|
35 X)
ел
Изобретение относится к дуговой сварке и может быть использовано в автоматах дуговой сварки плавящимся электродом.
Известны устройства для дуговой сварки с колебаниями электрода, в которых электрод приводится в движение от отдельного привода с редуктором, а управление осуществляется специальной схемой ( 1 .
Недостатками таких устройств являются большие весогабаритные показатели ввиду наличия двигателя с редуктором и невозможность обеспечения колебательного режима с остановками.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство для дуговой сварки с колебаниями электрода, содержащее механизм подачи с приводными подающими роликами, механизм колебаний электрода с эксцентриком, установленным в эксцентриковом отверстии приводного вала. В устройство входит редуктор, позволяющий плавно регулировать частоту и амплитуду колебаний, а также электрическая схема управления. Вибратор комплектуется панелью, установленной в шкафу управления сварочного аппарата 2J.
Недостатками устройства являются большой вес и габариты, необходимость отдельного привода со специалной схемой управления, а также невозможность обеспечения режима колебаний с остановками, что необходимо для повьшения высокого качеств сварных соединений при сварке вертикальных швов.
Цель изобретения - повьш1ение качества сварных вертикальных швов путем обеспечения колебаний с остановками электрода и снижение габаритов устройства.
Поставленная цель достигается тем, что устройство для дуговой сварки с колебаниями электрода, содержащее механизм подачи с приводным подающим роликом, механизм колебаний электрода, связанный с мундштуком, снабжено рычагом для соединения механизма колебаний с мундштуком, механизм колебаний выполнен в виде муфты со ступенчатым пазом, образованным зубчатыми полумуфтами, с пальцем, расположенным в этом пазу с жестко закрепленным на ней храповым колесом и установленной на ее валу кулисой, на которой закреп-ттена собачка храповика и в направляющем пазу установлен камень, закрепленный на приводном подающем ролике, а палец муфты закреплен на рычаге.
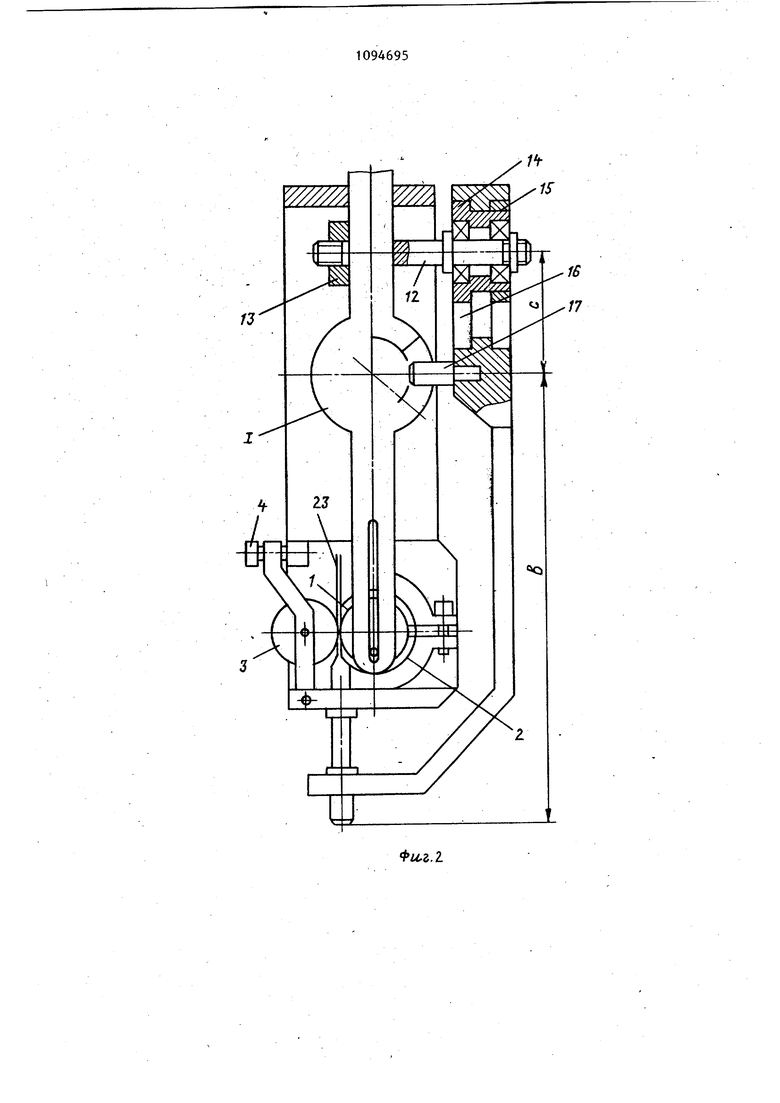
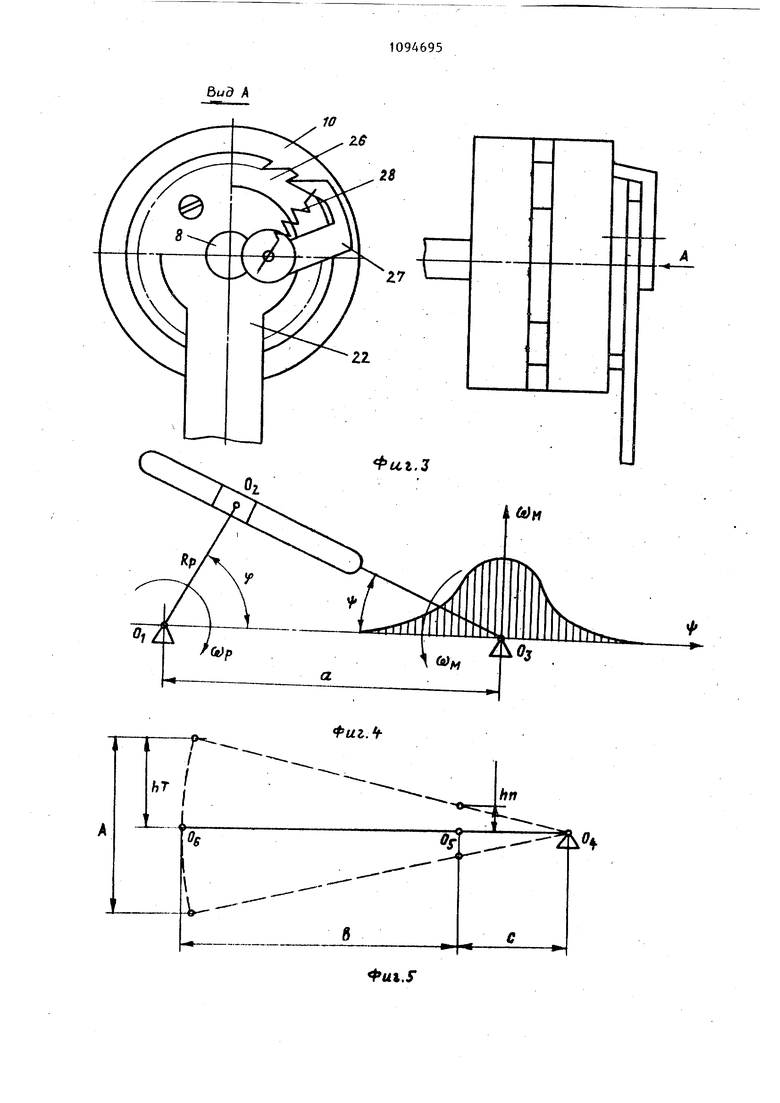
На фиг.1 показано устройство,, общий вид; на фиг.2 - то же, вид сбокуi на фиг.З - конструкция узла муфты; на фиг.4 г- структурная схема входящих механизмов; на фиг.З - схемы рычажного механизма; на фиг.6 - развертка паза муфты;на фиг.7 - диаграмма скорости поворота кулисы; на фиг. 8 - временные зависимости параметров колебаний электрода-, на фиг.9 - пространственные зависимости параметров колебаний электрода.
На фланце 1 двигателя-редуктора (фиг.1) монтируется корпус прижимного устройства 2 с нажимным приводным роликом 3 и винтом 4, а на его боковой поверхности - кронштейн 5, имеющий, два паза: один на вертикальной плос1 :ости, другой на горизонтальной. В одном пазу при помощи подшипниковой втулки 6 и гайки 7 крепится вал 8 муфты, состоящей из двух ступенчатых полумуфт 9 и 10, совместно образующих на муфте ступенчатьм паз. На валу муфты монтируется пластина 11 с осью 12 и гайкой 13. Ось 12 крепится при помощи подшипниковой втулки 14 и гайки 15 в пазу рычага 16, на котором закреплен палец 17, входящий в ступенчатый паз муфты, образованной зубчатыми полумуфтами 9 и 10.
На рычаге 16 жестко установлен мундштук 18. На выходном валу 19 двигателя-редуктора установлен приводной подающий ролик 20 с камнем (в форме пальца) 21, который входит в паз кулисы 22. Электродная проволока 23, подаваемая роликами 3 и 20 в мундштук 18, проходит через приемную фильеру 24, установленную на корпусе прижимного устройства, и гибкий сменный направляющий канал 25, На полумуфте 10 (фиг.З) жестко монтируется храповое колесо 26, а кулиса 22 устанавливается на вал 8 с возможностью поворота вокруг него. На ку лисе 22 закреплена собачка 27 с пружиной 28.
Устройство работает следующим обраэом. При повороте подающего ролика 20 вместе с ним перемещается камень 21, разворачивая кулису 22 вокруг вала 8 муфты. Кулиса через собачку 27 и храповое колесо 26 разворачивает муфту, состоящую из полумуфт 9 и 10. Муфта, вращаясь,перемещает палец 17 в ступенчатом пазу и рычаг 16 вместе с мундштуком 18. Мунд штук 18 приходит в колебательное движение, параметры которого (частота и амплитуда) определяются соотношением параметров механизма (о I Ь ,с) и скорость.ю вращения ролика. Структурные схемы предлагаемого механизма колебания электрода представлены на фиг.4 и 5. Ролик 20 с камнем 21 и кулиса 22 представляе собой кулисный механизм (фиг.4),рычаг 16 с пальцем 17 - рычажный меха низм (фиг.5). В кулисном механизме направляющая перемещения (паз) камн 21 проходит через линию центров вращения камня 21 0 и качания кули сы 22 Oj. Основные соотношения для кулисного механизма, т.е. функции положения и скорости имеют вид: in4 1f Acos f где Кр радиус вращения камня кулисы , d - межцентровое расстояние вр щения ролика и качания кул сы; . V - угол поворота кулисы, отсчитываемый от центра положения- (линия ,), f - угол поворота камня, отсчи тываемый от центра положения , (я -созЧ м p1 + 2Лсо5 +Я угловая скорость вращения роликаi угловая скорость поворота муфты. Из кинематической схемы рычажно механизма видно, что величина смещ ния пальца h относится к величин смещения мундштука 18 также, как в
к величине Ъ т.е.
личина
-с V-F
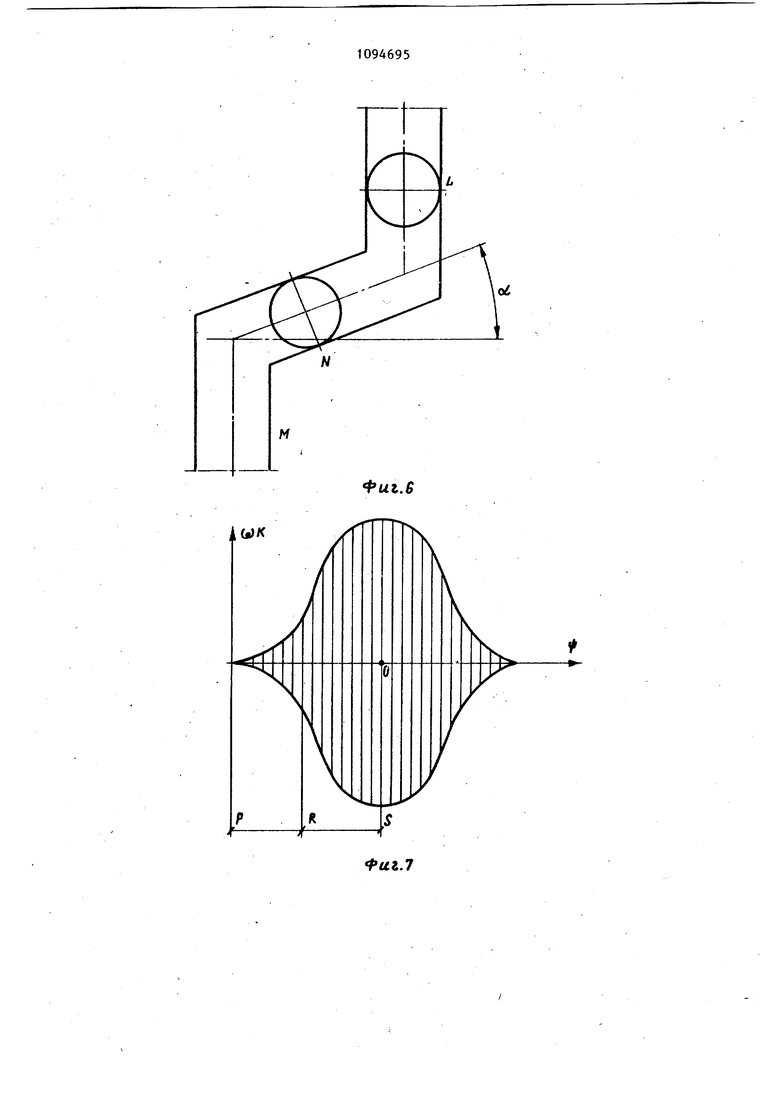
Испытания макета предлагаемого механизма колебания электрода показали, что при сварке вертикальоткуда, („ Паз муфты, образованный зубчатьпчи полумуфтами 9 и 10 (фиг,6), имеет прямолинейные L и М участки и наклонные N участки. Когда палец 17 рычага 16 на прямолинейных участках L и М (фиг.6) паза муфты, мундштук 18 не перемещается. Перемещение мундштука 18 осуществляется во время перехода пальца 17 через участок N. Регулировка механизма осуществляется следующим образом. Втулкой 6 с гайкой 7 в пазу кронштейна 5 устанавливается межцентровое расстояние тем самым задается мулы 1 и 2), определяющая максимальный угол поворота кулисы V и угловую скорость поворота муфты м , которые при заданной скорости lo „ поворота ролика 20 определяют частоту колебаний электрода 23. Угловая скорость Шц поворота кулисы 22 за полный период поворота ролика 20 один раз меняет свое направление (фиг,7), этим определяется прерывистость движения муфты - холостой и рабочий ход храповика. Ролик 20 и храповое колесо 26 выставляются таким образом, чтобы момент остановки (выстоя) электрода 23, т.е, время, в течение которого палец 17 рычага 16 находится на прямолинейном участке,паза муфты, совпадал с временем холостого хода собачки 27 храповика. Это достигается поворотом полумуфт 9 и 10 при освобожденной собачке 27 храповика, что достигается поворотом муфты с храповым колесом при освобожденном храповике. Амплитуда колебаний мундштука 18 регулируется установкой расстояния с смещецием подшипниковой втулки 14 с гайкой 15 в пазу рычага 16. Предлагаемый механизм устанавливается и регулируется на изделии таким образом, чтобы момент остановки токоподвода соответствовал его положению в точках А и С свариваемого шва (фиг.8), а закрн t обеспечивал перемещения 1д, t g, требуемый термическийцикл (фиг.9).
ных швов на скорости 2-10 м/ч по зазору 3-15 мм механизм с приводом от подающего ролика при -.корости подачи электродной проволоки до 100 м/ч обеспечивает колебания электрода с частотой 5-15 колебаний в минуту с временем выстоя в крайних точках 0,5-2 с.
По сравнению с прототипом предлагаемое устройство позволяет обеспечить колебания электрода с благоприятным термическим циклом при сварке многослойных гвертикальных :швов в автоматическом режиме, снизить вес и габариты устройства,, , ; -: - . 


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с поперечными колебаниями горелки | 1982 |
|
SU1038136A1 |
| Швейный полуавтомат для выполнения коротких строчек | 1976 |
|
SU616351A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1977 |
|
SU745576A1 |
| ПЛАНЕТАРНАЯ МУФТА ДЛЯ ЛЕБЕДКИ | 1973 |
|
SU371162A1 |
| Реверсивная храповая муфта | 1986 |
|
SU1392268A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1113223A1 |
| Ткацкий автомат для выработки бортовой ткани | 1960 |
|
SU137470A1 |
| Пуговичный аппарат для пришивания пуговиц с четырьмя отверстиями на универсальной или тому подобной швейной машине | 1938 |
|
SU57922A1 |

УСТРОЙСТВО-ДЛЯ ДУГОВОЙ СВАРКИ С КОЛЕБАНИЯМИ ЭЛЕКТРО,ТА, содержащее механизм подачи с приводным подающим роликом, механизм колебаний электрода, связанный с мундштуком, отличающееся тем, что, с целью повышения качества сварных вертикальных швов путем обеспечения колебаний с остановками электрода и снижения габаритов устройства, оно снабжено рычагом для соединения механизма колебаний с мундштуком, механизм колебаний выполнен в ввде муфты со ступенчатым пазом, образованньм зубчатыми полумуфтами, с пальцем, расположенным в этом пазу с жестко закрепленным на ней храповым колесом и установленной на ее валу кулисой, на которой закреплена (Л собачка храповика и в направляющем пазу установлен камень, закрепленный на приводном подающем ролике, а ралец муфты закреплен на рычаге.
11
Ш
Фиг.1
uiS
иъ.6
.7 I У
Фи.гЛ
7
Фиг.З Зазор корня tufa Подиладк-о. сварной шоВ Электродная проволока. Горелка
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология электрической сварки металлов и сплавов плавлением | |||
| Под ред | |||
| Б.Е | |||
| Патона, М., Машиностроение, 1974, с | |||
| Прибор для вычерчивания конических сечений | 1922 |
|
SU457A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сварочное оборудование | |||
| Каталог-справочник ИЭС им | |||
| E.G | |||
| Патона | |||
| Под ред | |||
| А.Н | |||
| Чвертко | |||
| Киев, Наукова думка, ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ отопления гретым воздухом | 1922 |
|
SU340A1 |
