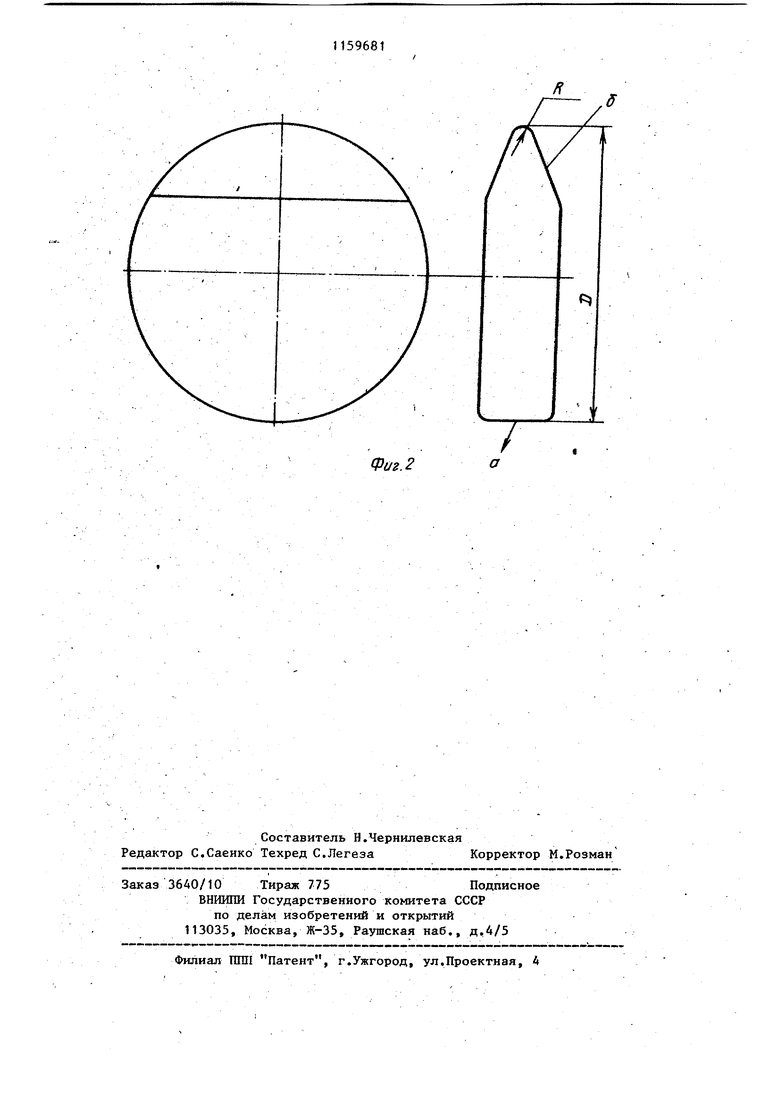
Изобретение относится к обработке металлов давлением, а именно к способам правки деталей. Цель изобретения - упрощение технологии и повышение прризводительности путем устранения необходимости менять нагрузку на ролик в/пределах каждого оборота вращающегося валаф На фиг.1 показан прийцип осуществления способа, на фиг.2 - конструкция ролика. Способ заключается в несимметричном поверхностном пластическом деформировании изогнутого вала с вог-. нутой стороны обкаткой роликом. Обкатывание вращающегося вала осуществляют роликом, выполненным асимметричным в осевом сечении.Ролик имеет участок рабочей поверхности а с прямолинейной образуницей или в виде дуги бесконечно большого радиуса и участок 6 , очерченный по радиусу. Участки с прямолинейной и радиусной образующими расположены диаметрально противоположно. Радиус образующей ролика составляет 0,01-0,1 его диаметра. Диаметр ролика равен, диаметру обрабатываемой детали. Ролик контактирует с валом при постоянном давлении. При этом благодаря различным контактным поверхностям на разны .участках ролика обкатываемый вал получает различную степень поверхностной пластической деформации. В связи с тем, что диаметры обкатываемого вала и обкатьшающего ролика одинаковы, повышенная степень деформации приходится каждый раз (каждый оборот при продольной подаче ролика) на одну и ту же зону по окружности вала. Начало обкатывания изогнутого вала соответствует положению ролика, когда вершина его радиусного участка контактирует с вогнутой поверхностью вала. , Соотношение длин участков рабочей поверхности ролика с прямолинейной и радл усной образующими можно выби112 рать, в широких пределах и таким образом, чтобы при обкатке вал не получал поверхностной пластической деформации на большей своей части по окружности. Радиус профиля ролика выбирают в пределах 0,01-0,1 диаметра ролика Этот диапазон предложен на основании практического выбора радиуса профиля при упрочнении поверхностным наклепом. Обкатывание роликов с радиусом профиля меньшим О.,01 его диаметра приводит к повреждению поверхности вала. Использование ролика с радиусом профиля, больпшм верхнего значения рекомендованного диапазона,, не дает эффекта упрочнения. , . Обкатку для правки деталей можно вести либо одним, либо двумя роликами. Это особенно целесообразно в тех случа)х, когда требуется уравновесить большие усилия на ролик. В этом случае положение роликов в начале процесса должно соответствовать фиг.1. Предлагаемым способом правили вал диаметром 65 мм, длиной 1500 мм, имевшего стрелу прогиба 0,13 мм. Обкатку проводили с использованием ролика диаметром 65 мм, шириной .12 мм и профильным радиусом 1,0 мм при на- . грузке на ролик Р 800 кгс. Обработанный участок имел длину по образующей вала 1200. мм с глубиной упрочненного слоя порядка 2,5 мм. После обработки прогиб вяла полностью устранен. Преимуществами предложенного способа в сравнении с базовым объектомспособом правки вала холодньм деформированием на прессе (для крупных судовых валов предусмотрено отраслевым стандартом ОСТ 5.9648-76) являются меньшие усилия обработки, более простая технология, позволяющая осу|цествить Полную автоматизацию процесса, а следовательно, и увеличить производительность правки.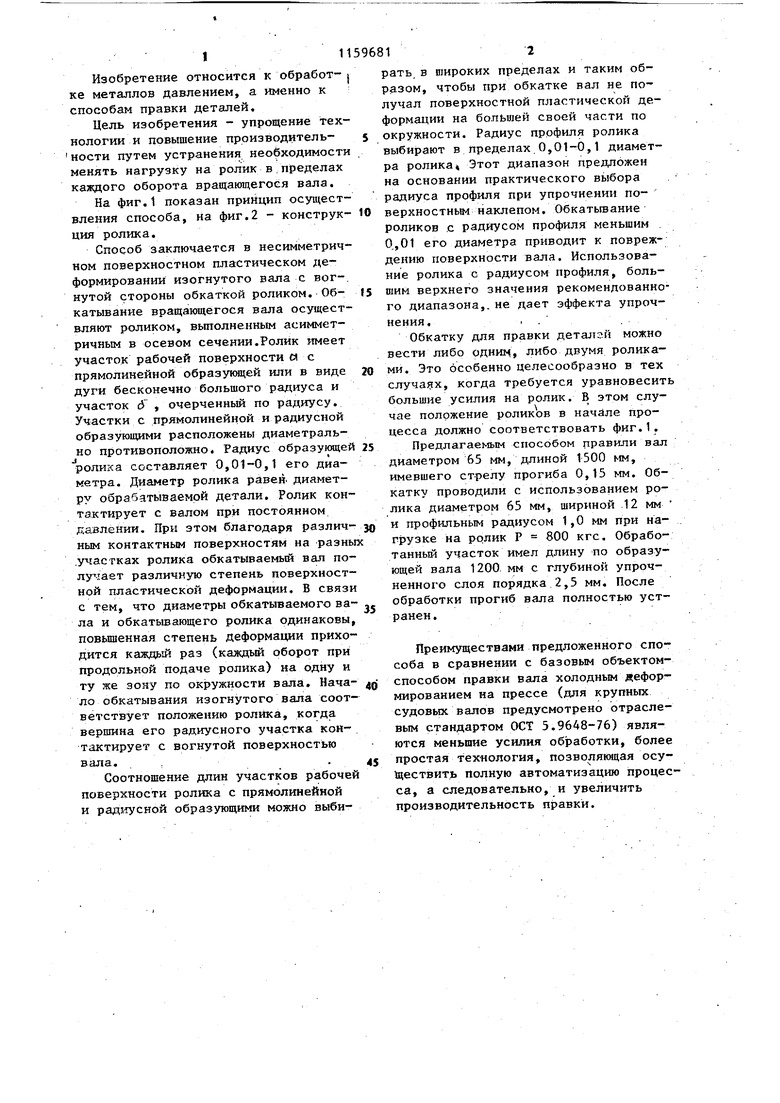
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 2008 |
|
RU2380212C1 |
| СПОСОБ ПРАВКИ МАЛОЖЕСТКИХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2018 |
|
RU2685826C1 |
| Способ холодной правки нежестких деталей типа валов | 1988 |
|
SU1516171A1 |
| Способ правки нежестких валов | 1988 |
|
SU1532120A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1982 |
|
SU1077120A1 |
| Способ правки и упрочнения цилиндрических деталей | 2024 |
|
RU2827624C1 |
| Способ правки искривленного вала | 1984 |
|
SU1227285A1 |
| Способ комбинированной обработки валов | 1987 |
|
SU1504071A1 |
СПОСОБ ХОЛОДНОЙ ПРАВКИ ДЕТАЛЕЙ ТИПА ВАЛА, включающий поверх- . ностное пластическое деформирование вала путем обкатки роликом с созданием большей степени деформации на вогнутой поверхности вала, о т л и ч а ю ЩИ и-с я тем, что, с целью упрощения технологии и повьшения производительности, обкатывание производят при постоянном усилии на обкатывающий ролик, в качестве ко торого используют ролик, рабочая поверхность которого образована двУМя диаметрально расположенными и сопряженными между собой прямолинейным участком и участком, очерченным по радиусу, равному 0,01-0,1 диаметра ролика, а диаметр последнего равен диаметру вала, при этом усилие на вогнутую поверхность вала передают через рабочий участок, очерченный по радиусу, а на выпуклую - через прямолинейный участок. . иг, /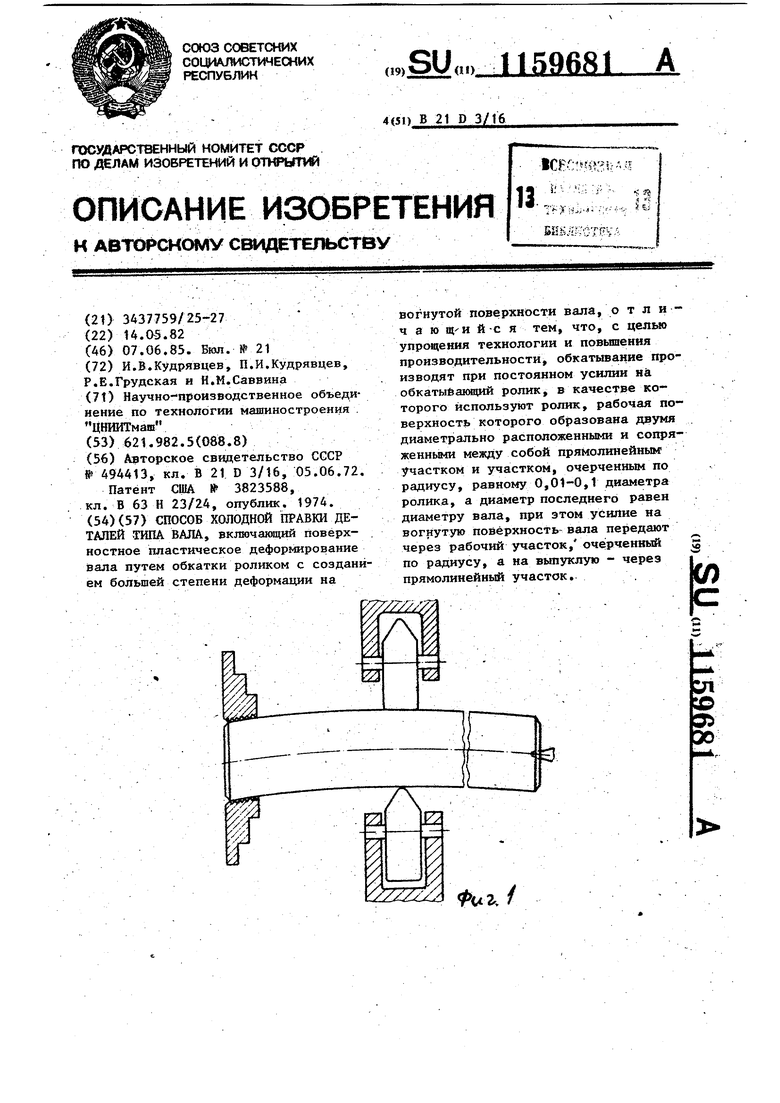
| Способ упрочнения галтелей валов | 1972 |
|
SU494413A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент США № 3823588, кл | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
