входов коммутатора, второй выход прибора для измерения текущей длины
с вторым входом перслитка соединен вого счетчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| Устройство автоматического управления машиной газовой резки | 1986 |
|
SU1395422A1 |
| Устройство для оптимального раскроя слитка машины непрерывной разливки металла | 1987 |
|
SU1447552A1 |
| Устройство автоматического измерения длины слитка в машине непрерывного литья металла | 1981 |
|
SU1022777A1 |
| Устройство для оптимального раскроя слитка в машине непрерывной разливки металла | 1984 |
|
SU1212691A1 |
| Устройство для автоматического измерения длины слитка в машине непрерывного литья заготовок | 1986 |
|
SU1503988A1 |
| Система управления режимом порционного вакуумирования стали | 1984 |
|
SU1227690A2 |
| Способ изготовления наружных обшивок для кровельных панелей с утеплителем и устройство для его осуществления | 1990 |
|
SU1784418A1 |
| Устройство для управления распределением металла по ручьям машины непрерывного литья заготовок | 1985 |
|
SU1294466A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
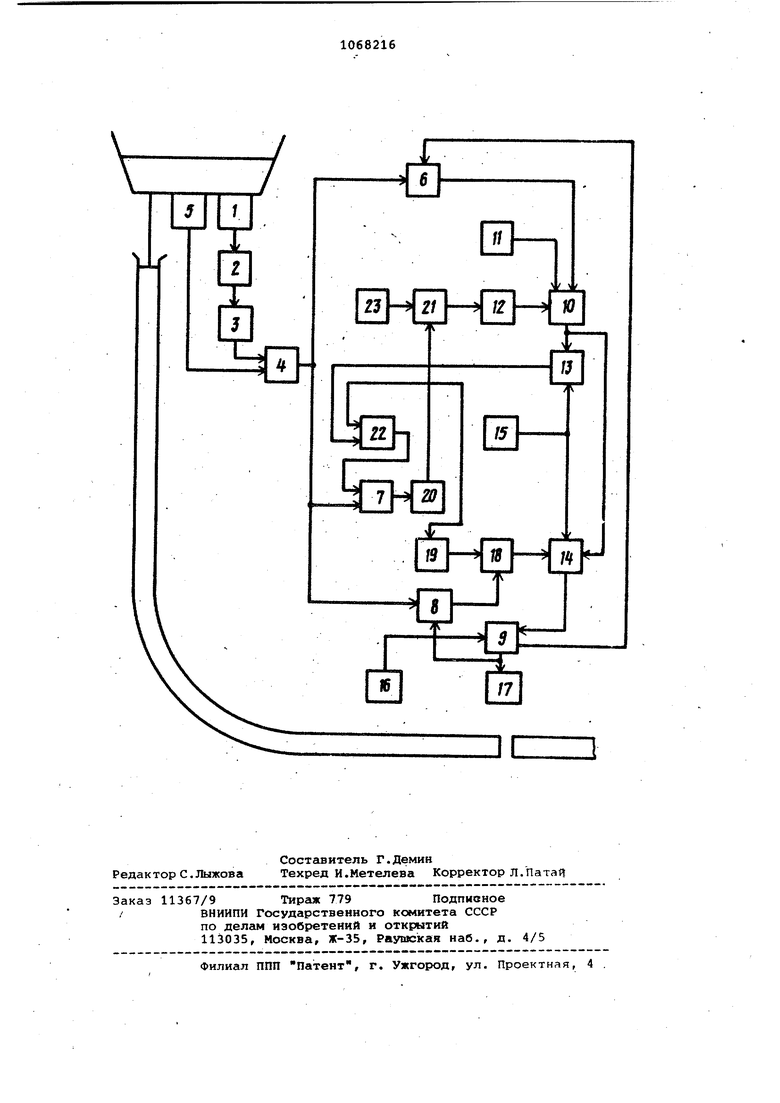
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МЕРНЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЬШНОГО ЛИТЬЯ МЕТАЛЛА, содержа&(ее задат чик мерной длины заготовки, устройство резки слитка, прибор для измерения текущей длины слитка, первый вход которого соединен с датчиком длины слитка, а выход которого соединен с устройством резки слитка, о т- . личающееся тем, что, с целью сокращения отходов и увеличения выхода годного металла, оно дополнительно содержит датчик веса металла в промежуточном ковше, нормирующий преобразователь, сигнализатор, три схемы совпадения, датчик перемещения промежуточного ковша, регистр, два алгебраических cyiiMaтора,задатчик расстояния от мениска металла до исходного положения устройства слитка, два импульсных генератора, два ключа, три (Счетчика, коммутатор, причем выход датчика .веса металла в промежуточном ковше соединен с входом нормирующего преобразователя, выход которого соединен с входом сигнализатора, выход которого соединен с пер:вым входом первой схеи«л совпащения, второй вход которой соединен с выходом датчика перемещения промежуточного ковша, выход первой схема совпадения соединен с первым входом регистра, первым входом первого ключа и первым входом первого счетчика, выход которого соединен с вторым входом второй схе№л совпадения, выход которой соединен с первым входом коммутатора, выход которого соединен с вторым входом прибора для измерения текущей длины слитка, первый выход которого соединен с вторым входом регистра, выход которого соединен с , первым вхо.дом первого алгебраического сумматора, второй вход которого (Л (Z соединен с выходом задатчика расстояния от мениска металла до исходного положения устройства рез ки слитка, выход первого ключа соединен с входом первого импульсного генератора, выход которого соединен с первымвходом второго ключа, выход которого соединен с входом сзь оо второго счетчика, выход которого соединен с третьим входом первого ал.гебрайческого сумматора, выход hD BTOpoi-o импульсного генератора соединен с вторым входом второго ключа выход первого cyNwaTopa соединен с Gb nepBfcovi входом коммутатора и первым входом второго аглебраическсго сумматора, выход KOToportf соединен с первым входом третьей схемы совпадения, выход которой соединен с вторым входом первого ключа, вмход первого импульсного генерйтора соединен с вторым входом третьей схемы совпадения и входбм третьего счетчика, выход которого соединен с первым входом второй схемы совпадения, выход задатчика мерной длины заготовки соединен с вторым входом второго алгебрайческого сумматора и третьим
Изобретение относится к литейному производству, точнее к литью металлов и прочих материалов, конкретнее к непрерывному литью металлов выдавливанием расплавленной массы, литью в трубчатые литейные формы - с открытыми .концами, и может быть использовано в системах автоматической резки непрерывного слитка на задавае мые мерные заготовки установок непре рывной разливки металла. ; . Известно устройство для получения мерных заготовок на машинах непрерывного литья заготовок (МНЛ31, состоящее из фотореле, которое устанав ливают на каждую мерную длину заготовки, и устройства резкислитка Cll Недостатком устройства является то, что .оно не учитывает при разливке плавку на плавку пояса при простоях МНЛЗ. . : Наиболее близким к изобретению по технической сущности и достигаемо му результату является устройство для получения мерных- заготовок на МНЛЗ, состоящее из датчика дл.ины слитка, датчика мерной длины заготовки, подключенных .на вхэдах прибора для измерения текущейдлины слитка, выход которого соединен с. устройством резки слитка. Известное .устройство работает еле дующим образом. Сигналы от датчика длины слитка поступают на вход прибора мерного реза. Задатчикомустанавливается необходимая мерная длина заготовки. . При совпдении числа, установленного задатчиком, мерной длины заготовки и текущей длины прибор для измерения текущей длины слитка выдает cHrHaJi на начало реза слитка iz} Недостаток известного устройства для получения мерных заготовок ааключается в том, что в нем не учитываются пояса - участки бракованного металла в слитке, образующиеся в кристаллизаторах в момент смены промежуточного ковша, т.е. при временном прекращении подачи металла в кристаллизатор при одновременном снижении скорости разливки, заготовки, содержащие пояса, идут в брак. Целью,изобретения является сокращение отходов и увеличение выхода годного металла. Указанная цель достигается тем, что устройство для получения мерных заготовок на машине непрерывного литья металлов, содержащее задатчик мерной длины заготовки, устройство резки слитка, прибор для измерения текущей длины слитка, первый вход которого соединен с датчиком длины слитка, а выход которого соединен с устройством резки слитка, дополнительно содержит датчик веса металла в промежуточном ковше, нормирующий преобразователь, сигнализатор, три схемы совпадения, датчик перемещения промежуточного ковша, регистр, два алгебраических сумматора, задатчик расстояния от мениска металла до исходного положения устройства резки, слитка, два импульсных генератора, два ключа, три счетчика, коммутатор, причем выход датчика веса металла в промежуточном ковше соединен с входом нормирующего преобразователя, выход .которого соединен с входом сигнализатора, выход которого соединен с первым входом первой схемы совпадения, второй ВХОД которой соединен с выходом датчика, перемещения промежуточного ковша, выход первой схемы совпадения соединен с первым входом регистра, первым входом первого . ключа и первым .входом первого счетчика, выход которого соединен с вторым входом второй схемы совпадения, выход которой соединен с первым входом коммутатора, выход которого соединен с, вторым входом прибора для измерения текущей длины слитка, пёрBbsfi выход которого соединен с вторым входом регистра, выход которого соединен с первым входом первого алгебраического.сумматора, второй вхоД которого соединен с выходом задатчика расстояния от мениска металла до исходного положения устройства резки слитка, выход первого ключа соеди.нен с -входом первого импульсного генератора; выход которого соединен с первым входом второго ключау выход которого соединен с входом второго счетчика, выход которого соединен с третьим входом первого алгебраического сумматора, выход второго импульсного генератора соединен с вторым входом второго ключа, выход первого сумматора соединен с первым входом коммутатора и первым входом второго алгебраического сумматора, выход которого соединен с первым входом третьей схемы совпадения, выход которой соединен с вторым входом первого ключа, выход первого (ИМПУЛЬСНОГО генератора соединен с вторым входом третьей схемы совпаде ния и входом третьего счетчика, выход которого соединен с первым вход второй схемы совпадения, выход задатчика мерной длины заготовки соед нен с вторым входом второго алгебр ческого сумматора и -третьим входом коммутатора, второй выход прибора для измерения текущей длины слитка соединен с вторым входом первого счетчика. . В- качестве схемы совпгшения, ап гебраического сумматора счетчика. ключа, коммутатора, регистра, импул ного генератора могут быть использ ваны любые серийно выпускаемые циф ровые функциональные устройства. В качестве сигнализатора, нормирующего преобразователя могут быть- ис пользованы , выпускае «1ыа Чебоксар.ским заводом ЗЭИМ. В качес ве датчика перемещения промежуточного ковша может быть использован любой промышленный концевой выключ тель, а в качестЁе датчика веса ме талла в промежуточном ковше может быть использован стандартный силои мерительный .датчик типа ДСТБ. .На чертеже представлена -блок-сх ма устройства. Устройство содержит датчик 1 ве са металла в промежуточном- ковше, ВЫХОД которого подключен на вход номирующего преобразователя 2, выход, которого подсоединен к входу сигнализатора 3, выход которого сое динен с первым входом первой схемы 4 совпадения, второй вход которой соединен с выходом датчика 5 перемещения промежуточного ковша. Выход первой схемы 4 совпадения соединен с первым входом регистра б, первым входом первого ключа 7 и первым входом первого счетчика 8. Второй вход регистра б соединен с первым выходом прибора 9 для измерения текущей длины слитка, а выход регистра 6 соединен с первым входом первого алгебраического сумматора .10, второй вход которого соединен с выходом задатчика 11 расстояния от мениска металла до исходного положения устройства резки слитка, а третий вход - с выходсм второго счетчика 12. Выход первого алгебраического сумматора 10 соединен с первым входом второго апгеб1 аического сумматора 13 и первьлч входом коммутатора 14. Выход задатчика 15 мерной длины заготовки соединен с вторым выходом второго алгебраического сут 1матора 13 и вторым входом коммутатора 14, выход которого соединен с первым входом прибора 9 .для измерения текуией длины слитка. Второй вход прибора 9 для измерения текущей длины слитка подключен к выходу датчика 16 длины слитка. Второй выход прибора 9 для измерения текущей длины елитка подключей ко входу устройства. 17 резки слитка и ко второму входу первого счетчика 8, выход которого подсоединен к второму входу второй сжемы 18 совпадения, выход которой соединен с третьим входом коммутатора 14. Первый вход второй, схемы 18 совпадения соединен с выходом третьего счетчика 19, входкоторого соединен с выходом первого импульсного генератора 20, вторым входом второго ключа 21 и вторым входом третьей схемы .22 совпадения, Перв.ый вход третьей схемы 22 совпадения соединен с выходом .второго алгебраического сумматора 13/ а выход - с вторым входом первого ключа 7, выход которого соединен- с входом первого импульсного генератора 20. Выход второго импульсного генератора 23 соединен с первым входом второго ключа 21,«выход которого соединен с входом второго счетчика 12.. Устройство работает следующим образом. В стацион.арном режиме разливки сигнал от задатчика 15 мерной длины заготовки через коммутатор 14 поступает на второй вход прибора .9 для измерения текущей длины слитка. На первый вход- прибора 9 поступают сигналы от датчика 16 длины слитка,. При совпадении числа, установленного задатчиком, и текущей длины слитка прибор 9 для измерения текущей длины слитка выдает сигнал на устройство 17 Слитка. в нестационарном режиме разли1 ки при замене промежуточного ковша происходит перерыв струи металла в кристаллизатор и, как следствие, образование бракованного участка метаяла, называемого поясом. Момент смены промежуточного ковша определяется одновременным присутствием сигнала с датчика Бис сигнализатора 3, срабатывающего, когда уровень сигнала с датчика 1, проходящего через нормирующий преобразователь 2, становится меньше заданного минимального, соответствующего минимальному весу промежуточного ковша. При этс на выходе первой схемы 4 совпадения появляется импульсный сигнал, задний фронт которого является сигналом записи для регистра б, в KOTopt поступает информация о текущей длине слитка с прибора 9 для измерения текущей длины слитка. Задни фронт ЭТОГО же сигнала включает пер вый ключ 7, который запускает первы импульсный генератор 20, длительнос импульсов которого рпределяет в совокупности с заполняющей частотой второго импульсного генератора 23 код, эквивалентный мерной длине заготовки. Импульсы с второго импульс ного генератора 23, модулированные импульсами первого импульсного генератора 20, поступают через ключ 21 (где они и модулируются Jна второй счетчик 12, в котором выбирается код, соответствующий целому числу мерных длин. Одновременно сигналы с импульсного генератора 20 поступают на третий счетчик 19, который считает количество мерных заготовок в МНЛЗ на момент образования пояса. Коды с регистра 6 и датчика расстояния от мениска металла до исход ного положения устройства 17 резки слитка поступают на суммирующие вх-о ды первого алгебраического сумматора 10, а со счетчика 12 - на вычитаю1ций вход этого же сумматора. На выходе сумматора.10 получается Код, соответствующий длине металла в МНЛЗ на момент образования пояса за вычетом целого числа мерных длин заготовок. Этот код поступает на суммирующий вход второго алгебраического сумматора 13, а на вычитающий вход поступает код с задатчика 15 мерной длины saiJTOBKH. Как толь ко разность, получаемая на выходе второго алгебраического сумматора 13, станет отрицательной, третья схема 22 совпгщения по заднему фрон ту действующего в данный момент, импульса от первого импульсного генератора 20 выдаст сигнал, по котором первый ключ 7 отключит первый импульсный генератор 20. При этом в счетчике 19 остается код, соответствующий количеству мерных заготовок в МНЛЗ на момент образования пояса. Одновременно закрывается ключ 21, и в первом счетчике остается код, соответствующий суммарной длине мерных заготовок, имеющихся в машине, а на выходе первого алгебраического сумматора 10 - код, соответствующий длине немерной заготовки, содержащей пояс. Этот код, соответствующий длине немерной заготовки,с поясом поступает на третий вход коммутатора 14. Одновременно с включением первого импульсного генератора 20 и с записью в регистр 6 текущей длины слитка по заднему фронту сигнала с первой схемы 4 совпадения включается первый счетчик 8, который считает отрезанные заготовки по сигналам, выдаваемь м в устройство 17 резки слитка прибором для измерения текущей длины слитка. При равенстве кода, соответствующего количеству отрезанных заготовок с выхода первого счётчика 8, и кода, соответствующего коли-; честву заготовок в МНЛЗ намомент образования пояса с выхода третьего счетчика 19, вторая схема 18 совпадения выдает сигнал на переключение коммутатора 14. При этом на вход прибора 9 для измерения текущей длины слитка через коммутатор.14 поступит код, соответствующий немерной длине заготовки с поясом. После отрезания немеРНОй заготовки с поясом, которая меньше мерной, вторая схема 18 совпадения переключит коммутатор 14 на код, соответствующий мерной заготовке, так как код на счетчике 8 отрезанных заготовок будет превышать код на счетчике 19. Начальная установка всех счетчиков, регистров, сумматоров происходит по переднему фронту импульса, вьщаваемого схемой 4 совпадения. Система позволит дополнительно снизить расход жидкой Сталина 0,8 кг/т слябов, т.е. общая экономия составит 1,2 кг/т слябов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бойченко М.С и др | |||
| Непрерывная разливка стали, М., Металлургия1, 1961, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Марголин Ш.М | |||
| и Карлик В.А | |||
| Электрооборудов,ание и автоматизация установок непрерывной разливки стали | |||
| М., Металлургия, 1969, с | |||
| 0 |
|
SU165167A1 | |
