1
Изобретение относится к сварочному оборудованию и может быть использовано для полуавтоматической иавтоматическрй электродуговой сварки.
Существующие сварочные полуавтоматы снабжены приводом подачи электродной проволоки, все остальные операции в процессе сварки осуществляются вручную. Это усложняет поддержание постоянного дугового промежутка, ведет к неравномерности скорости сварки и, как результат, отрицательно сказывается на качестве шва. Кроме того, поддержание постоянства перечисленных параметров требует высокой квалификации сварщиков.
Известны полуавтоматы, у которых перемещение вдоль шва механизировано Механизм перемещения таких аппаратов снабжен тележкой с ведущими и направляющими роликами и приводом перемещения .
Такие полуавтоматы представляют собой сложные и дорогостоящие конструкции, имеющие большие габариты и вес, что усложняет их обслуживание и сужает область применения, особенно в труднодоступных местах и в монтажных условиях.
Известны конструкции полуавтоматов, механизм перемещения которых обеспечивается электромагнитными системами t 3 ,
Известные аппараты снабжены электрическим устройством управления электромагнитными роликами, что усложняет их обслуживание, а наличие поддерживакицих роликов требует площади опоры определенных размеров. Эти аппараты .дороги в изготовлении, имеют значительные габариты и вес.
Известен, самоходный .1 5еханизм к сварочным устройствам на базе элект5ромагнитных трак-сердечников, образующих две параллельно движущиеся гусеничные цепи 4.
Такой механизм работает на базе раздельныхприводов подачи сварочной
0 проволоки и перемещения вдоль шва и не имеет жесткой связи между скоростью подачи сварочной проволоки и ск(Г11 остью перемещения вдоль шва, что требует специальных электрических
5 блоков управления для синхронизации этих скоростей.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является уст- - та- л. 4 --. - - -
ройство для поЯуавтойа-гическоГ элект р0дуУовой сварки плавящимся электродом ПоЯ слбем флюса,съдержащее горелку, механизм подачи провйлоки с приводным прижимным роликами, а также механизм перемещения устройстВА вдоль аша с опорные роликом, приводимют в движение резкой сварщика в процессе сварки 5.
Установи в упор в разделку или в угол шва, бварщик уменьшает эффект отрицательйого воздействия веса на рук у r S tffiSeTf у cSfosHl по1йё икания постоянного дуговЬгг) пройёжу к§: нЪ перемещение вдоль шва осуществляется 11ф; 1Г8бтается Т1ёр в1юмерншу1. ИГспЬльзование таких устройств требуё Г бт с1арШпса высбкой квалификации Для получения сварйЁОс швов .с высоким каче6твомг -.- -Д- - - v.; jr :SCtrr.
Цель изобретения - повышение качества сварного шва при одновременном снижении требованияк квалификации сварщика путем взаимосвязи скорости подачи электродной проволоки и ЬкЪ|: бстй перемё1цения устройства -ёДойь ШГа с однс временным перёйещеяиём конца элект|5ЬДа по эллиптической траектории.
Цель достигается тем, что в устройстве для дуговой сварки плавящимся электродом, содержащем горелку, механизм подачи электродной провОЛоки -с приводным и прижимньм подающшйги
Г .
нйя устройства вдоль шва, на приводном ролике закреплена эксцентричная ось, а механизм перемещения устройства выполнен .в видei закрег лей:нб;й Ш
;; ;;reipejffik«;; и параллеЙьнбй ёё%ё11ГШб1) ной П-образной штанги, обращенной йаЕ ужной стороной стенки П-образнрiro профилей в сторону горелки и шарнирно связанной концом, прртиврпрложвым опорному бщу7 с кост йЯей, ёШ полненн м с продольньал пазом для оси ша|) и расположёнйым между полками штанги, конец костыля, противопр ЛОЖНЫЙ опорному концу, сйй9| йн С рыйагЬм, установленньви на эксцентричдой ощ с врзможностью относительного поворота,При этом торец опорной штанги расположен ниже торца горел-. ки IB направлении подачи проволоки. Для регулирования величины шага пеPf ® §i JS5.-B штанге выполнен ряд 6т- вёрсгий, а в костыле-- ряд дополниТельных продольных пазов для установки |э( шарнира, соединяющего штангу и кобтыль.
На фиг. 1 йоказана кинематическая
,механизма шагателя; .на фиг.2 общий вид механизма шагателяТ на Фи -.3 - кинематика движения мехайизма, Х фаГУатрна фиг. 4 - тоже7 эа; н фиг. 5 - устройство для ./мно гопрстовой сварки, вид спереди; на фиг. б - то же, ВИД сбоку.
Устройство содержит горелку 1, механизм подачи электродной проволоки с приводным роликом 2 и прижимным роликом 3. На приводном ролике 2 закреплена эксцентричная ось 4. В устройство входит, механизм перемещения устройства вдоль шва, выполненный ввйДе П-образной опорной штанги 5, которая закреплена на горелке 1. Штанга параллельна оси горелки 1 и обращена к ней наружной стороной стеки П-обраэного профиля. Штанга шарнйрн6 связана концом, противоположным Опорному торцу, с костылем 6, расположенным между полками штанги. :Костыль выполнен с продольншл пазом 7, в котором распрложена ось 8 шарнира, соединяющего,костыль и штангу. Конец костыля, противоположный опорV йбму KOHtiy, жестко связан с рычагом ,9, установленным на эксцентричной ос 4 с врзможнрстью отнрсительного поворота. Торец опорной штанги 5 расположен ниже торца горелки 1 в направлении подачи пррволрки. В штанге может быть выполнен ряд отверстий 10, а в костыле б - ряд дополнительных проддльньох пазов 11 для установки оси 8 шарнира. :
Для расширения„технологических возможностей, увеличения производительности путем перехода на одновременное обслу иша ние нескольких аппаратов одним сварщиком устройство может быть снабжено дополните 1ьным узлом, представляющим,собой направляющую штангу 12, располагаемую параллено свариваемому шву (фиг. 5 и 6), установленную посредством стойки,13 йшарни1эа Г4. Горелка 1 в этомслу.4iae снабжена втулкой 15, установленной на направляющей ттйнге 12 с возможностью Ьсечзого перемещения, Втулка 15 крепится к горелке 1 с помощью хомута 16.
;На фиг. 2 представлен один из оптимальных вариантов устройства. Рычаг 9 в этом варианте устанавливается на эксцентричной оси посредством подшипника 17, при этом рычаг 9 сидит на наружном кольце подшипника. ИгЖнга 5 крепится.к горелке 1 посредством хбмутов 18 и 19. Верхняя часть костыля 6 выполнена с резьбой и соединена с рычагрм 9 посредством гаек 20 и 21.
Приводной ролик 2 получает вращение от привода подачи сварочной; проволоки путем непосредственной установки ролика на валу привода, либо через проволоку путем снятия крутящего момента с нее с помощью прижимного ролика 3.
Приводной ролик 2 жестко соединен с эксцентрично установленной осью 4 и сообщает ей вращательное движение вокруг оси О ролика 2.
Костыль б совершает сложноедвижение, состоящее из качания и возвратно-поступательного движения относительно оси 8,.
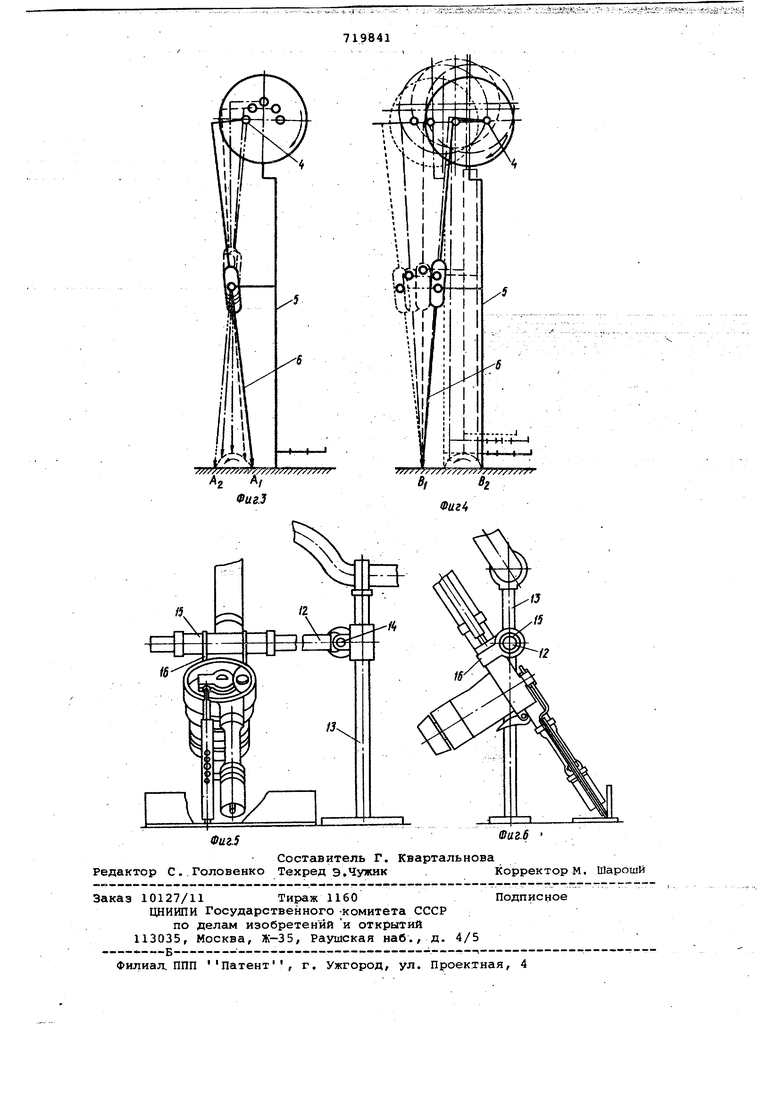
При сварке устройство устанабливется опорным торцом штанги 5 на поверхность изделия под нужньм углом.
В соответствии с движением эксце ричной оси 4 костыль 6 совершает сложное движение, и ejro опорный конец описывает траекторию, близкую к эллиптической. При этом в первой фазе движения (фиг. 3) устройство неподвижно и опирается на изделие торцом штанги 5, а костыль б внутри П-образной штанги 5 совершает сложное движение, и его опорный конец перемещается из ,точки А в точку A Во второй фазе движения (фиг. -4) эксцентричная ось 4, опираясь на котыль б, приподнимает штангу 5 и перносит ее из точки BI в точку В по эллиптической траектории.
Вследствие двух фаз описанного движения устройство перемещается вдоль шва на величину шага, равную расстоянию от точки В до точки В,
При дальнейшем вращении приводного ролика 2 цикл движения повт.оряется, в pesyjibTaTq чего устрбйство равномерно переме14ается вдоль шва.
При постоянной частоте шагания устройства, определяемой постоянством оборотов приводного ролика 2, скорость перемещения держателя вдоль шва определяется величиной шага, которая может регулироваться за счет изменения соотношения плеч Ij и Ij. . костыля путем перестановки оси 8 в отверстиях штанги 5.
При сварке стойка 13 устанавливается в угол свариваемого шва, направлякщая штанга 12 располагается, вдоль шва с небольшим наклоном к горизонту, а шарнир 14 регулируется так, чтобы при свободном опускании направлякяцая штайга 12 устанавлийа-, лась в угол резделки шва . Горелка 1 закрепляется хомутом 16 на скользящей втулке 15 и упирается костылем. б механизма перемещения в разделку шва. При включении привода подачи электродной проволоки механизм перемещения Йередвигйет устройство вдоль шва, при этом втулка 15 скользит по направляющей штанге 12. Постоянный прижим механизма перемещения в разделку шва осуществляется собствен ным весом устройства, а направление прижима задается регулируемым щарниром 14, удерживающим направляющую 1ртангу 12 в заданном положении.
Устройство позволяет облегчить работу сварщика, повысить качество сварных швов и производительность труда.
Формула изобретения
1.Устройство дли дуговой сварки плавящимся электродом, содержащее горелку, механизм подачи электродной проволоки с приводным и прижимным подающими роликами, а также механизм перемещения устройства вдоль шва, отличающееся тем, что, с целью повышения качества сварного шва при одновременном снижении требования к квалификации сварщика путем взаимосвязи скорости подачи электродной проволоки и скорости перемещения устройства вдоль шва с одновременным перемещением конца электрода по эллиптической траектории, на приводном ролике закреплена эксцентричная ось, а механизм перемещения устройства выполнен в виде закрепленной на горелке и параллельной ее оси опорной П-образной штанги, обращенной наружной стороной стенки П-образного профиля в сторону горелки и шарнирно связанной концом, противоположным опорному торцу,
с костылем, выполненным с продольным пазом для оси шарнира и расположенным между полками шТанги, конец костыля, противоположный опорному ко цу, жестко связан с рычагом, установленным на эксцентричной оси с возможностью относительного поворота, при этом торец опорной штанги расположен ниже торца горелки в направлении подачи проволоки.
2.Устройство по п.1, о т л и ч а ю щ е е с я тем, что, с целью регулирования вёлйчины шаГа йёремещения, в штанге выполнен ряд отверстий а в костыле - ряд дополнительных продольных пазов для установки оси шар нира, соединяющего штангу и костыль.
Источники информации, принятые во внимание при- экспертизе
1.Патент Великобритании № 1098165, кл. В 3 R, 1968.
2.Патент ФРГ № 928668,
кло 49 h 9/12, 1955.
3„ СОг - Kehlnahtschwcibgeraf, ZJS - Mitteilungen, 1973, № 3, с.250
4.Авторское свидетельство СССР № 521102, кл. В 23 К 37-02, 1974.
5.Авторское свидетельство СССР .№ 70774, кл. В 23 К 37/02, 1945
(ПРОТОТИП).
f9
,
X
V
X/VV/////VVV//X//yX//////////V
Фиг/
Фиг, 2

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 1971 |
|
SU418297A1 |
| Устройство для дуговой сварки | 1986 |
|
SU1511038A1 |
| Горелка для электродуговой сварки плавящимся электродом в среде защитных газов | 2017 |
|
RU2692143C2 |
| Горелка для дуговой сварки плавящимся электродом | 1976 |
|
SU671952A1 |
| Способ сварки плавящимся электродом | 1980 |
|
SU961889A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Способ многодуговой сварки криволинейных замкнутых швов | 1990 |
|
SU1750885A1 |