сл
О)
Изобретение относится к обработке ме- ra.i.ioH давлением, а именно к способам правки нежестких деталей типа валов.
Цель и:юбретения - повышение качества правки ja счет уменьшения смеп1,еиия области больи1ен степени наклепа.
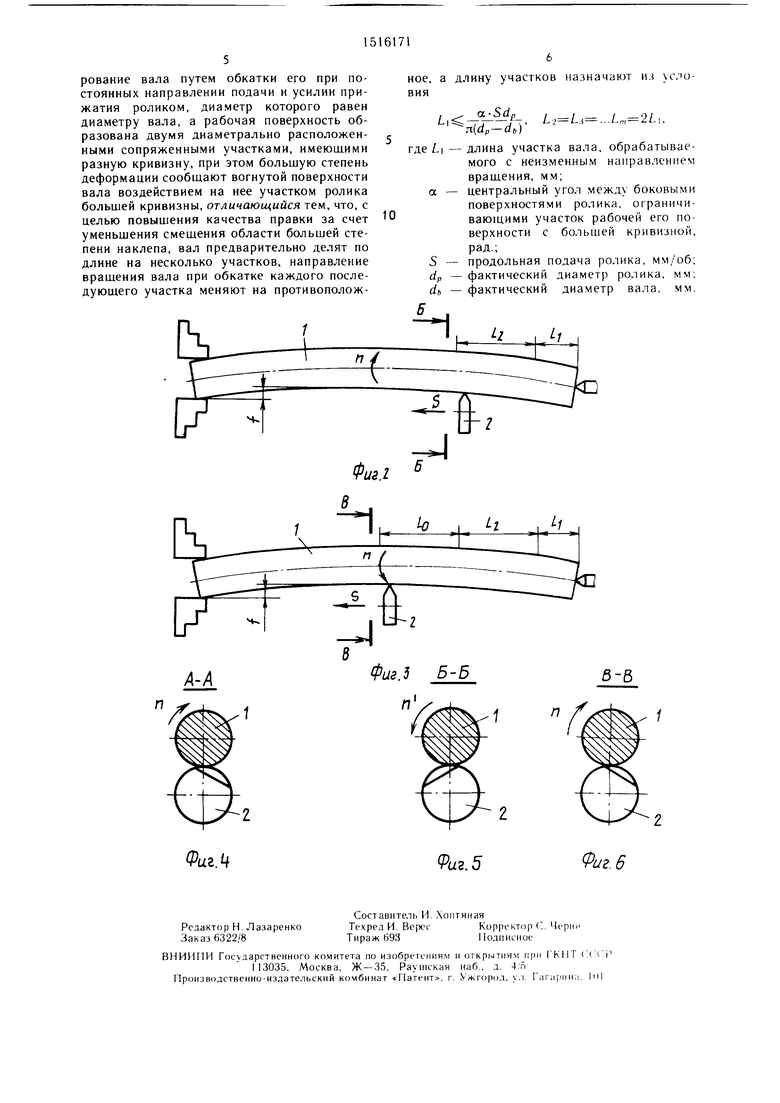
На фиг. 13 изображены схемы способа последовательной правки вала по участкам; на фиг. 4 () - разрез А-А на фиг. 1; на фиг. 5 разрез Б- Б на фит. 2; на фиг. 6 - разрез В В на фиг. 3.
Способ правки нежестких деталей типа валов заключается в поверхностном пластическом деформировании изделия вала 1 путем обкатки его роликом 2, наружный диаметр которого равен диаметру вала, а рабочая поверхность образована двумя диамет- pa. ioiio расположенными сопряженными участками, имею1пими профиль различной кривизны. Бо.1ыпая степень деформапии при атом возникает на вогнутой поверхности вала за сче1 обкатки его участком ролика 2 с 11р()фи.1ем бо, 1ыпей кривизны. Обрабаты- ваемьи ва. 1 1 п)едварительно делят nt) д. 1и- п( на П1 участков и осуществляют реверсирование направления вращения вала 1 при обработке каждого послсдуюшего участка, обеспечивая постояииым паправление подачи. /1,1ииу указанных участков назначают из
Ч Л()ВИЯ
/- /- i...L,,,2L|,
I ,. а .S (/,.
ЛК/;, - (/„)
I Д1 /. размер участка вала, обрабатываемого с неизменным направлением В)а1ие11ия, мм;
а иеи1 ра.чьный угол участка рабочей поверхности ролика с профплем 6(),ibiiieii кривизны, рад;
.S продольная подача ро:п1ка, мм/об;
ill. ()актнчески11 диаметр ро:1ика, мм;
(//- фактический диаметр вала, мм.
На фиг. 1 схематически показан принцип осуии ствления способа, когда ролик 2 проходит с подачей i первый участок L ва- /la 1, имек)П1его направление врап1ения п. На ф111 . 2 ро;1ик 2 с подачей 5 проходит второй участок Ba;ia 1 размером /.а, при этом вал имеет обратное направление вра- 1пеипя /(. На фиг. 3 ролик 2 с подачей S проходит гретий участок вала 1 размером /.,.,, ipii утом вал имеет иаиравление врапи ния п.
Г.пособ реализуется следуюшим образом. 1роизводят измерения фактических разме- poii дпаметро валов 1 в партии деталей. /1ля максимальпо отличаюп1егося от rf,, изме- реппого значения di. и известных значений S. (/,., я рассчитывают размеры участков /..
Правку вала 1, имеюигего стрелу прогиба /, производят при постоянном усилии Р па ролик 2, причем обкатывание необходимо )1ачииать при таком положении ролика 2, когда се нмина деформирующего участка с профилем большей кривизны контактирует с точкой на вогнутой поверхности вала 1 в плоскости наибольшего прогиба. После обработки каждого последуюшего участка ва- ла 1 осушеетвляют реверсирование направления врашения вала.
Благодаря различной кривизне контактных поверхностей на разных участках ролика 2 обрабатываемый вал 1 получает различную по окружности степень поверхностей пластической деформации. Так как ., ...Ln,,
то происходит симметричное относительно плоскости наибольшего прогиба распределе5 ние наибольшей степени поверхностной пластической деформации на вогнутой поверхности вала.
Пример. Проводят правку вала, имеюш.е- го фактический диаметр d(, 50,50 мм, длину 1500 мм, стрелу прогиба 0,25 мм. Обкатывание осуществляют роликом диаметром dp 50,51 мм, шириной 12 мм и профильным радиусом 1 мм при постоянном усилии на ролик 300 кгс.
За один оборот вала происходит отста5 вание ролика на угол
2(d,-d,) dp
После обкатки участка вала длиной L происходит отставание вала на угол
- 2n(di, - db) L
0
0
df
где -1- - количество оборотов вала при про- хождении ролика участка вала длиной /.1 с подачей S, что должно что должно быть меньше половины центрального угла участка рабочей поверхности ролика с профилем бо;1ьп1ей кривизны, т. е.
2n(d;,-c/fc) L oL.
откуда
dp
a-S-dp
4n(dp-db) 3,14X0,16X50,51
MM.
2X4X3,14(50,51-50,50)
Принимают MM, ,Li, ,200 MM. Производят обкатку вала, осуществляя реверсирование направления врашения после обработки каждого последуюшего участка (L|, L-2....L(,). Обрабо- танный участок вала имеет длину 1100 мм. После обработки прогиб вала составляет 0,04 мм.
Формула изобретения
Способ холодной правки нежестких деталей типа валов, включающий врашение вала и поверхностное пластическое деформирование вала путем обкатки его при постоянных направлении подачи и усилии прижатия роликом, диаметр которого равен диаметру вала, а рабочая поверхность образована двумя диаметрально расположенными сопряженными участками, имеющими разную кривизну, при этом большую степень деформации сообщают вогнутой поверхности вала воздействием на нее участком ролика большей кривизны, отличающийся тем, что, с целью повышения качества правки за счет уменьшения смещения области большей степени наклепа, вал предварительно делят по длине на несколько участков, направление вращения вала при обкатке каждого последующего участка меняют на противоположное, а
ВИЯ
длину участков назначают из усло a Sd
H(dp-db)
.f...L,,,2L,
где LI
- длина участка вала, обрабатываемого с неизменным направлением вращения, мм;
а - центральный угол между боковыми поверхностями ролика, ограничивающими участок рабочей его поверхности с большей кривизной, рад.;
S - продольная подача ролика, мм/об;
dp -фактический диаметр ролика, мм;
db - фактический диаметр вала, мм.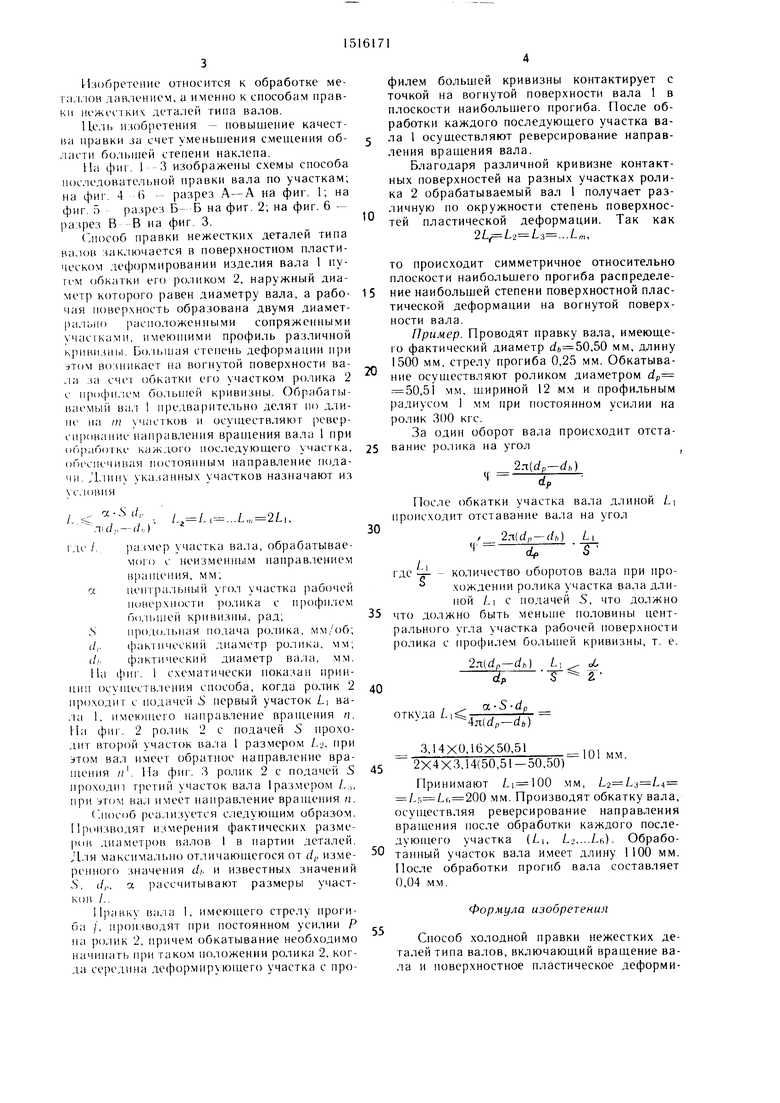
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки нежестких валов | 1988 |
|
SU1532120A1 |
| СПОСОБ ПРАВКИ МАЛОЖЕСТКИХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2018 |
|
RU2685826C1 |
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| Способ правки и упрочнения цилиндрических деталей | 2024 |
|
RU2827624C1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 2008 |
|
RU2380212C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1982 |
|
SU1077120A1 |
| СПОСОБ СТАБИЛИЗАЦИИ РАЗМЕРОВ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2611616C1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 1991 |
|
RU2021098C1 |
| Способ холодной правки деталей типа вала | 1982 |
|
SU1159681A1 |
| СПОСОБ ПРАВКИ И СТАБИЛИЗАЦИИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2015 |
|
RU2611614C1 |
Изобретение относится к обработке металлов давлением и касается правки деталей типа валов. Цель изобретения - повышение качества правки за счет уменьшения смещения области большей степени наклепа. Правка вала (В) 1 производится путем пластического деформирования его обкаткой роликом (Р) 2 при постоянном усилии. Диаметр Р 2 равен диаметру В1, а рабочая поверхность образована двумя диаметрально расположенными сопряженными участками, имеющими профиль различной кривизны, с созданием большей степени деформации на вогнутой поверхности В 1 участком Р 2 с профилем большей кривизны. Обрабатываемый В 1 предварительно делят (условно) по длине на несколько участков и при обработке осуществляют реверсирование направления вращения В 1 при обработке каждого последующего участка. Направление подачи обеспечивается постоянным. Для определения длины участков приведена расчетная зависимость. Способ обеспечивает симметричное относительно плоскости наибольшего прогиба распределением наибольшей степени поверхностной пластической деформации на вогнутой поверхности вала. 6 ил.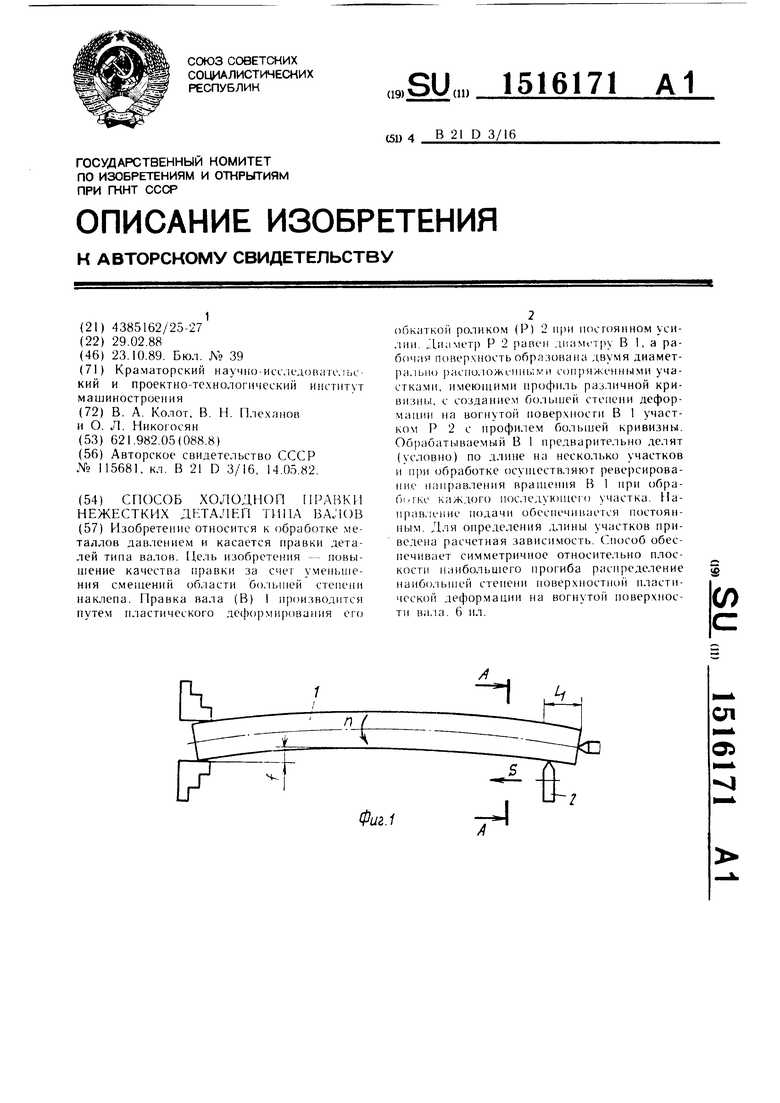
В
1 il
2
/
| Безвакуумный усилитель сверхвысокочастотных колебаний | 1957 |
|
SU115681A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
