(Л
из которого выполнены элементы 2 силового органа 1. Первая температура памяти формы, обеспечивающая минимальные размеры силового органа 1, у всех элементов 2 одинакова, а вторая отличается , повышаясь от элемента к элементу на небольшую величину. С увеличением температуры число восстановивших цилиндрическую форму элементов 2 увеличивается. Напряжения, создаваемые при этом, растягивают тяги 3, Между торцом гайки 11 и поверхностью собираемой летали 4
образуется зазор, который контролируется прибором 9 и выбирается навинчи- ва1;ием гайки 11 на болт 10. После то го как процесс затяжки резьбового соединения заканчивается, силовой орган 1 охлаждают. Охлаждаясь до первой температуры памяти формы, элементы 2 принимают первоначальную криволиней Q ную форму. Между торцом гайки 6 и поверхностью 7 образуется зазор. Свинчивают гайку 6, и устройство переносится на следующее резьбовое соединение. 1 з.п.ф-лы, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для затяжки резьбовых соединений | 1986 |
|
SU1369886A1 |
| Устройство для затяжки крупных резьбовых соединений | 1982 |
|
SU1100078A1 |
| Устройство для растяжения элемента резьбонарезного соединения | 1973 |
|
SU484981A1 |
| Устройство для затяжки крупных резьбовых соединений | 1984 |
|
SU1178580A1 |
| Гайковерт | 1982 |
|
SU1055636A1 |
| Устройство для затяжки резьбовых соединений | 1983 |
|
SU1115896A1 |
| Устройство для затяжки болтов | 1978 |
|
SU841956A1 |
| Устройство для затяжки крупных резьбовых соединений | 1978 |
|
SU944913A1 |
| Устройство для затяжки крышек сосудов высокого давления | 1980 |
|
SU998109A1 |
| Способ затяжки резьбового соединения | 2015 |
|
RU2621749C2 |
Изобретение относится к механизированным ручным инструментам и может быть использовано в различных отраслях промышленности для монтажа и демонтажа оборудования. Целью изобретения является расширение технологических возможностей и повышение эффективности путем изменения температуры силового органа. Величины температур памяти формы обеспечиваются определенным составом сплава, из которого выполнены элементы 2 силового органа 1. Первая температура памяти формы, обеспечивающая минимальные размеры силового органа 1, у всех элементов 2 одинакова, а вторая - отличается, повышаясь от элемента к элементу на небольшую величину. С увеличением температуры число восстановившихся цилиндрическую форму элементов 2 увеличивается. Напряжения, создаваемые при этом, растягивают тяги 3. Между торцом гайки 11 и поверхностью собираемой детали 4 образуется зазор, который контролируется прибором 9 и выбирается навинчиванием гайки 11 на болт 10. После того как процесс затяжки резьбового соединения заканчивается, силовой орган 1 охлаждают. Охлаждаясь до первой температуры памяти формы, элементы 2 принимают первоначальную криволинейную форму. Между торцом гайки 6 и поверхностью 7 образуется зазор. Свинчивают гайку 6, и устройство переносится на следующее резьбовое соединение. 1 з.п.ф-лы, 1 ил.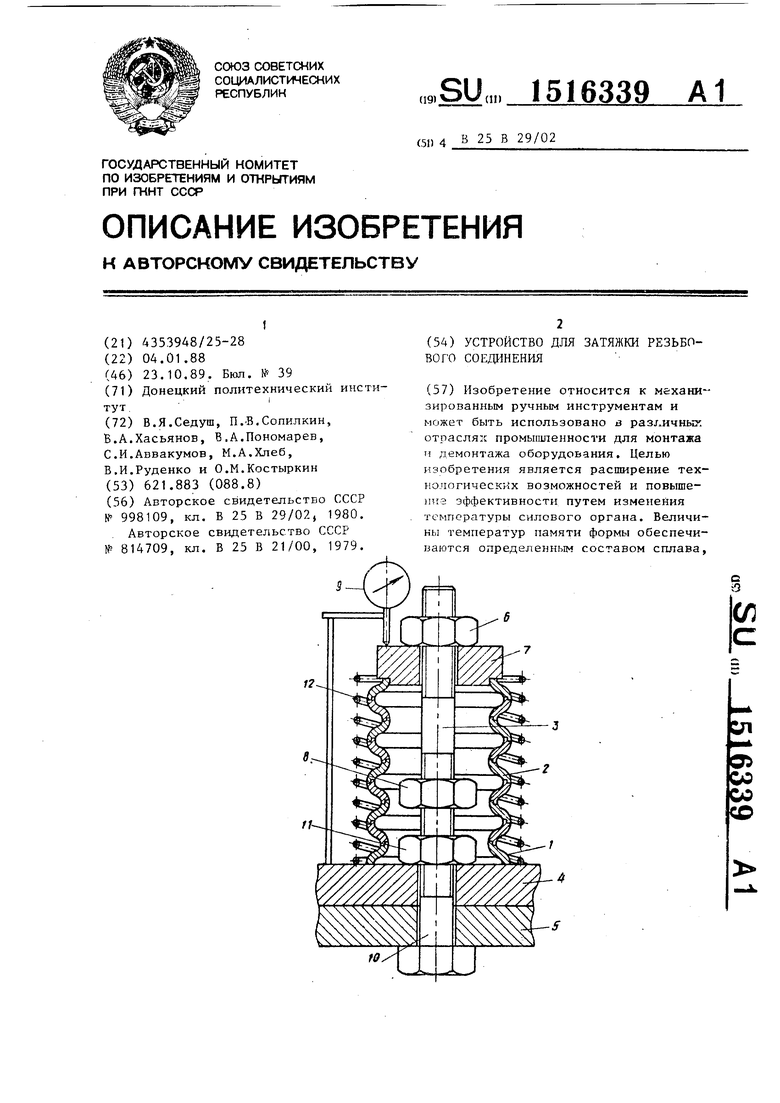
Изобретение относится к машиностроению, а именно к ручным переносным инструментам для сборки и разборки резьбовых соединений, и может быть ипользовано в различных отраслях промышленности для монтажа и демонтажа оборудования.
Цель изобретения - расширение технологических возможностей и повышени эффективности путем изменения температуры силового органа, обладающего эффектом памяти формы.
На чертеже изображено устройство, общий вид.
Устройство для затяжки резьбового соединения содержит силовой орган 1 в виде стойки, вьтолненный составным из криволинейных элементов 2 из материала, обладающего эффектом памяти формы, размещенную в силовом органе 1 тягу 3. Силовой орган 1 устанавливают на поверхность одной из собираемых деталей 4 и 5. Также устройство включает фиксатор 6, опирающийся на кольцо 7, муфту 8, прибор 9 для измерения растяжения болта 10, имеющего гайку 11, объемный нагрева- тельный элемент 12, установленный на наружной поверхности силового ор- 1 ана 1.
Устройство для затяжки резьбового
соединения работает следующим образом.
На удлиненный конец болта 10 навинчивают гайку 11 до упора ее торца в поверхность одной из собираемых деталей 4 и 5. Затем на резьбовый конец болта 10 навинчивают муфту 8 с установленной в ней тягой 3. После этого размещают на последней силовой
5 0 5
0
орган 1. Элементы 2 изготавливают предварительно. Для этого при температуре окружающей среды элементам 2 .придают криволинейную форму и минимальные размеры по высоте (первая температура памяти формы), а после нагрева до второй температуры памяти формы придают цилиндрическую форму и максимальные размеры по высоте.
Величины температур памяти формы обеспечиваются определенным составом сплава, из которого вьтолнены элементы 2 силового органа 1. Причем первая температура памяти формы, обеспечивающая минимальные размеры силового органа, у всех элементов 2 одинакова, что упрощает монтаж устройства, а вторая отличается,, повышаясь от элемента к элемен1т.у на небольл1ую величину. После этого на тягу 3 надевают кольцо 7 и навинчивают гайку 6 до упора в поверхность кольца 7. Затем устанавливают нагревательный элемент 12 и включают его. С увеличением температуры число восстановивших цилиндрическую форму и увеличившихся по высоте элементов 2 силового органа 1 увеличивается. Напряжения, создаваемые при этом, растягивают тяги 3. Между торцом гайки 11 и поверхностью собираемой детали 4 образуется зазор, соответствующий суммарной величине деформации восстановления формы набора элементов 2 и суммарному удлинению тяги 3 и болта 10 под действием усилия затяжки. Величина зазора контролируется измерительным прибором 9,и как только достигнет требуемой величины, нагревательный элемент 12 отключают и снимают, выбирая получен
ный зазор навинчиванием гайки 11 на болт 10,
После этого силовой орган 1, состоящий из набора элементов 2, выполненных из материала, обладающего эффектом памяти, охлаждают, например, водой. Охлаждаясь до первой температуры памяти формы, элементы 2 принимают первоначальную криволинейную по верхность, уменьшаясь по высоте. Между торцом гайки 6 и поверхностью кольца 7 образуется зазор. Свинчивают гайку 6, и устройство переносится на следующее резьбовое соединение.
Изобретение позволяет повысить качество монтаж;) резьбовых соединений за счет устранения в резьбовом соединении касательных напряжений пр создании усилия предварительной затяжки. Устранение касательных напряжений в резьбовом соединении позволяет предотвратить саиоотвинчивание гайки, а следовательно, сократить затраты на обслуживание резьбовых соединений. Кроме того, повышение качества монтажа снижает вероятность выхода из строя деталей и узлов, для крепления которых используется резь- бовое соединение, в виду уменьшения
3396
динамических нагрузок на них, что ппиводит к уменьшению количества отказов.
Формула изобретения
1, Устройство для затяжки резьбового соединения, содержащее составной силовой орган, устанавливаемый торцом на поверхность собираемой детали, размещенную внутри него тягу, одним концом наворачиваемую на высту пающтш элемент резьбового соединения другим связанную со свободным торцом силового органа, и нагревательньй элемент, отличающееся тем, что, с целью расширения технологических возможностей и повьшения эффективности, оно снабжено прибором для измерения растяжения элемента резьбового соединения, каждый элемент силового органа криволинейный и выполнен из материала с эффектом памяти формы, а нагревательный элемент размещен на наружной поверхности си- .fiOGoro органа.
| Устройство для затяжки крышек сосудов высокого давления | 1980 |
|
SU998109A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для растяжения эле-MEHTA РЕзьбОВОгО СОЕдиНЕНия | 1979 |
|
SU814709A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
