г.Ужгород, ул. Гагарина, 101
Таблица )
Основные теплотехнические и эксплуатационные свойства
Степень черноты
Адгезия
Термостойкость(воздушные теп- лосмены)
| Кривандин В.А., Марков Б.Л | |||
| Металлургические печи | |||
| М.: Металлургия, 1977, с | |||
| Крутильный аппарат | 1922 |
|
SU234A1 |
