Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Цель изобретения - повышение производительности машины за счет сокращения времени разливки.
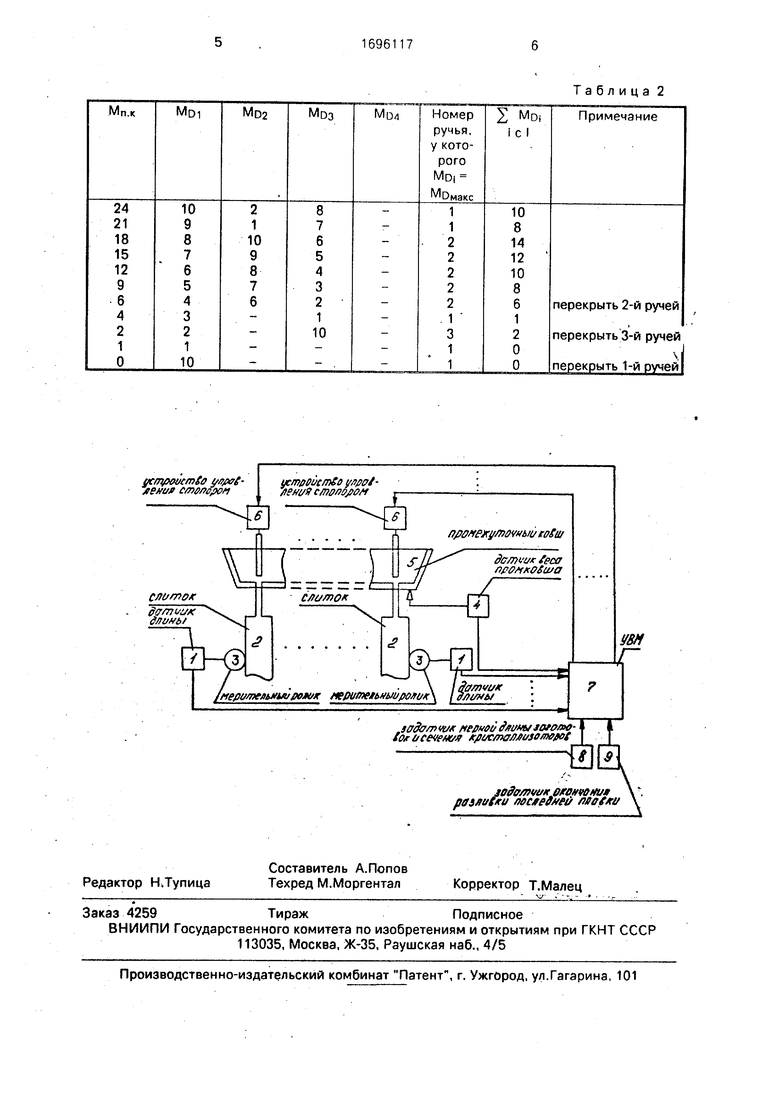
На чертеже показано устройство для реализации предлагаемого способа.
Устройство содержит датчик 1 измерения длины слитка 2 по каждому ручью, жестко закрепленные на мерительных роликах 3,. датчик 4 веса промковша 5, устройства 6 управления стопорами промковша 5 по каждому ручью, УВМ 7, ручной задатчик 8 мерной длины заготовок и сечения кристаллизаторов, задатчик 9 окончания разливки последней плавки серии.
Перед началом разливки в УМВ 7 с помощью ручного задатчика 8 вводится значение заданной мерной длины заготовок и сечения кристаллизаторов МНЛЗ. После начала разливки первой плавки в серии слиток
2 по каждому ручью при своем движении вращает мерительный ролик 3, на оси которого жестко закреплен датчик 1 текущей длины слитка, преобразующий линейную длину слитка в пропорциональное количество импульсов. Импульсы с каждого датчика 1 поступают в УВМ 7, где рассчитывается текущая длина слитка по каждому ручью, а после достижения передним торцом слитка исходного положения устройства резки (не показано) - и мерная длина слитка.
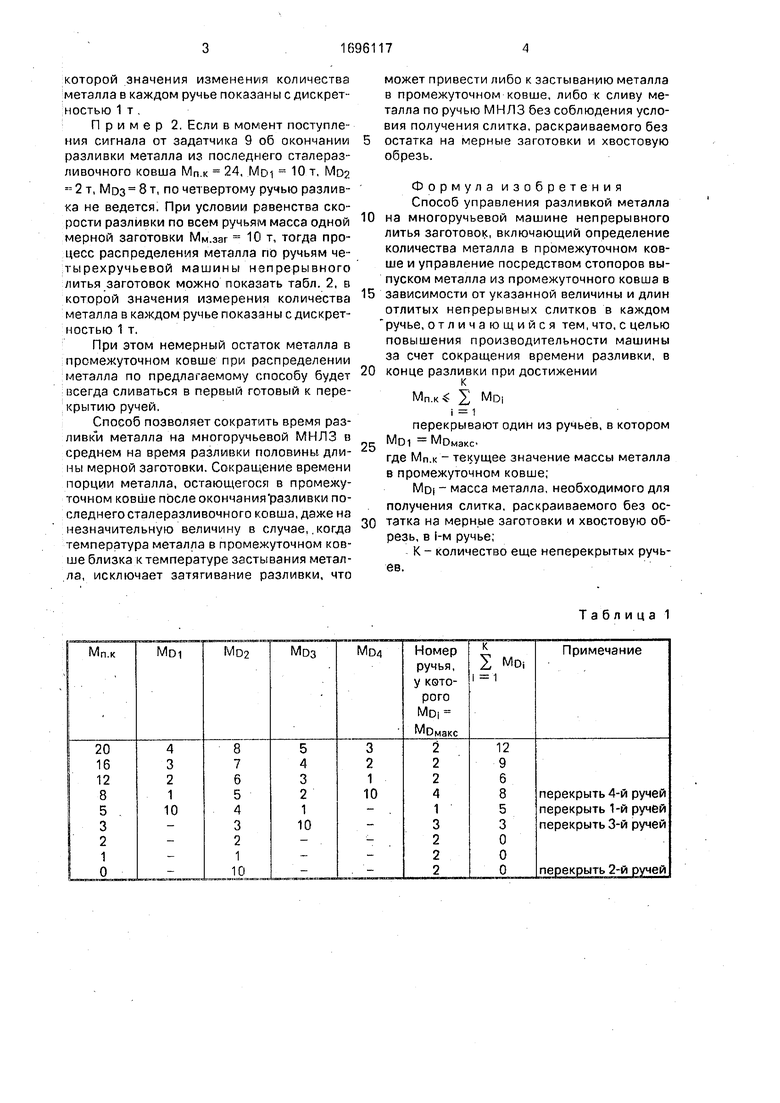
Пример 1. Если в момент поступления сигнала от задатчика 9 об окончании разливки металла из последнего сталеразливочно- го ковша Мп.к 20 т. MDI 4 т, Мо2 8 т. Моз 5 т, Мо4 3 т, масса одной мерной заготовки Мм.заг( 10 т, тогда при условии равенства скорости разливки по всем ручь1- ям процесс распределения металла по ручьям четырехручьевой машины непрерывного литья заготовок можно показать табл. 1. в
О
о
о
1
которой значения изменения количества металла в каждом ручье показаны с дискретностью 1 т
Пример 2. Если в момент поступления сигнала от задатчика 9 об окончании разливки металла из последнего сталераз- ливочного ковша Мп.к 24, MDI 10 т, Мо2 2 т, Моз 8 т, по четвертому ручью разливка не ведется. При условии равенства скорости разливки по всем ручьям масса одной мерной заготовки Мм.3аг 10 т, тогда процесс распределения металла по ручьям че- тырехручьевой машины непрерывного литья заготовок можно показать табл. 2, в которой значения измерения количества метал па в каждом ручье показаны с дискретностью 1 т.
При этом немерный остаток металла в промежуточном ковше при распределении металла по предлагаемому способу будет всегда сливаться в первый готовый к перекрытию ручей.
Способ позволяет сократить время раз- ливк и металла на многоручьевой МНЛЗ в среднем на время разливки половины длины мерной заготовки. Сокращение времени порции металла, остающегося в промежуточном ковше после окончания разливки последнего сталеразливочного ковша, даже на незначительную величину в случае, .когда температура металла в промежуточном ковше близка к температуре застывания металла, исключает затягивание разливки, что
0
5
0
5
0
может привести либо к застыванию металла в промежуточном ковше, либо к сливу металла по ручью МНЛЗ без соблюдения условия получения слитка, раскраиваемого без остатка на мерные заготовки и хвостовую обрезь.
Формула изобретения Способ управления разливкой металла на многоручьевой машине непрерывного литья заготовок, включающий определение количества металла в промежуточном ковше и управление посредством стопоров выпуском металла из промежуточного ковша в зависимости от указанной величины и длин отлитых непрерывных слитков в каждом ручье, отличающийся тем, что, с целью повышения производительности машины за счет сокращения времени разливки, в
конце разливки при достижении к
Мп.к MDJ
i 1 перекрывают один из ручьев, в котором
MDI МомаКс.
где Мп.к - текущее значение массы металла в промежуточном ковше;
MDI - масса металла, необходимого для получения слитка, раскраиваемого без остатка на мерные заготовки и хвостовую обрезь, в 1-м ручье;
К - количество еще неперекрытых ручьев.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения мерных заготовок на многоручьевой машине непрерывного литья заготовок | 1989 |
|
SU1696119A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕРНЫХ ЗАГОТОВОК НА МНОГОРУЧЬЕВОЙ МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2254205C1 |
| СПОСОБ РАСПРЕДЕЛЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1972 |
|
SU356039A1 |
| Способ получения мерных заготовок на одноручьевой машине непрерывного литья заготовок | 1987 |
|
SU1518078A1 |
| СПОСОБ РАЗДЕЛЕНИЯ СТАЛЕЙ РАЗНЫХ МАРОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2007 |
|
RU2354492C1 |
| Многоручьевая машина непрерывного литья заготовок радиального типа | 1991 |
|
SU1792355A3 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2494833C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
RU2011470C1 |
| Устройство для управления распределением металла по ручьям машины непрерывного литья заготовок | 1985 |
|
SU1294466A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2007 |
|
RU2349413C2 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Целью изобретения является повышение производительности машины за счет сокращения времени разливки. После того, как в промежуточном ковше остается металла меньше. чем его необходимо для получения мерных заготовок, во всех ручьях (Р) остаток металла, не вошедщий в мерные заготовки, разливают в Р, в который необходимо подать наибольшее количество металла для получения мерной заготовки, после чего Р перекрывают. 1 ил.2 табл.
Таблица 1
Таблица 2
зада/rxw нерныдшнылогоаа 1о/гьсе №юя xfucffxrwusomefot
| Устройство для управления распределением металла по ручьям машины непрерывного литья заготовок | 1985 |
|
SU1294466A1 |
