Изобретение относится к литейному производству, а именно к непререрывному литью металлов на одноручьевых маши- на.х непрерывного , 1итья заготовок.
Цель изобретения - увеличение вы.хо- да годного металла.
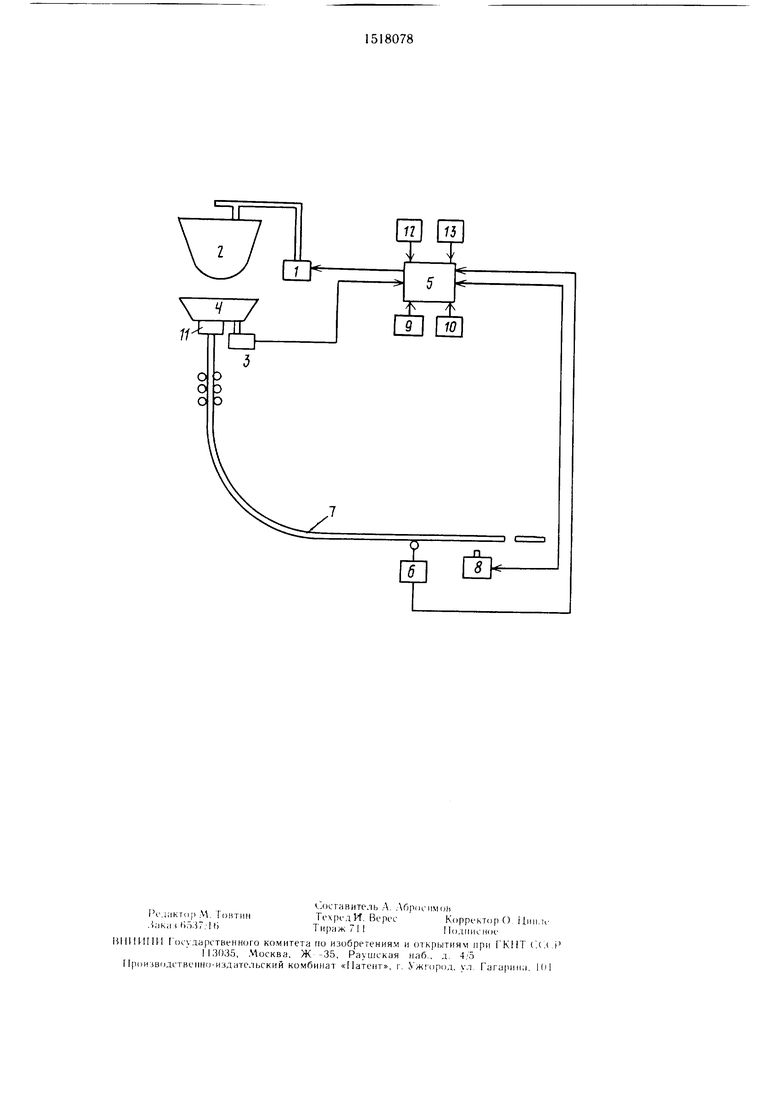
Способ может быть реализован с помощью устройства, содержащего механизм 1 управления стопором разливочного ковща 2, датчик 3 массы металла в промежуточном ковще 4, управляющую вычислительную машину ( УВМ) 5, датчик 6 измерения текущей длины слитка 7, машину 8 газовой резки (МГР), задатчи к 9 заданной мерной длины, задатчик сечения кристаллизатора 11, разливаемой марки металла, смены промковща
Во время разливки слиток 7 движении вращает мерительный ролик, на оси которого жестко закреплен датчик 6 текущей длины слитка, преобразующий линейную длину слитка в пропорциональное количство импульсов. Им10 площади задатчик 12 задатчик 13
при своем
пульсы с датчика 6 поступают в УВМ 5, где на основании данных о текущей длине слитка и заданного расстояния от номинального уровня металла в кристаллизаторе 1 1 до оси исходного положения резаков мащины 8 газовой резки рассчитывается текущая мерная длина слитка При равенстве значений текущей и заданной мерной длины слитка, поступающей с задатчика 9, УВМ 5 выдает команду МГР 8 на начало реза. Момент начала реза определяется по сигналу о сведении захватов МГР, поступающему в УВМ. При поступлении этого сигнала в УВМ 5 определяется длина отрезаемой заготовки Новое значение текущей длины слитка определяется вычитанием из текущей длины слитка до начала реза очередной заготовки длины отрезаемой заготовки. После . ..ончания реза очередной заготовки МГР 8 возвращается в исходное состояние и ожидает новой команды на рез. Если в процессе разливки с задатчика 13 поступает сигнал о необходимости смены проможхСП
оо о
00
К чиого ковша, VBM 5 на ооюваиии данных о магсе мета.ма и iipOMKc BLiie. пос- )iia ii :1алатчика .3, но форму,н
l-;v--M/i S,(1)
I U 1. длина лаютонкн заданного сеч(-- |ня, но. п чакпцаяся прн раз.чивке мегадда, находящегося в пром- конше; Л гокушая масса метад. 1а в нромKohuic;
11 плотность мстад;1а, зависян1,ая от рач.тнваемо1Ч) мета.тла, нос- iyiiaK)iueii с (адатчика 12; S 11.тон1ад, сечении кристаддизатора,
11ост накипая с задатчика К), )реде.чяс г ддину 1., заготовки, которая может 11о,тучигься при разливке мета,т,та, находяшегск я то,-и,ко в нромковии .
Команда ;ехани М 1 у 11 1аидения с опо- )|1М 1Д-а, icjia ,тии)чно| I) кошма о н|1екра ;иении полами Mt4a, i.ia в нромежут омний коим: 4, VijAA ,S выдает в момент. Kill да:
М()1)( I t 1 ,J,l.,i--0,(2l
:io 1 пая ми n;i с. П i ка п, ;и ишма 25
г, 1П I ча .111 и, 1и/ка и чиМ п к к|пк- 1 Л I, П1 -.а ир 1 1 V | | I/ICV , ; 1,1 UI |и;ля мермаи ддлпа ам
I чики,
i)MviM: П Л 11:ЯП1Я uilal-- . if
ni . ii ii Л илмю о л I , iriiiui i;i
( М:п ,-, сиособ мо,т чения ме)ных за- i Hi)iiK M.I о uiojvv чьгшлх viainiinax Hinipi-- |)ыимо|-о ,,я tai iHdBoK иозво.тяет eoK|ia- i :Л 1Л) iii.ixiM пемерных заготовок, а e,ie доват I , и.мо, уве, ичит1, выход 1 одио11 по с|1авн(Д1И1о с прототипом в среднем на (t,, i 01 адаим)11 (И1 длины (агот овки |ри кажд(1(| смене мромкоЕипа.
Как М(1Каи 1иас1- практика рабогы мега,т- | ргпчгских ; ДК)дов, например ИЛЛАК. I oMHoi o KOBHIB 11)онсходит в срсмнем i pa ta 4 ндавки. IliMt ежес у roMHoii |1аз,1ивкс серии из 211 н,тавок и но,т чении залотовок (1,2Х I . м е нрименеЕик м В1 1П|еомисанно1 о способа но.ту- д,тя одпоручьево маи1ины увеличение выхода |3)дного на tSOOO т в i-од.
Рассмог 1им ia6i)iv ,МНЛЗ но вышеони- (, анному снособу па конкретном нриме и
11редпо,южим, что и.чсг разливка ста,ти (п,тогность ( -7 г. ЛГ) через криета, 1,ти- iarop, сечением О.Х .о м . Ладанная д.ти на от,тнваемьгх -lai OTOBoK - - 5 м. ЛАасса метал.та в i ромсжу гочном (1 т.
П)едно,1ожи 1, что в момент ноступ ,1г11ИЯ (апроса о смене нромежуточно1ч : KoBina -(адагчмка , д,тина П1Л1 1ерывного слигка от мениска металла в кристаллизаторе до переднего торца непрерывного с, 1игка м,
В УВМ 5 но форму,1е (1) рассчиты- ва1чся д,чина заготовки, получающаяся нри )азливке мета.тла, находящегося в промежуточном ков1не:
(7. 0,2- 1,5) 14.3 м.
Далее находится сумма l,,-fL, 52,3 м:
По формуле (2) определяется остаток от де.тения (Ь + Ц) на заданную мерную длину заготовок Li, откуда:
L,, ,AOD(( I.)L,)2,3 м, где LII оетаток от целочнс.ченного деления (1.-f LJ.) на L,b
Для того, чтобы LII бы,то равно 0. , 1жно быть равно:
1.,:-Д.+(1... 1,,|)--38(5 2,3)40,7м
, команда la перекрытие стопо- jia ста,те)1аз.1иво||пого KOBnia должна быть иьпапа в моменг. ко1 да длина ненрерыв- 1И;|() с,титка на техно, 1огической оси М11ДЗ досги1пе1 д.тины 40.7 м. или. если после пача.ча |)асчета нроизон1е. рез елитка, когда д.тин непрерывного с. 1итка и от- |1езапно11 мерной :(а отовки достиг нет 40,7 м, ;; д.чин L ().7 м + 14.3 м; -,)Г) м.
Таким обра:(ом но.лучоше мерных за- IOIOHOK на одноручьево11 ма1иине нен К рыв- ио| о . 1итья. iai OTOBoK (ак,1К) в чн рав,че11ии сюиором ра 1,1ивоч1 ого ковша при смене 11ромежуточно1 о KOBina таки,м ))м. чтобы «нояс, образующийся ча Непрерывном слитке н|)и смен1 )межу ri iHoro ковша нопада.п на ччасток не- iipepi.unioro с. 1игк;; между п.ча нир емыми к о|резу загоТ1)вками аданно ме)ной T. iHiH)).
Формула п лооретснпн
Гдюсоб получения мерных заготовок lia одноручьевой маи1ине непрерывного , 1нт1.я :iaroTOBOK. нрсимупгественно в с.тччае замены 11})омежуточно о ковша, |)кдючак)11ий измерение массы мета,1ла в промежуточном KOBLHe. изме|1ение текущей д.:1ины слитка и при достижении им заданной мерной д.тины выдачу команды на рез, отличаю щийся тем. что. с це.:|ью уве.тичения выхода годного мета.тла. доно.тнительно fiepe- счигываюг массу мета.тла в нромежу(очном KOBiJie в длину с.тигка ;1,тя данною сечения к()11С1 аллн:(аюра и н(екран1аюг подачу мет алла из сга, 1ераз,1ивочного при равенстве указанной .мины в сл мме с д,тиной слитка от мениска метал.та в к|П1Ста.г1и:(ап( до переднего торца слитка, кпатпо 1аданной .1,тине заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения мерных заготовок на многоручьевой машине непрерывного литья заготовок | 1989 |
|
SU1696119A1 |
| Устройство для получения мерных заготовок на машине непрерывного литья металла | 1982 |
|
SU1068216A1 |
| Способ управления разливкой металла на многоручьевой машине непрерывного литья заготовок | 1988 |
|
SU1696117A1 |
| Устройство автоматического управления машиной газовой резки | 1986 |
|
SU1395422A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕРНЫХ ЗАГОТОВОК НА МНОГОРУЧЬЕВОЙ МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2254205C1 |
| Устройство управления газорезкой машины непрерывного литья заготовок | 1986 |
|
SU1475765A1 |
| Устройство управления порезом слитка на установке непрерывной разливки металла | 1986 |
|
SU1377167A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2072141C1 |
| Устройство для оптимального раскроя слитка в машине непрерывной разливки металла | 1984 |
|
SU1212691A1 |
Изобретение относится к непрерывной разливке металла. Пославленная цель достигается тем, что в способе получения мерных заготовок, включающем измерение массы металла в промежуточном ковше и измерение текущей длины слитка, дополнительно пересчитывают массу металла в промежуточном ковше в длину слитка для данного сечения кристаллизатора и прекращают подачу металла из сталеразливочного ковша при равенстве указанной длины в сумме с длиной слитка от мениска металла в кристаллизаторе до переднего торца слитка кратной заданной длине заготовки. 1 ил.
| Устройство для получения мерных заготовок на машине непрерывного литья металла | 1982 |
|
SU1068216A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
