Изобретение относится к обработке металлов давлением, и может быть использовано в рг.зличнь х отраслях ма- шиностроеш я при производстве тонкостенных осесимметричных обечаек с в гутреню ми кольцевым утолщением и фланцем на конце.
. Целью изобретения является повышение производ15тельности и точности изготовления,
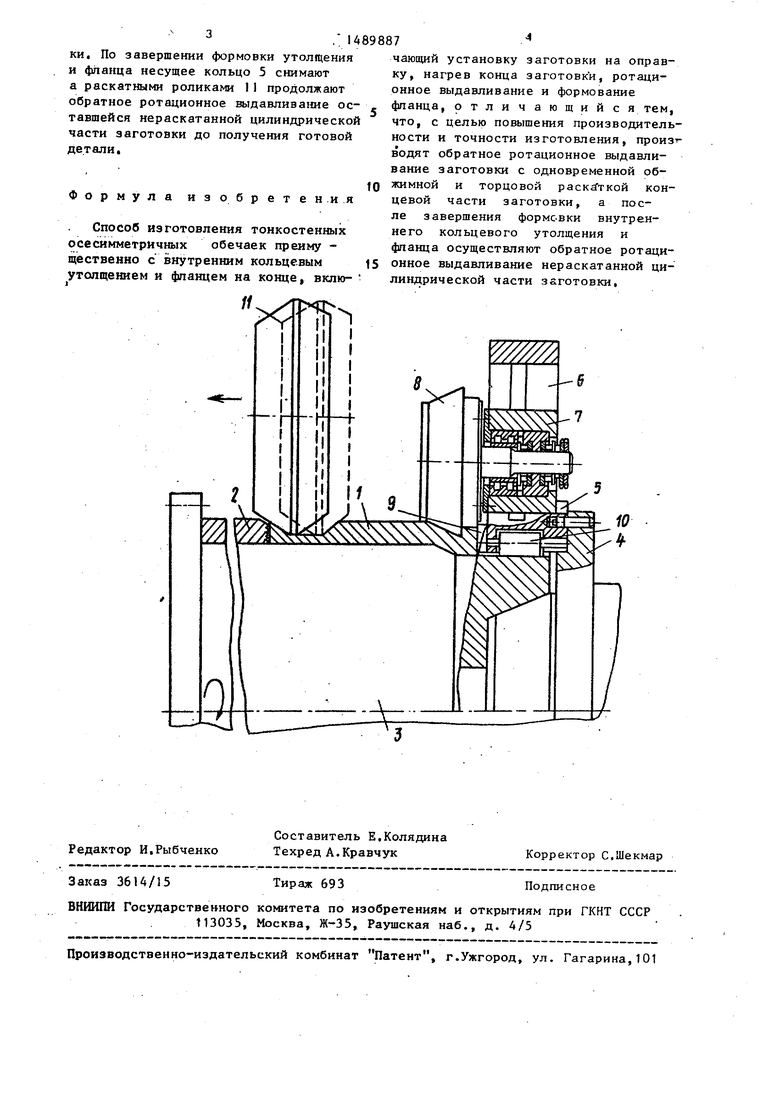
На чертеже показано устройство для осуществления способа.
Способ осуществляют .следующим образом,
Трубную заготовку 1 надевают до упора 2 на оправку 3, установленную на шпинделе давильно-раскатного станка. Оправка 3 поджимается прижимом пиноли задней бабки станка на неподвижном корпусе 4, на котором расположено несущее кольцо 5 с направляю- : 6, роликоде ржавками 7, обжимными 8, раскатными 9 роликами и опорными катками 10,
Затем включают вращение шпинделя, производят разогрев заготовки (газопламенный или индукционный) и раскатными роликами 11 станка осуществляют обратное ротационное выдавливание по цилиндрическому участку заготовки. При этом, разогретый конец заготовки за счет обратного течения металла поступает в зазор между обжимными роликами 8 и оправкой 3 в локальный ручей, образованный роликами 8, 9 и оправкой 3, где происходит формование утолщения и фланца детали путем торцовой раскат4
ро
СО 00 00 Ч
//.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационной вытяжки | 1987 |
|
SU1518054A1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННОЙ ВЫТЯЖКОЙ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2012 |
|
RU2502576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| Способ изготовления тонкостенных осесимметричных корпусов сосудов из легированных сталей, работающих под высоким давлением | 2018 |
|
RU2695095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
Изобретение относится к обработке металлов давлением и может быть использованно в различных отраслях машиностроения при производстве тонкостенных осесимметричных обечаек преимущественно с внутренним кольцевым утолщением и фланцем на конце. Цель изобретения - повышение производительности и точности изготовления обечаек. Устанавливают заготовку на оправку, нагревают конец заготовки, осуществляют обратное ротационное выдавливание с одновременной обжимкой и торцевой раскаткой концевой части заготовки. В результате за счет обратного течения металла формуется внутреннее кольцевое утолщение и фланец. После завершения формовки осуществляют обратное ротационное выдавливание нераскатанной цилиндрической части заготовки, при этом обжимка и торцевая раскатка совмещены во времени. 1 ил.
Редактор И.Рыбченко
Составитель Е.Колядина Техред А.Кравчук
Заказ 36К/15
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР t13035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор С.Шекмар
Подписное
| - Гредитор М,А | |||
| Давлегше работы и ротационное выдавливание | |||
| М.: Машиностроение, 1971, с.82, 83, |
