оэ
О5
фиг.1
Изобретение относится к литейному производству, а именно к непрерывной разливке металлов, и может быть использовано для раскроя непрерывноли- того слитка при разливке различных по составу сталей методом плавка на плавку.
Целью изобретения является увеличение выхода годного металла и произ водительности при разливке различных по составу сталей методом плавка на плавку.
На фиг.1 приведена блок-схема устройства управления порезом слитка на фиг.2 - схема формирователя импульсов; на фиг.З - схема вычисли- тельного блока; на фиг.4 - схема измерителя положения начала и конца
пояса
Устройство (фиг.1) содержит датчик 1 длины слитка, виход которого подключен на первый вход формирователя 2 импульсов, на второй вход которого подключен выход датчика 3 длины слитка, выход формирователя 2 импульсов подключен на первый вход схемы 4 совпадения, на второй вход которой подключен выход инвертора 5, выход схемы 4 совпадения; подключен на пер- вый вход вычислительного блока 6, на второй вход которого подключен выход задатчика 7 количества металла в промковше, на третий выход подключен первый выход датчика 8 состояния ши- бера стальковша, на четвертый вход подключен второй выход датчика 8 состояния шибера стальковша, выход вычислительного блока 6 подключен на вход нуль-органа 9, выход которог подключен на вход инвертора 5, выход датчика 1 длины слитка подключен на первый вход схемы 10 совпадения, на второй вход которой подключен первый выход датчика 8 состояния шибера стальковша, выход схемы 10 совпадения подключен на первый вход измерителя 11 положения начала и конца пояса, на второй вход которого п одключен выход схемы 12 совпадения, на первый вход которой подключен выход датчика 1 длины слитка, а на второй вход подключен выход нуль-органа 9, на третий вход измерителя 11 положения начала и конца пояса под- ключен выход задатчика 13 расстояния от линии исходного положения резаков до начала пояса, а на четвертый вход подключен выход задатчика 14
.
5
0
5 0 5 0 5 п
расстояния от мениска металла в кристаллизаторе до линии исходного положения резаков, первый и второй выходы измерителя 11 положения начала и конца пояса подключены соответственно на первый и второй входы блока 15 управления механизмами газовой резки, выход датчика 3 длины слитка подключен на первый вход схемы 16 совпадения, на второй вход которой подключен первый выход датчика 8 состояния шибера стальковша, выход схемы 16 совпадения подключен на первьй вход измерителя 17 положения начала и конца пояса, на второй вход которого подключен выход схемы 18 совпадения, на первьй вход которой подключен выход датчика 3 длины слитка, а на второй вход подключен выход нуль-органа 9, на третий вход измерителя 17 положения начала и конца пояса подключен выход задатчика 13 расстояния от линии исходного положения резаков до нг.чала пояса, а на чет- вертый вход подключен выход задат- . чика 14 расстояния от мениска мефал- ла в кристаллизаторе до линии исходного положения резаков, первый и второй выходы измерителя 17 положения начала и конца пояса подключены соответственно на первьй и второй входы блока 19 управления механизмами газовой резки.
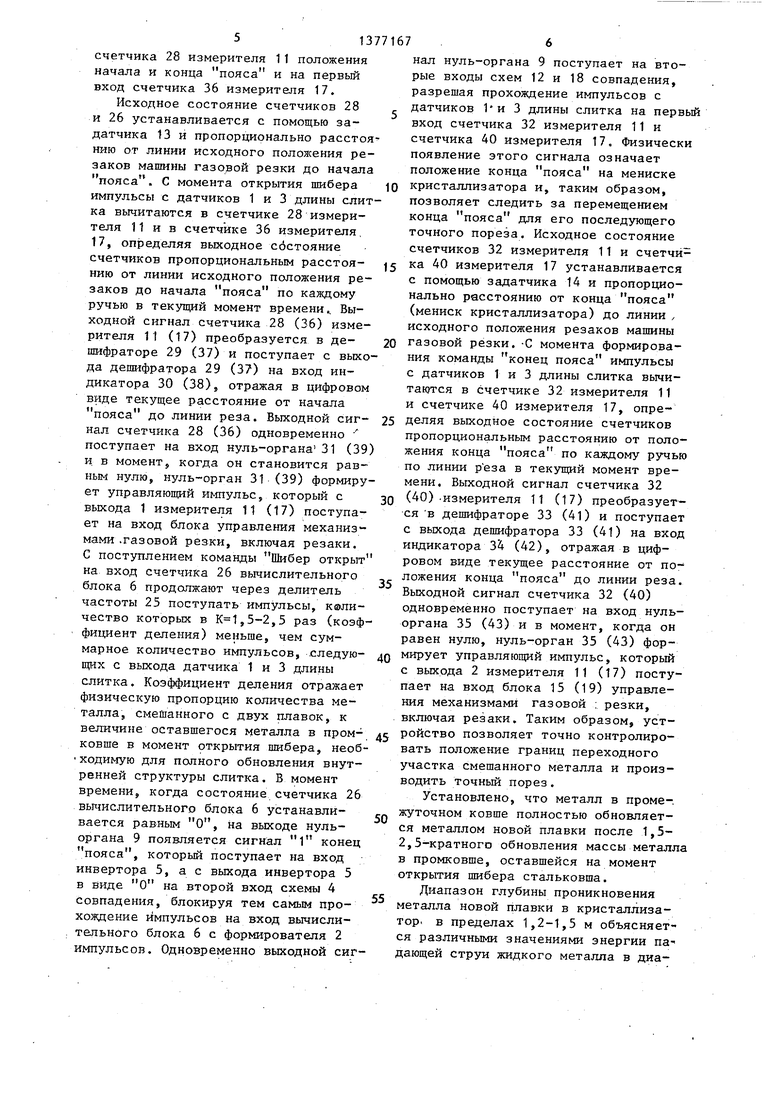
Формирователь 2 импульсов (фиг.2) содержит инвертор 20, вход которого подключен на выход датчика 1 длины слитка, выход инвертора 20 подключен на первьй вход элемента ИЛИ 21, на второй.вход которого подключен выход инвертора 22, вход которого подключен на выход датчика 3 длины слитка, на третий вход элемента ИЛИ 21 подключен выход одновибратора 23, вход которого подключен на выход схемы 24 совпадения, на первьй вход которой подключен выход инвертора 20, а на второй вход подключен выход инвертора 22, выход элемента ИЖ 21 - подключен на первьй вход схемы 4 совпадения.
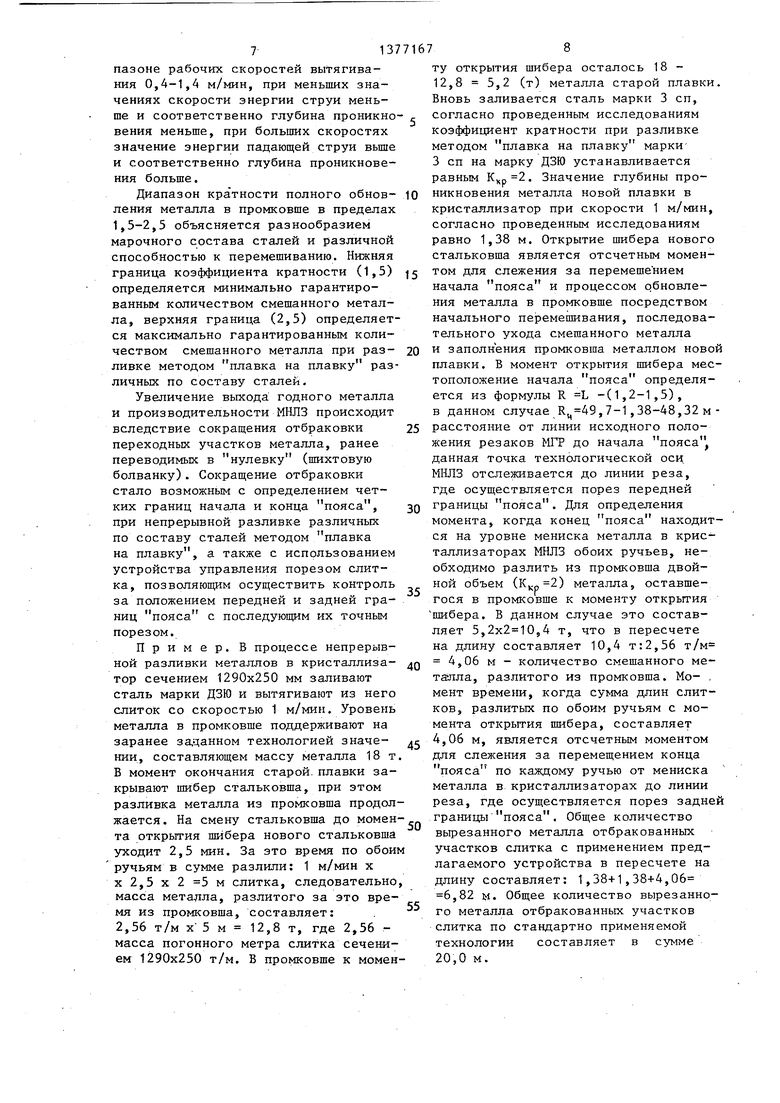
Вычислительньй блок 6 содержит (фиг.З) делитель 25 частоты с переменным коэффициентом деления, на первьй вход которого подключен выход схемы 4 совпадения, на второй вход подключен первьй выход датчика 8 состояния шибера стальковша, выход делителя 25 частоты подключен на первый вход Счетчика 26, на второй вход которого подключен выход задатчика 7 количества металла в промковше, а на третий вход подключены выход дифференцирующего звена 27, вход которого подключен на второй выход датчика 8 состояния пибера стальковша, выход счетчика .26 на вход нуль-органа 9.
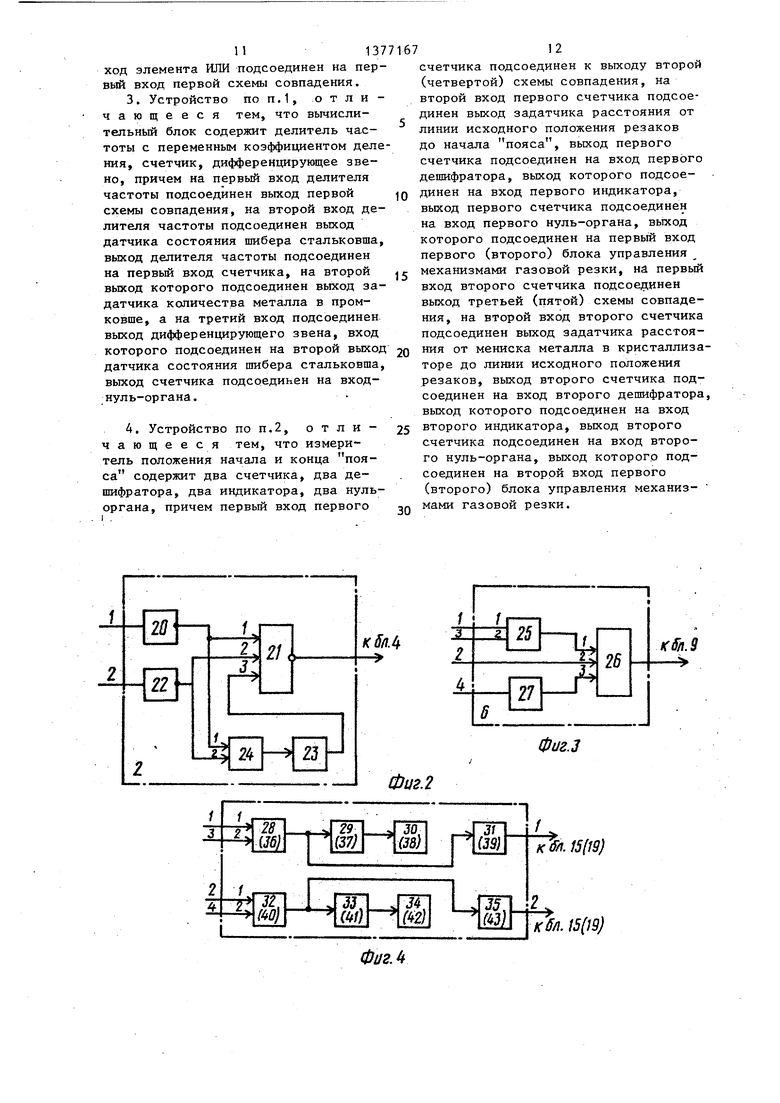
Измеритель 11 (17) положения начала и конца пояса содержит (фиг.4) счетчик 28 (36), на первый вход которого подключен выход схемы 10 (16) совпадения, на второй вход счетчика 28 (36) подключен выход задатчика 13 расстояния от линии исходного положения резаков до начала пояса , выход счетчика 28 (36) подключен на вход дешифратора 29 (37), выход кото рого подключен на вход индикатора 30 (38), выход счетчика 28 (36) подключен на вход нуль-органа 31 (39), выход которого подключен на первый вход блока 15 (19) управления меха- низмами газовой резки, счетчик 32 (40), на первьй вход которого подклю . чен выход схемы 12 (18) совпадения, на второй вход счетчика 32 (40) подключен выход задатчика 14 расстояния от мениска металла в кристаллизаторе до линии исходного положения резаков, выход счетчика 32 (40) подключе
на выход дешифратора 33 (41), выход которого подключен на вход индикатора 34 (42), выход счетчика 32 (40) подключен на вход нуль-органа 35 (43 выход которого подключен на второй вход блока 15 (19) управления механизмами газовой резки.
Устройство работает следующим образом.
К моменту окончания разливки металла из стальковша предыдущей плавки уровень металла в промковше, а, следовательно, и его масса поддерживаются согласно требованиям технологии на определенном значении, величина которого задается с помощью задатчика 7 количества металла в промковше. В момент окончания разливки металла из стальковша формируется команда Шибер закрыт и на втором выходе датчика 8 состояния шибера стальковша появляется сигнал О, который проходя через дифференцирующее звено 27 вычислительного блока 6, устанавливает счетчик 26 этого блока в исходное положение, выходной
с 10
t5 2025зо
,
771674
сигнал счетчика 26 пропорционален количеству металла в промежуточном ковше в данный момент времени. С момента закрытия шибера старого сталь- ковша и до момента открытия шибера нового стальковша из промежуточного ковша производится разливка металла например, через два ручья УНРС. Количество металла, разлитое за этот промежуток времени, пропорционально количеству импульсов, которые прошли с датчиков 1 и 3 длины слитка через формирователь 2 импульсов и схему 4 совпадения на первьй вход вычислительного блока 6.
Суммирование импульсов в формирователе 2 импульсов осуществляется следуюш 1м образом.
Если импульсы с датчика 1 и 3 длины слитка следуют относительно друг, друга в разные моменты времени, то каждый из них проходит через инвертор 20 или 22 на вход элемента ИЛИ 21 и далее на выход блока 2 к блоку 4. Если происходит совпадение действия импульсов во времени, то через схему 24 совпадения запускается ждущий одновибратор 23, на выходе которого формируется импульс, следующий после окончания действия импульса датчиков. Таким образом, формирователь 2 импульсов осуществляет передачу : на вход вычислительного блока 6 сумму импульсов с датчиков 1 и 3 длины слитка. В промежутке времени, когда отсутствует приток стали в промковше до момента открытия шибера нового стальковша делитель 25 частоты вычислительного блока 6 работает с коэффициентом деления 1 и пропускает все приходящ1€е импульсы с формирова- теля 2 на вход счетчика 26, который работает в режиме вычитания. К мо 45 менту открытия шибера нового сталь- ковша выходное состояние счетчика 26 пропорционально количеству металла, оставшемуся в промковше. В момент открытия шибера нового стальковша формируется команда Шибер открыт и на выходе 1 датчика 8 состояния шибера стальковша устанавливается
35
40
50
сигнал 1 , который поступает на вход управляемого делителя частоты 25 вычислительного блока, изменяя коэффициент деления согласно требованиям технологии, а также на входы схемы 10 и 16 совпадения, разрешая прохожден11е импульсов на первьй вход
счетчика 28 измерителя 11 положения начала и конца пояса и на первый вход счетчика 36 измерителя 17.
Исходное состояние счетчиков 28 и 26 устанавливается с помощью за- датчика 13 и пропорционально расстоянию от линии исходного положения резаков машины газовой резки до начала пояса. С момента открытия шибера импульсы с датчиков 1 и 3 длины слитка вычитаются в счетчике 28 измерителя 11 и в счетчике 36 измерителя, 17, определяя выходное сбстояние счетчиков пропорциональным расстоянию от линии исходного положения резаков до начала пояса по каждому ручью в текущий момент времени,. Выходной сигнал счетчика 28 (36) измерителя 11 (17) преобразуется в дешифраторе 29 (37) и поступает с выхода дешифратора 29 (37) на вход индикатора 30 (38), отражая в цифровом виде текущее расстояние от начала пояса до линии реза. Выходной сигнал счетчика 28 (36) одновременно поступает на вход нуль-органа 31 (39 и. в момент, когда он становится равным нулю, нуль-орган 31 (39) формирует управляющий импульс, который с выхода 1 измерителя 11 (17) поступает на вход блока управления механизмами .газовой резки, включая резаки. С поступлением команды Шибер открыт на вход счетчика 26 вычислительного блока 6 продолжают через делитель частоты 25 поступать импульсы, к®ли- чество которых в ,5-2,5 раз (коэффициент деления) меньше, чем суммарное количество импульсов, .следующих с выхода датчика 1 и 3 длины слитка. Коэффициент деления отражает физическую пропорцию количества металла, смешанного с двух плавок, к величине оставшегося металла в пром- ковше в момент открытия шибера, необ ходимую для полного обновления внутренней структуры слитка. В момент времени, когда состояние счетчика 26 вычислительного блока 6 устанавливается равным О, на выходе нуль- органа 9 появляется сигнал 1 конец пояса, который поступает на вход инвертора 5, а с выхода инвертора 5 в виде О на второй вход схемы 4 совпадения, блокируя тем самым прохождение импульсов на вход вычислительного блока 6 с формирователя 2 импульсов. Одновременно выходной сиг0
5
0
5
0
5
0
5
0
5
нал нуль-органа 9 поступает на вторые входы схем 12 и 18 совпадения, разрешая прохождение импульсов с датчиков 1 и 3 длины слитка на первый вход счетчика 32 измерителя 11 и счетчика 40 измерителя 17. Физически появление этого сигнала означает положение конца пояса на мениске кристаллизатора и, таким образом, позволяет следить за перемещением конца пояса для его последующего точного пореза. Исходное состояние счетчиков 32 измерителя 11 и счетчика 40 измерителя 17 устанавливается с помощью задатчика 14 и пропорционально расстоянию от конца пояса (мениск кристаллизатора) до линии , исходного положения резаков машины газовой резки. -С момента формирования команды конец пояса импульсы с датчиков 1 и 3 длины слитка вычи- так)тся в счетчике 32 измерителя 11 и счетчике 40 измерителя 17, определяя выходное состояние счетчиков пропорциональным расстоянию от положения конца пояса по каждому ручью по линии р еза в текущий момент времени. Выходной сигнал счетчика 32 (40) .измерителя 11 (17) преобразуется в дешифраторе 33 (41) и поступает с выхода дешифратора 33 (41) на вход индикатора 34 (42), отражая в цифровом виде текущее расстояние от положения конца пояса до линии реза. Выходной сигнал счетчика 32 (40) одновременно поступает на вход нуль- органа 35 (43) и в момент, когда он равен нулю, нуль-орган 35 (43) формирует управляющий импульс, который с выхода 2 измерителя 11 (17) поступает на вход блока 15 (19) управления механизмами газовой : резки, включая резаки. Таким образом, устройство позволяет точно контролировать положение границ переходного участка смешанного металла и производить точный порез.
Установлено, что металл в проме-. жуточном ковше полностью обновляется металлом новой плавки после 1,5- 2,5-кратного обновления массы металла в промковше, оставшейся на момент открытия шибера стальковша.
Диапазон глубины проникновения металла новой плавки в кристаллизатор, в пределах 1,2-1,5 м объясняется различными значениями энергии падающей струн жидкого металла в диапазоне рабочих скоростей вытягивания 0,4-1,4 м/мин, при меньших значениях скорости энергии струи меньше и соответственно глубина проникновения меньше, при больших скоростях значение энергии падающей струи вьш1е и соответственно глубина проникновения больше.
Диапазон кратности полного обновления металла в промковше в пределах 1,5-2,5 объясняется разнообразием марочного состава сталей и различной способностью к перемешиванию. Нижняя граница коэффициента кратности (1,5) определяется минимально гарантированным количеством смешанного металла, верхняя граница (2,5) определяется максимально гарантированным количеством смешанного металла при разливке методом плавка на плавку различных по составу сталей.
Увеличение выхода годного металла и производительности МНЛЗ происходит вследствие сокращения отбраковки переходных участков металла, ранее переводимых в нулевку (шихтовую болванку). Сокращение отбраковки стало возможным с определением четких границ начала и конца пояса, при непрерывной разливке различных по составу сталей методом плавка на плавку, а также с использованием устройства управления порезом слитка, позволяющим осуществить контроль за положением передней и задней границ пояса с последующим их точным порезом.
Пример. В п роцессе непрерывной разливки металлов в кристаллизатор сечением 1290x250 мм заливают сталь марки ДЗЮ и вытягивают из него слиток со скоростью 1 м/мин. Уровень металла в промковше поддерживают на заранее за,чанном технологией значении, составляющем массу металла 18 т В момент окончания старой, плавки закрывают шибер стальковша, при этом разливка металла из промковша продолжается. На смену стальковша до момента открытия шибера нового стальковша уходит 2,5 мин. За это время по обои ручьям в сумме разлили: 1 м/мин х X 2,5 X 2 5 м слитка, следовательно масса металла, разлитого за это время из промковша, составляет: 2,56 т/м X 5 м 12,8 т, где 2,56 - масса погонного метра слитка сечением 1290x250 т/м. В промковше к момен
5
0
5
0
5
0
5
0
5
ту открытия шибера осталось 18 - 12,8 5,2 (т) металла старой плавки. Вновь заливается сталь марки 3 сп, согласно проведенным исследованиям коэффициент кратности при разливке методом плавка на плавку марки- 3 СП на марку ДЗЮ устанавливается равным 2. Значение глубины проникновения металла новой плавки в кристаллизатор при скорости 1 м/мин, согласно проведенным исследованиям равно 1,38 м. Открытие шибера нового стальковша является отсчетным моментом для слежения за перемеше нием начала пояса и процессом обновления металла в промковше посредством начального перемешивания, последовательного ухода смешанного металла и заполнения промковша металлом новой плавки. В момент открытия шибера местоположение начала пояса определяется из формулы R L -(1,2-1,5), в данном случае ,7-1,38-48,32м- расстояние от линии исходного положения резаков МГР до начала пояса, данная точка технологической оси МНЛЗ отслеживается до линии реза, где осуществляется порез передней пояса. Для определения
когда конец пояса находитграницымомента,
ся на уровне мениска металла в кристаллизаторах МНЛЗ обоих ручьев, необходимо разлить из промковша двойной объем () металла, оставшегося в промковше к моменту открьп ия шибера. В данном случае это составляет 5,,4 т, что в пересчете на длину составляет 10,4 т:2,56 т/м 4,06 м - количество смешанного ме- тапла, разлитого из промковша. Мо- , мент времени, когда сумма длин слитков, разлитых по обоим ручьям с момента открытия шибера, составляет 4,06 м, является отсчетным моментом для слежения за перемещением конца пояса по каждому ручью от мениска металла в кристаллизаторах до линии реза, где осуществляется порез задней границы пояса t Общее количество вырезанного металла отбракованных участков слитка с применением предлагаемого устройства в пересчете на длину составляет: 1,38+1,38+4,06 6,82 м. Общее количество вырезанного металла отбракованных участков слитка по стандартно применяемой технологии составляет в сумме 20,0 м.
9137
Формула изобрет1ения
1. Устройство управления порезом слитка на установке непрерывной разливки металла, содержащее два датчика длины слитка, пять схем совпадения, задатчик расстояния от мениска металла в кристаллизатора до линии исходного положения резаков, два бло ка управления механизмами газовой резки, отличающееся тем, что, с целью увеличения выхода годного металла и производительности при разливке различных по составу сталей методом плавка на плавку,, оно снабжено формирователем импуль- сов, датчиком состояния шибера сталь козша, задатчиком количества Металла в промковше, вычислительным блоком, нуль-органом, задатчиком расстояния от линии исходного положения резаков до начала пояса, двумя измерителями положения начала и конца пояса и инвертором, причем выход первого датчика длины слитка подсоединен на первый вход формирователя импульсов, на второй вход которого подсоединен выход второго датчика длины слитка, выход формирователя импульсов подсоединен на первый вход первой схемы совпадения, на второй вход которой подсоединен выход инвертора, выход первой схемы совпадения подсоединен на первый вход вычислительного блока, на второй вход которого подсоединен выход за,цатчика количества металла в промковше, на третий вход подсоединен первый выход датчика состояния шибера, на четвертый вход подсоединен второй выход датчика состояния шибера, вькод вычислительного блока подсоединен на вход нуль-органа, выход которого подсоединен на вход инвертора, вы- ход первого датчика длины слитка подсоединен на первьй вход второй схемы совпадения, на второй вход которой подсоединен первый выход датчика . состояния шибера, выход второй схемы совпадения подсоединен на первый вход, первого измерителя положения начала и конца пояса, на второй вход которого подсоединен выход третьей схемы совпадения, на первый вход которой подсоединен выход пер- вого датчика длины слитка, а на второй вход подсоединен выход нуль-органа, на третий вход первого измери
5
0
67
Q 5 5
0
5
0
5
0
10
теля начала и конца пояса подсоединен выход задатчика расстояния от линии исходного положения резаков до начала пояса, на четвертый вход подсоединен выход задатчика расстояния от мениска металла в кристаллизаторе до линии исходного положения резаков, первый и второй выходы первого измерителя положения начала и конца пояса подсоединены соответственно на первый и второй входы первого блока управления механизмами газовой резки, выход второго датчика длины слитка подсоединен на первый вход четвертой схемы совпадения, на второй вход которой подсоединен первый выход датчика состояния шибера, выход четвертой схемы совпадения подсоединен на первый вход второго измерителя положения начала и конца пояса, на второй вход которого подсоединен выход пятой схемы совпадения, на первьй вход которой подсоединен выход второго датчика длины слитка, а на второй вход подсоединен выход нуль- органа, на третий вход второго измерителя положения начала и конца пояса подсоединен выход задатчика расстояния от линии исходного положения резаков до начала пояса, а на чет- вертьй вход подсоединен выход задатчика расстояния от мениска металла в кристаллизаторе до линии исходного положения резаков, первый и второй выходы второго измерителя положения начала и конца пояса подсоединены, соответственно на первый и второй входы блока управления механизмами газовой резки,
2, Устройство по П.1, о т л и- чающееся тем, что формирователь импульсов содержит два инвертора, элемент РШИ, схему совпадения и одновибратор, причем вход первого инвертора подсоединен на выход первого датчика длины слитка, выход первого инвертора подсоединен на первьй вход элемента ИЛИ, на второй вход которого подсоединен выход второго инвертора, вход которого подсоединен на выход второго датчика длины слитка, на третий вход элемента ИЛИ подсоединен выход одновибратора, вход которого подсоединен на выход схемы совпадения, на первый вход которой подсоединен выход первого инвертора, а на второй вход подсоединен выход второго инвертора, выn137
ход элемента ИЛИ подсоединен на пер- ВБ1Й вход первой схемы совпадения.
3. Устройство по П.1, отличающееся тем, что вычислительный блок содержит делитель частоты с переменным коэффициентом деления, счетчик, дифференцирующее звено, причем на первый вход делителя частоты подсоединен выход первой схемы совпадения, на второй вход делителя частоты подсоединен выход датчика состояния шибера стальковша, выход делителя частоты подсоединен на первый вход счетчика, на второй выход которого подсоединен выход за- датчика количества металла в пром- ковше, а на третий вход подсоединен выход дифференцирующего звена, вход которого подсоединен на второй выход датчика состояния шибера стальковша, выход счетчика подсоединен на вход- нуль-органа.
4, Устройство по п.2, отли- чающееся тем, что измеритель положения начала и конца пояса содержит два счетчика, два дешифратора, два индикатора, два нуль- органа, причем первьш вход первого
счетчика подсоединен к выходу второй (четвертой) схемы совпадения, на второй вход первого счетчика подсоединен выход задатчика расстояния от
линии исходного положения резаков до начала пояса, выход первого
счетчика подсоединен на вход первого дешифратора, выход которого подсоединен на вход первого индикатора, выход первого счетчика подсоединен на вход первого нуль-органа, выход которого подсоединен на первый вход первого (второго) блока управления , механизмами газовой резки, на. первый вход второго счетчика подсоединен выход третьей (цятой) схемы совпадения, на второй вход второго счетчика подсоединен выход задатчика расстояния от мениска металла в кристаллизаторе до линии исходного положения резаков, выход второго счетчика подсоединен на вход второго дешифратора, выход которого подсоединен на вход второго индикатора, выход второго счетчика подсоединен на вход второго нуль-органа, выход которого подсоединен на второй вход первого (второго) блока управления механизмами газовой резки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для определения массы металла в разливочном ковше установки непрерывной разливки металла | 1984 |
|
SU1168323A1 |
| Устройство для получения мерных заготовок на машине непрерывного литья металла | 1982 |
|
SU1068216A1 |
| Устройство автоматического измерения длины слитка в машине непрерывного литья металла | 1981 |
|
SU1022777A1 |
| Способ автоматического определения в процессе разливки дефекта поверхности в виде пояса на непрерывно-литом слитке | 1987 |
|
SU1503989A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2210457C1 |
| Устройство автоматического управления машиной газовой резки | 1986 |
|
SU1395422A1 |
| Устройство для управления распределением металла по ручьям машины непрерывного литья заготовок | 1985 |
|
SU1294466A1 |
| Устройство для контроля толщины оболочки слитка в кристаллизаторе машины непрерывного литья металла | 1983 |
|
SU1109249A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
Изобретение относится к металлургии и предназначено для управления порезом слитка на установке непрерывной разливки металла. Цель изобретения - увеличение выхода годного металла и производительности при разливке различных по составу сталей методом плавка на плавку . Сущность изобретения заключается в том, что в момент открытия шибера нового стальковша сигнал с датчика 8 состояния шибера поступает на схе- 1МЫ 10,16 совпадения и разрешает прог прохождение импульсов с датчиков 1,3 длины слитка на входы соответственно измерителей 11,17 положения начала и конца пояса. В зависимости от положения- начала и конца поя - са формируются импульсы для блоков 15,19 управления, которые включают машины газовой резки соответственно на первом и втором ручьях. 3 з.п. ф-лы, 4 ил. .с 13 (Л
-J Фиг.2
,Г
1
:L 25
iz
27
til L
26
ifffl.9
I
Фиг.З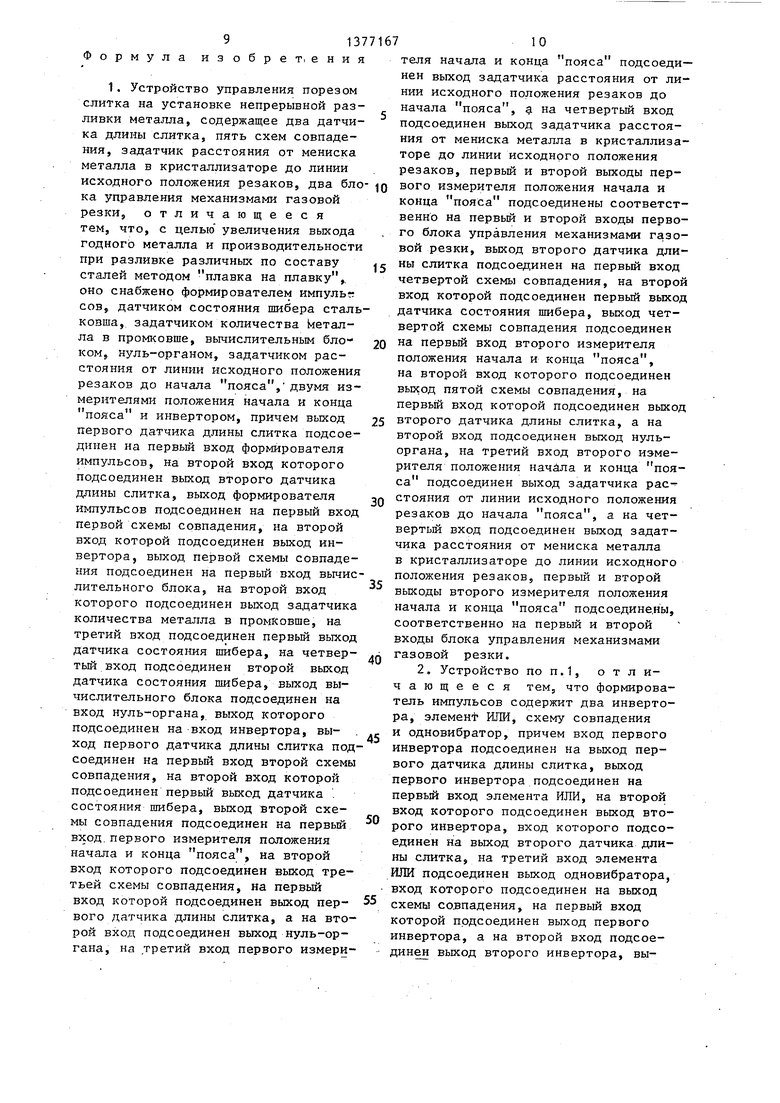
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для получения мерных заготовок на машине непрерывного литья металла | 1982 |
|
SU1068216A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
