;
(Л
ел
ит ИГА двигателя 8, редуктора, барабана, ocei is правильных роликов, качалки с роликом н полон резьбовой втулки. На резьбовой втулке выполнены пазы, а на качалке - выступ. Механизм правки установлен с возможностью поворота его относительно оси подающего ролика механизма подачи. Выполнение механизма правки в автономном корпусе и установка - его на механизме подачи с возможностью поворота относительно оси подающего ролика расширяет технологические возможности устройства при необходимости сварки углом вперед и углом назад. Установка вращающегося барабана с правильными роликами вне базы опорных подшипников позволяет осуществлять быструю смену барабана при необходимости сварки электродными проволоками разного диаметра. На- дежность устройства повьппается за счет возможности сохранения заданных условий деформации проволоки в про-, цессе работы. 1 з.п. ф-лы, 4 ил.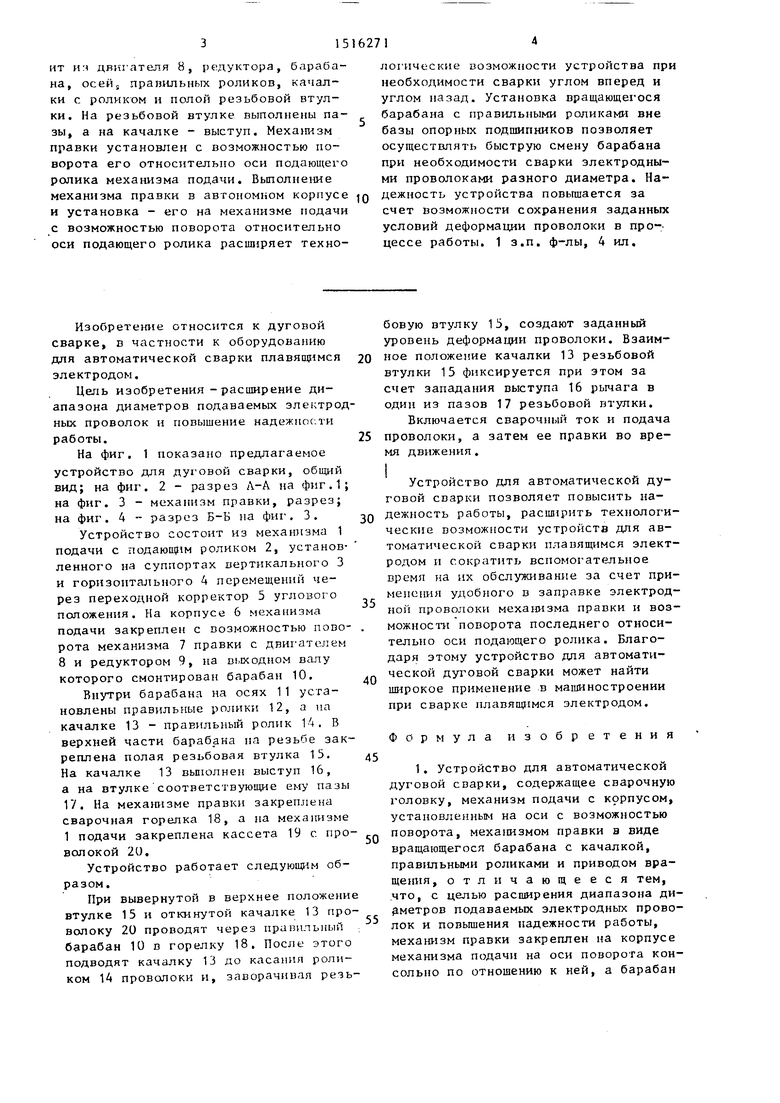
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электродной проволоки | 1988 |
|
SU1540979A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1983 |
|
SU1094695A1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для дуговой сварки | 1985 |
|
SU1303318A1 |
| Устройство для пдачи электродной проволоки | 1980 |
|
SU880651A1 |
| Горелка для дуговой сварки плавящимся электродом | 1976 |
|
SU671952A1 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| Устройство для подачи и правки сварочной проволоки | 1989 |
|
SU1657314A1 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1094693A1 |
Изобретение относится к дуговой сварке, в частности к оборудованию для автоматической сварки плавящимся электродом. Цель изобретения - расширение диапазона диаметров подаваемых электродных проволок и повышение надежности устройства в работе. Устройство содержит механизм подачи 1, установленный на суппортах 3-5 положения электродной проволоки, механизм правки 7, горелку 18 и кассету 19 с проволокой 20. Механизм правки состоит из двигателя 8, редуктора, барабана, осей, правильных роликов, качалки с роликом и полой резьбовой втулки. На резьбовой втулке выполнены пазы, а на качалке - выступ. Механизм правки установлен с возможностью поворота его относительно оси подающего ролика механизма подачи. Выполнение механизма правки в автономном корпусе и установка его на механизме подачи с возможностью поворота относительно оси подающего ролика расширяет технологические возможности устройства при необходимости сварки углом вперед и углом назад. Установка вращающегося барабана с правильными роликами вне базы опорных подшипников позволяет осуществлять быструю смену барабана при необходимости сварки электродными проволоками разного диаметра. Надежность устройства повышается за счет возможности сохранения заданных условий деформации проволоки в процессе работы. 1 з.п.ф-лы, 4 ил.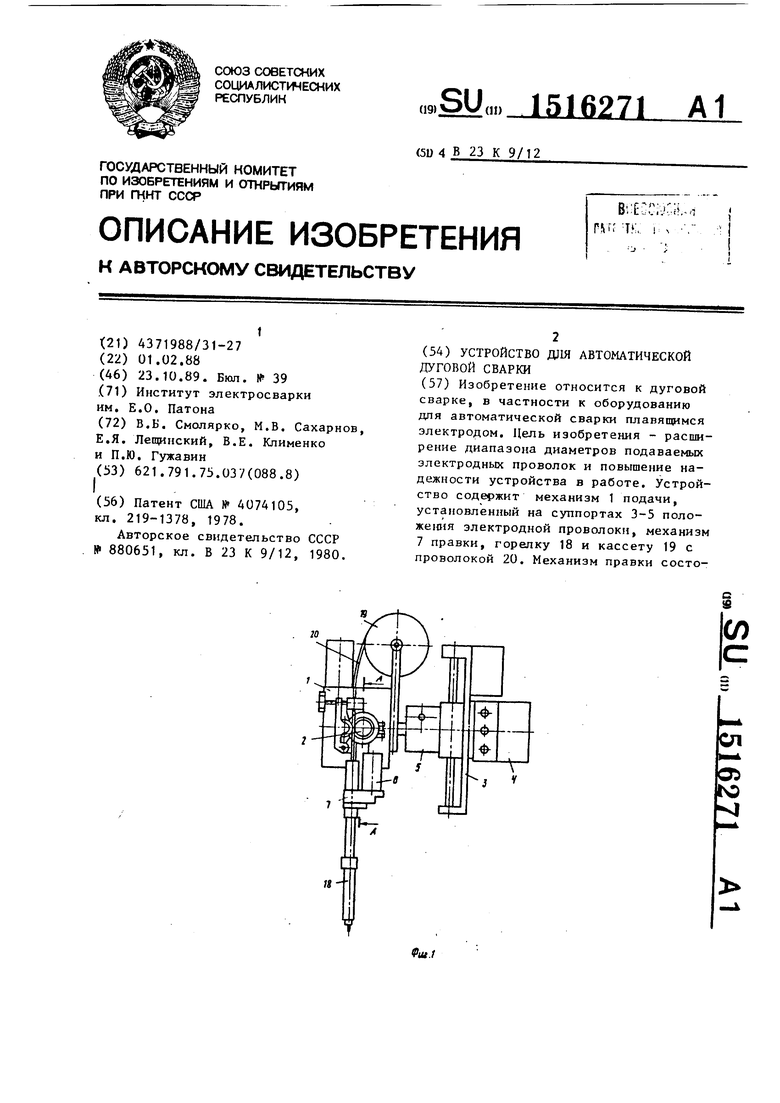
Изобретение относится к дуговой сварке, в частности к оборудованию для автоматической сварки плавящимся электродом.
Цель изобретения -расширение диапазона диаметров подаваемых эле ;трод ных проволок и повышение надежности работы.
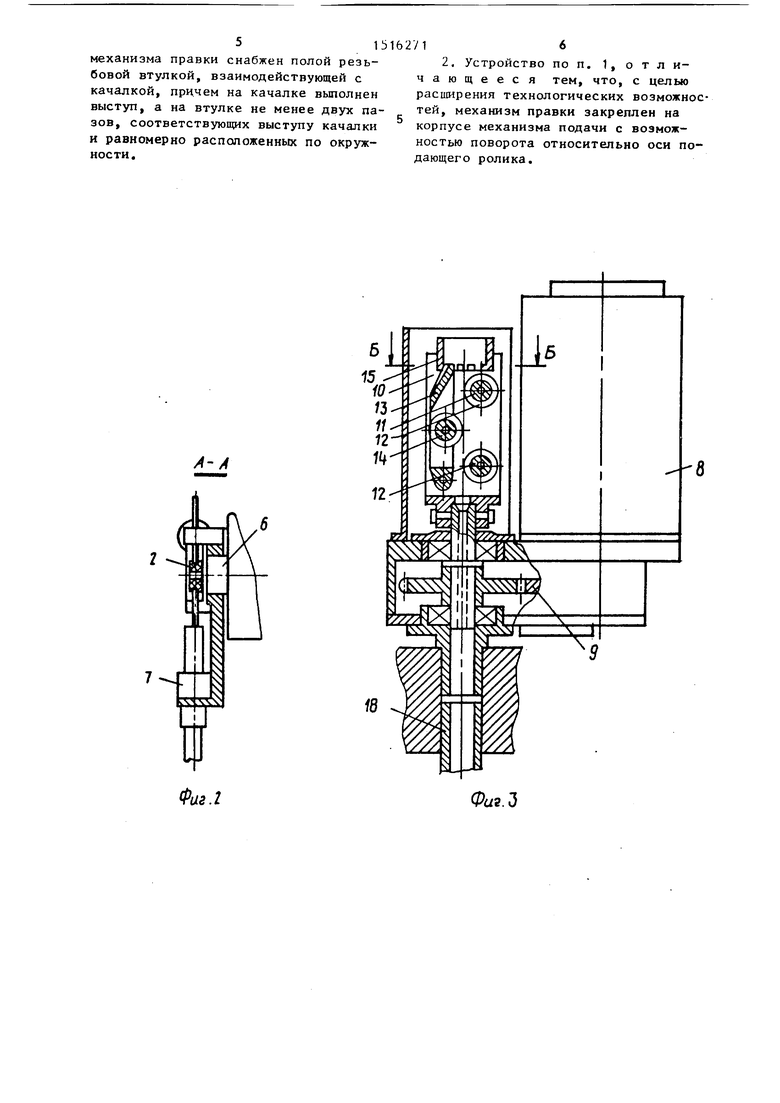
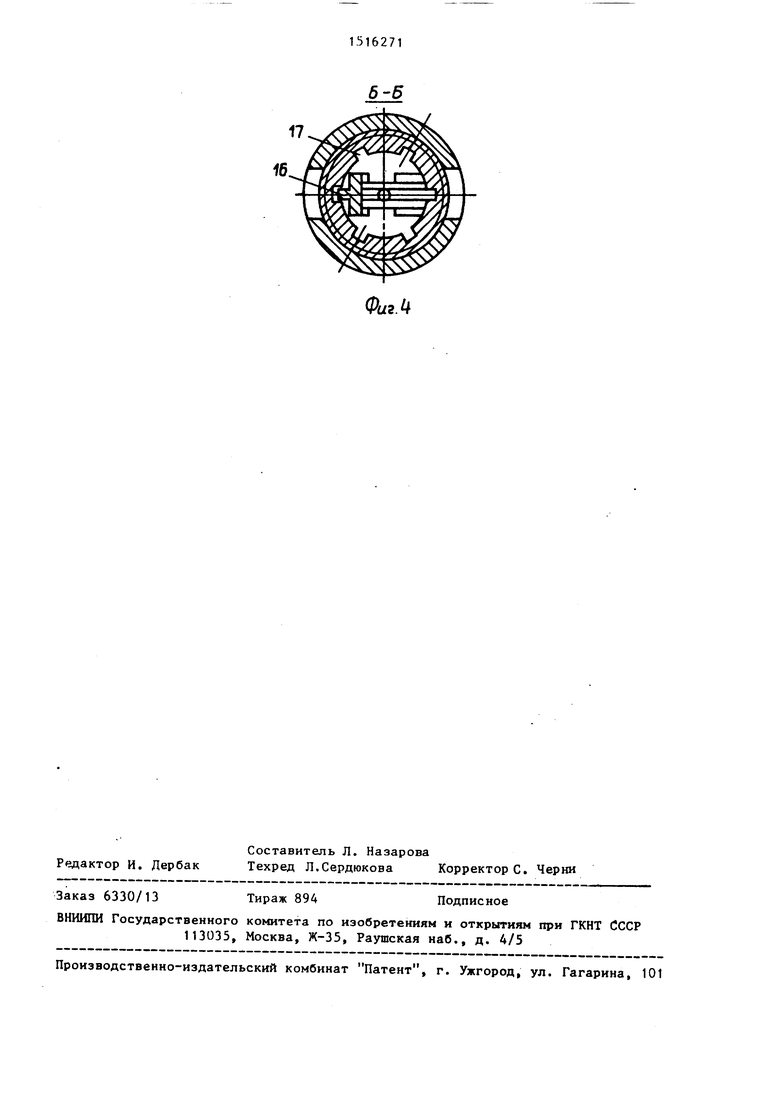
На фиг. 1 показано предлагаемое устройство для дуговой сварки, вид; на фиг. 2 - разрез Л-А на фиг.1; на фиг. 3 - механизм правки, разрез; на фиг. 4 - разрез Б-Б на фиг. 3.
Устройство состоит из механизма 1 подачи с подающим роликом 2, установленного на суппортах вертикального 3 и горизонтального 4 перемещений через переходной корректор 5 углового положения. На корпусе 6 механизма подачи закреплен с возможностью пово- рота механизма 7 правки с двигателем 8 и редуктором 9, на выходном валу которого смонтирован барабан 10.
Внутри барабана на осях 11 установлены правильные ролики 12, а па качалке 13 - правильный ролик 14. В верхней части барабана на резьбе закреплена полая резьбовая втулка 15. На качалке 13 вьпюлнен выступ 16, а на втулке соответствующие ему пазы 17. На механизме правки закреплена сварочная горелка 18, а на механизме
1 подачи закреплена кассета 19 с про
волОКОЙ 2U.
Устройство работает следую1цим образом.
При вывернутой в верхнее положение втулке 15 и откинутой качалке 13 проволоку 20 проводят через правильный барабан 10 в горелку 18. После этого подводят качалку 13 до касания роликом 14 проволоки и, заворачивая резь0
5
о
Q
5
5
0
бовую втулку 15, создают заданный уровень деформации проволоки. Взаимное положение качалки 13 резьбовой втулки 15 фиксируется при этом за счет западания выступа 16 рычага в один из пазов 17 резьбовой втулки.
Включается свароч1Н)1й ток и подача проволоки, а затем ее правки во время движения.
Устройство для автоматической дуговой сварки позволяет повысить надежность работы, расширить технологические возможности устройств для автоматической сварки плавящимся электродом и сократить вспомогательное время на их обслуживание за счет применения удобного в заправке электродной проволоки механизма правки и воз- МОЖНОСТУ1 поворота последнего относительно оси подающего ролика. Благодаря этому устройство для автоматической дуговой сварки может найти широкое применение в машиностроении при сварке нлавяш;имся электродом.
Формула изобретения
механизма правки снабжен полой резьбовой втулкой, взаимодействующей с качалкой, причем на качалке выполнен выступ, а на втулке не менее двух пазов, соответствующих выступу качалки и равномерно расположенных по окружности.
/f-x
Фаг.2
2, Устройство по п. 1, отличающееся тем, что, с целью расширения технологических возможностей, механизм правки закреплен на корпусе механизма подачи с возможностью поворота относительно оси подающего ролика.
Фаг.З
17
Редактор И. Дербак
Составитель Л. Назарова
Техред Л.Сердюкова Корректоре. Черни
Заказ 6330/13
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг.Ц
Подписное
| Патент США W 4074105, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Устройство для пдачи электродной проволоки | 1980 |
|
SU880651A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
