Изобретение относится к обработке металлов давлением, в частности к ротационному выдавливанию, и может быть использовано при изготовлении пустотелых цилиндрических деталей со ступенчатой наружной поверхностью.
Целью изобретения является повышение качества изделий.
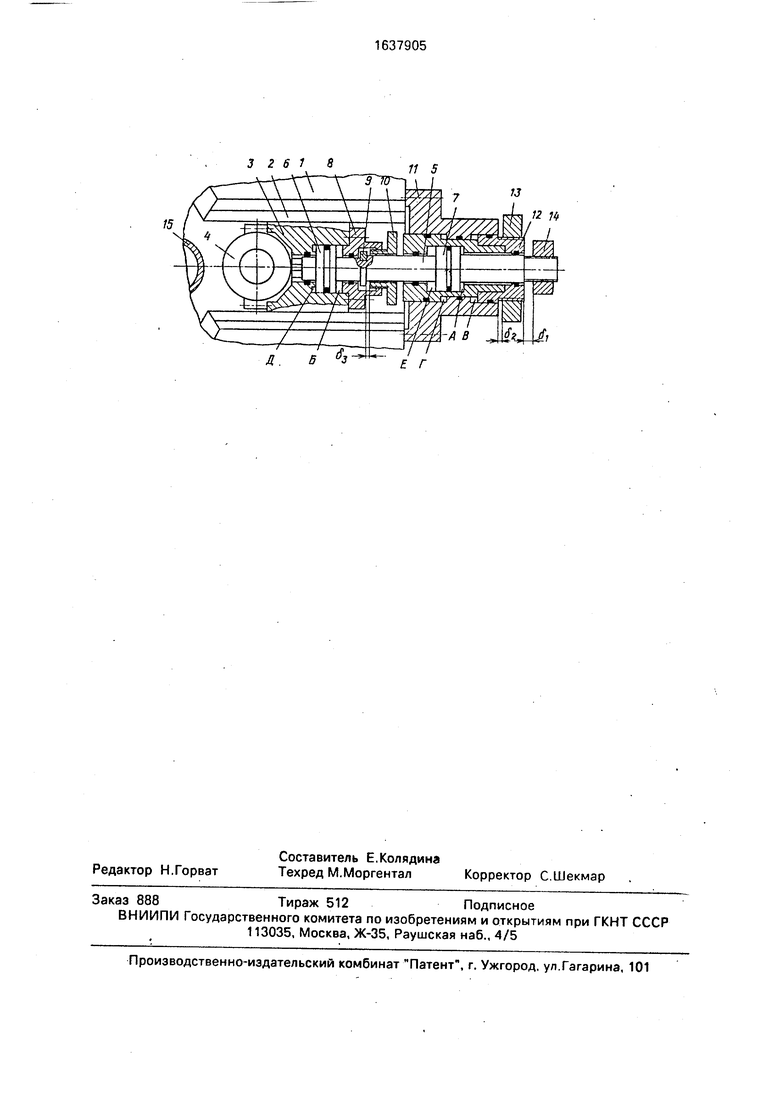
На чертеже показана рабочая клеть стана для ротационного выдавливания, разрез.
Рабочая клеть стана для ротационного выдавливания состоит из станины 1, установленной на стане с возможностью продольного перемещения. На направляющих 2, выполненных в станине 1, установлены суппорта 3, на каждом из которых смонтирована роликодержавка с деформирующим роликом 4. В суппорте выполнена цилиндрическая полость, играющая роль цилиндра, в дно которой закреплен шток 5, на
котором жестко закреплены два поршня - основной 6 и дополнительный 7. Поршень 6 установлен в цилиндрической полости суппорта, которая закрыта опорной крышкой 8. В крышке 8 выполнен кольцевой паз, в котором размещен упор 9, жестко закрепленный на штоке 5. В крышку 8 ввернут полый регулировочный упорный винг 10. Кстанине 1 клети жестко прикреплен стакан 11, внутри которого установлен сборный полый цилиндр 12, в полости которого размещен дополнительный поршень 7. На резьбовом конце сборного полого цилиндра 12 установлена дополнительная регулировочная гайка 13, а на резьбовом конце штока 5 установлена основная регулировочная гайка 14.
Рабочая клеть стана для ротационного выдавливания работает следующим образом.
( СА) VJ
О О (Л
Предварительно нагретую заготовку 15 устанавливают на оправку, закрепляют в шпинделе передней бабки стана и фиксируют прижимом. Шпиндель приводится во вращение, а станина 1 рабочей клети начинает перемещаться в сторону оправки с заготовкой.
Для обработки первого размера детали давление рабочей жидкости подают в полости А,Б,В, а полости Г,Д,Е соединяют со сливом. Дополнительный поршень 7 совместно со штоком 5 перемещается вперед до упора основной регулировочной гайки 14 в корпус сборного полого цилиндра 12. При этом происходит движение суппорта 3, несущего роликодержавку с деформирующим роликом 4, по направляющим 2 на величину 6i.
Для обработки на второй размер давление жидкости подают в полость 7, а полости В соединяются со сливом. При этом сборный полый цилиндр 12 перемещается вперед до упора дополнительной регулировочной гайки 13 в стакан 11, суппорт 3 перемещается на величину 2.
Для обработки на третий размер жидкость подают в полость Д, а полость Б соединяют со сливом. Происходит движение суппорта 3 на величину 5з относительно основного поршня 6 до упора по/юго регулировочного упорного винта 10, который закреплен на крышке 8 в кольцо 9.
Таким образом, на каждой ступени обработки имеет место жесткий упор регулировочных гаек и винта в торцы взаимодействующих с ними деталей, что позволяет повысить точность позиционирования деформирующих роликов и стабильность их положения в процессе обработки заготовок независимо от колебания толщины стенки и свойств материала заготовки.
В результате - качество изготавливаемых изделий значительно выше, чем при обработке подобных изделий на существующих ротационных станках.
Формула изобретения
Рабочая клеть стана для ротационного выдавливания, содержащая станину, деформирующие ролики и привод каждого из деформирующих роликов, выполненный в
виде корпуса гидроцилиндра, поршня штока и опорной крышки, отличающаяся тем, что, с целью повышения качества изделий, она снабжена суппортами, подвижно установленными в станине, в каждом из которых смонтирован деформирующий ролик, стаканом, жестко закрепленным на станине, дополнительным гидроцилиндром, смонтированным в стакане, корпус которого выполнен составным, а поршень закреплен на штоке основного гидроцилиндра сооснос ним основной регулировочной гайкой, установленной с возможностью перемещения на корпусе дополнительного гидроцилиндра, дополнительной регулировочной
гайкой, установленной на конце штока основного гидроцилиндра с возможностью взаимодействия с торцовой поверхностью корпуса дополнительного гидроцилиндра, упором, жестко закрепленным на штоке
между поршнями основного и дополнительного гидроцилиндров и выполненным в виде кольца, полым регулировочным упорным винтом, установленным на штоке основного гидроцилиндра с возможностью перемещения вдоль его оси и взаимодействия своей наружной поверхностью с опорной крышкой основного гидроцилиндра, а торцовой поверхностью - с упором, при этом в каждом суппорте выполнена цилиндрическая
полость, в которой размещены шток и поршень основного гидроцилиндра.
3261 8
11 5
JJ
2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационного выдавливания | 1987 |
|
SU1493355A1 |
| Устройство для ротационного выдавливания тонкостенных цилиндров | 1972 |
|
SU446340A1 |
| Способ ротационного выдавливания конических деталей из плоских заготовок | 1988 |
|
SU1607993A1 |
| Станок для ротационной вытяжки трубных деталей | 1987 |
|
SU1516183A1 |
| Гидравлический суппорт | 1981 |
|
SU994127A1 |
| Станок для ротационного выдавливания | 1974 |
|
SU505468A1 |
| Станок для ротационной вытяжки цилиндрических деталей | 1989 |
|
SU1632566A1 |
| Стан для накатки для зубчатых профилей | 1989 |
|
SU1666256A1 |
| Станок для ротационной вытяжки | 1979 |
|
SU829262A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
Изобретение относится к обработке металлов давлением, в частности к ротационному выдавливанию, и может быть использовано при изготовлении пустотелых цилиндрических деталей со ступенчатой наружной поверхностью. Цель изобретения - повышение качества изделий. Рабочая клеть для ротационного выдавливания состоит из станины 1, деформирующих роликов 4, каждый из которых закреплен на суппорте 3. Привод каждого из деформирующих роликов выполнен в виде корпуса гидроцилиндра, которым является суппорт 3, поршня 6, штока 5 и опорной крышки 8. На станихе жестко смонтирован стакан 11, внутри которого установлен дополнительный гидроцилиндр. Корпус гидроцилиндра 12 является составным, поршень 7 закреплен на штоке 5. На корпусе 12 установлены регулировочная гайка 13, а на конце штока 5 - дополнительная регулировочная гайка 14. На штоке 5 между поршнями 6 и 7 жестко закреплен упор 9, выполненный в виде кольца. 1 ил.
Д В U3
Ј Г
| Рабочая клеть стана поперечнойпРОКАТКи пРОфильНыХ издЕлий | 1978 |
|
SU841753A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
