(Л
ел
00
о
ел
4
талли при и:(()Т()в. 1ении трубчатых изде- ;iint с ни утрени им кольцевым утолщением II торцовым фланцем. стройство содержит деформирующие ролики, ступенчатую оправку 1, :им деформирования конца трубной :(аготовки, выполненный в виде несущего кольца ,, ра:шешенног) на оправке со сто- |1() ее иереднек) торца. На кольце 3 установ. К на но меньшей мере одна : амкну- тая но периметру направляющая 5 с раз- ме ценн1,1м в ней обжимным ролик(.)м 9 посредством роликодержавки с возможностью свободного вращения и рег улиро- lioMHoro возвратно-посту па тельного нереме- niefiiiH or нривояа 8 в радиа.пьн IM направлении. На necvnieM ко.пьце . в 1незде
установлен по меньшей мере одни упорно-давильный ролик, смонтированный са стороны тыльного торца обжимного ролика 9 с возможностью контакта верхней частью своей боковой поверхности с плоской поверхностью упомянутого торца. При этом ось обжимного ролика расположена параллельно оси оправки, а ось упорно-давильного ролика - в плоскости, проходящей через оси обжимного ролика и оправки, перпендикулярно им. Оправка 1 выполнена двухступенчатой с обращенной к кольцу 3 ступенькз меньшего диаметра, а ступени сопряжены коническим участком. Несущее кольцо 3 смонтировано на оправке посредством тел качения 11. 2 з.п. ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационной вытяжки фланцевых изделий | 1988 |
|
SU1671389A1 |
| ПРУЖИННЫЙ ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2403115C1 |
| Способ изготовления тонкостенных осесимметричных обечаек | 1987 |
|
SU1489887A1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409442C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |
| СПОСОБ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2410184C1 |
| ИГЛОИНСТРУМЕНТ ДЛЯ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2409438C2 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ | 2009 |
|
RU2416476C1 |
| Рабочая клеть стана для ротационного выдавливания | 1988 |
|
SU1637905A1 |
| СПОСОБ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2416477C1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для ротационной вытяжки, и может быть использовано как приставка к давильно-раскатным станкам, применяемым в машиностроительной промышленности. Цель изобретения - снижение трудоемкости, повышение качества и экономия металла при изготовлении трубчатых изделий с внутренним кольцевым утолщением и торцовым фланцем. Устройство содержит деформирующие ролики, ступенчатую оправку 1, узел деформирования конца трубной заготовки, выполненный в виде несущего кольца 3, размещенного на оправке со стороны ее переднего торца. На кольце 3 установлена по меньшей мере одна замкнутая по периметру направляющая 5 с размещенным в ней обжимным роликом 9 посредством роликодержавки с возможностью свободного вращения и регулировочного возвратно-поступательного перемещения от привода 8 в радиальном направлении. На несущем кольце 3 в гнезде установлен по меньшей мере один упорно-давильный ролик, смонтированный со стороны тыльного торца обжимного ролика 9 с возможностью контакта верхней частью своей боковой поверхности с плоской поверхностью упомянутого торца. При этом ось обжимного ролика расположена параллельно оси оправки, а ось упорно-давильного ролика - в плоскости, проходящей через оси обжимного ролика и оправки, перпендикулярно им. Оправка 1 выполнена двухступенчатой с обращенной к кольцу 3 ступенью меньшего диаметра, а ступени сопряжены коническим участком. Несущее кольцо 3 смонтировано на оправке посредством тел качения 11. 2 з.п. ф-лы, 3 ил.
11зоГ))с гепис ()1-посится к ()б)аоотке ме- i;i..i()(i давлением, к частности к устро1И т- liiiM для ротационной вытяжки, и может 6ы1Ь испо.чьзовано как приставка к да ии.льио-раскатным станкам, примепяем1,1м в ма П1И построиТ1 . промьип пенности.
1UMII, и (обретения снижение тр доем- кпсги. понышеиис качества п :)КОП()мии металла (мтоюилснии тр бчат|,1х из.че .,г,1Й V iui Т1) кольцевым х то.лии ппем и горновым (jxiaHiicM.
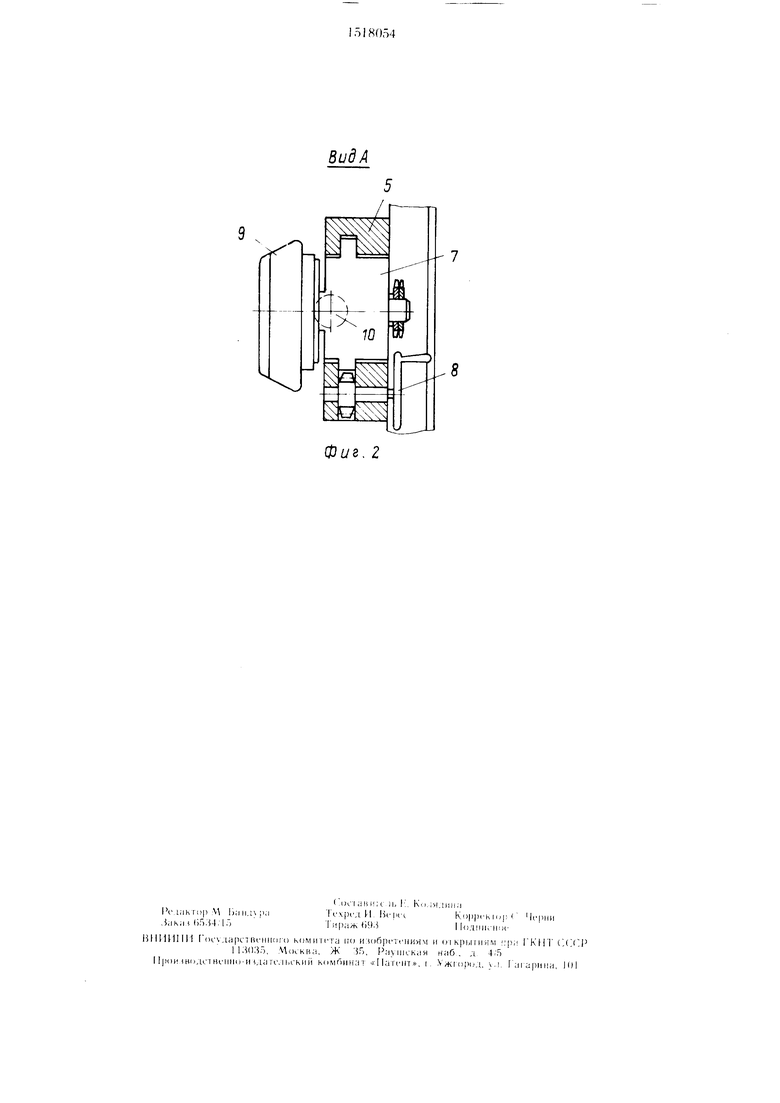
На ( . 1 мображепо ycTpniic тво. об MUiii нид; па (. 2вид А на (jiHi . 1,
на фиг. : ни. 1 Б на фит. I.
Vc i-pdiicTBo содержит ступепчатун) онран к 1. прос тавкх 2. несущее ко. .:. /кес1-ко закреилеппое tia неврашающемся ||рижпм1 4 пино.чи задпе11 бабки станка, направляющие о. жес тко прикреп. дчшыс к Н1Ч ушем ко, 1Ы1, 3 со CTopoHiii ето fioio диаметра, стойки направляюптих соединены обоймой () и образуют ж ч ткун.) (амкп тую рампук) конструкцию, роликодер- жавк 7. размешеинч К) внутри наир,- вляю- lueii Г), и привод h д.1Я ре1.1Ировки ра- ,диал1)Н()го 11о, И)Ж1 П11я р()/111К1)Д1Ч1жавк11 7. распо.П)жеппьи | на ос и по;1М1ИппикпВ1М ) з- ла роликодержавки обжимной ро. гак 5t, упорно-дави,1ьиый ролик 10, размешенны11 в гн1 з;1е несущего ко, 1ьца 3 со .I обжимного ро,1ика, причем ось враптения 1И)1н)-дави,1ьного ро,1ика И) пернендику лярна оси вращения обжимного ролика 9. ,1 верхнеГ) част1,к) 6oKOBoii поверхности он контактирует с тыльно11 торцовой поверхностью обжимного ро,1ика 9, распо.юженные в 1 нездах, в1)П1о,1неннь1х в несчщем ко, 1ьце Л. ()рные катки 11, имеющие возможность контакта с устуном оправки I.
VcTpoiicTBo 1аботает с,1едук)ш.им об|1азом.
Затотовк надев;иот на онравк 1 до уно- ра в проставку 2 и оправку 1 поджимают пинолью задней бабки станка на неврашающемся прижиме 4, в котором закреплено несущее кольцо 3 с размещен, ными на нем обжимными 9, упорно-давильными 10 роликами и опорными катками 11. Нос,1е этого осуществляется об- uiTHoe )отационное выдавливание заготовки 12 деформируюпщми роликами 13. При ее свободный конец Т1еремещается в настроен0 ный заранее зазор между обжнмными ро- ,111ками 9 и оправкой 1 и происходит обжим заготовки по диаметру уступа оправки с обра.зованнем ко.чьцевого внутренне- 10 то,1шения на ее Koiuie.
( момента касания заполняк)П1его метал5 -lit с упорпо-дави, 1ьн111м роликом 10 начинается торцован раскатка заготовки 12 нп, 1оть до окончательного оформления тор новою фланца в л(жа,1ьной зоне деформирования, образованной рабочими поверхностями оправки 1, ро,ликов 9 и 10. Hoc. ie заве|)шения формирования ф,1анца несущее кольцо снимается с прижима и па Toii же опраке 1 осуществляется окончательное ротационное выдав.чивание заготовки до требуемой Т(), 1шины стенки готовой
Применение устройства позволяет сни0 П1Ь трудоемкость изготовления трубчатых и ,де, 1пй с торцовым фланцем, повысить ючшнть готовых изделий и уменьшить |)асх(1Д метал.1а на единицу готового из- .1е,1ИЯ.
5Формула и:н 6ретения
равку, отличающееся тем, что, с целью снижения трудоемкости, повышения качества и экономии металла при изготовлении трубчатых изделий с внутренним кольцевым утолщением и торцовым фланцем, устройство снабжено узлом деформирования конца трубной заготовки, выполненным в виде несущего кольца, размещенного на оправке со стороны ее переднего торца и имеющего по меньшей мере одну замкнутую по периметру направляющую, по меньшей мере одного обжимного ролика, размещенного в направляющей посредством ро- ликодержавки с возможностью свободного вращения и регулировочного возвратно- поступательного перемещения от привода в радиальном направлении, по меньшей мере одного упорно-давильного ролика, смонтированного в вып(хпненном в несущем кольfj
фиг. /
0
це гнезде со стороны ты,тьног) торц,) обжимного ролика с возможностью контакта верхней частью своей боковой поверхности с плоской поверхностью упомянутого торца, при этом ось обжимного ратика расположена парал,1ельно оси оправки, ось упорно-давильного ролика расположена в плоскости, проходящей через оси обжимного ролика и оправки, перпендикулярно им, оправка выполнена двухстчпенча- той с обращенной к кольцу сгчпенью меньшего диаметра, а ступени сопряжены коническим участком в зоне, противолежащей рабочей поверхности обжимного ро лика.
7
X
фиг. 2
| Юдин Л | |||
| Г.Яко(иен (; | |||
| К foiannon ная вытяжка ци;|инл)ических оболичек | |||
| М.: ()стр()ение | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
