Изобретение относится к производству сварных конструкций, изготавливаемых из разнородных металлов и сплавов, в частности из меди со сталью сваркой плавлением, и может найти широкое распространение в производстве различного металлургического оборудования (дутьевые фурмы, кристаллизаторы, эжекторы и др.), нефтехимической и теплообменной аппаратуры, водяных и масляных радиаторов и т.д.
Цель изобретения - повышение качества сварных соединений меди со сталью путем торможения взаимной диффузии атомов меди и железа в процессе расплавления и кристаллизации металла сварочной ванны.
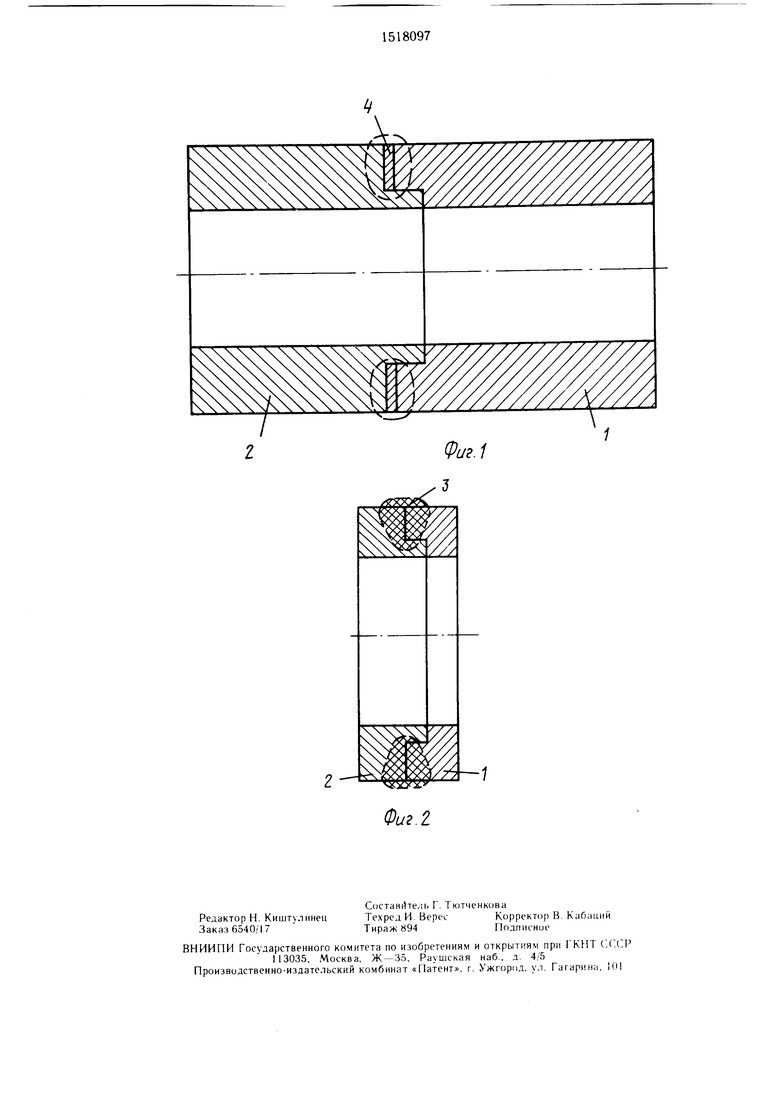
На фиг. 1 изображена схема сварки трубных заготовок; на фиг. 2 - эталонный образец.
Способ сварки плавлением меди со сталью осушествляется следуюшим образом.
Перед сваркой промышленного изделия, состоящего из деталей 1 и 2. на эталонных образцах имитаторах натурного соединения (размеры стыка идентичны) отрабатывают режим сварки с учетом расположения дуги на медной кромке в заданном положении (сварка по копиру или с регистрацией тока вторичных электронов с поверхности металла и т.д.). После выбора оптимального режима сварки производят контрольную заварку стыка швом 3 с последующим определением содержания в шве 3 железа (химическим или спектральным анализо/vi). По наличию содержания железа в металле шва 3 рассчитывают геометрические размеры металлической вставки 4 (с учетом ее установления на всю глубину будушего шва) и производят сборку промышленного изделия под сварку с контролем положения дуги на медной кромке с учетом толщины вставки 4.
СП
оо о
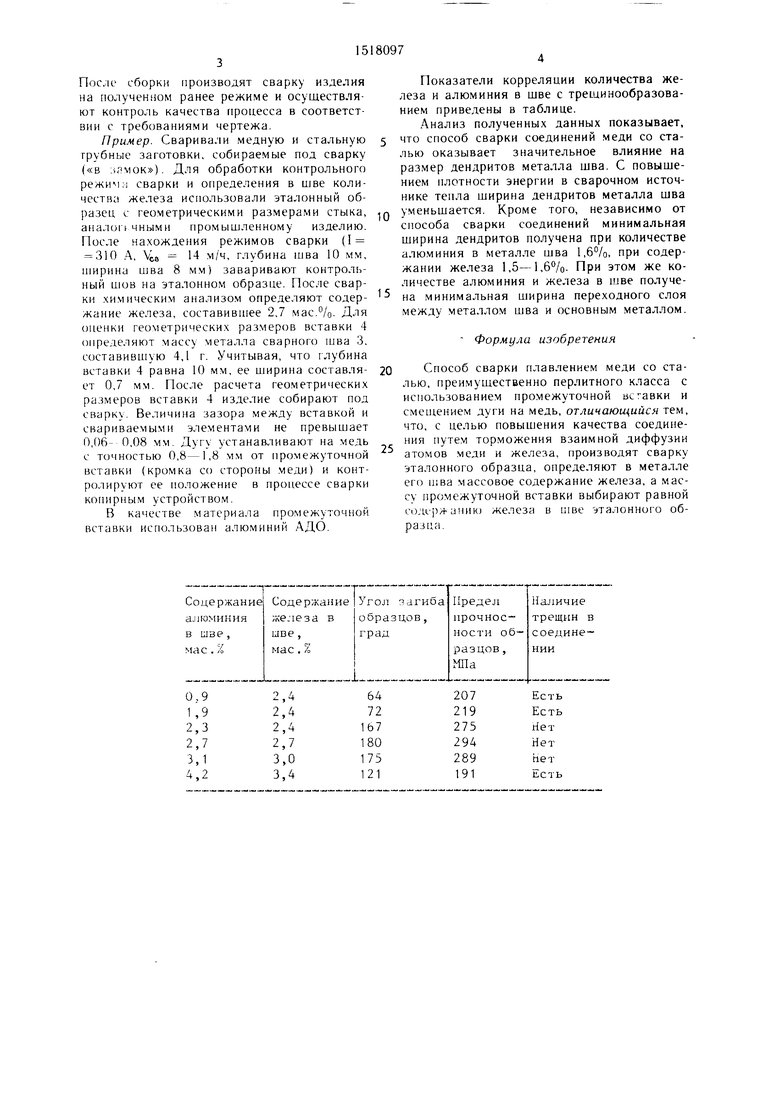
После сборки производят сварку изделия на полученном ранее режиме и осуществляют контроль качества процесса в соответствии с требованиями чертежа.
Пример. Сваривали медную и стальную грубные заготовки, собираемые под сварку («в ). Для обработки контрольного сварки и определения в шве количества железа использовали эталонный образец с геометрическими размерами стыка, аналогичными промышленному изделию. После на.хождеиия режимов сварки (1 310 ., VCB 14 м/ч, глубина шва 10 мм, ширина шва 8 мм) заваривают контрольный шов па эталонном образце. После сварки .химическим анализом определяют содержание железа, составившее 2,7 мас.%. Для опенки геометрических размеров вставки 4 определяют массу металла сварного шва 3, составившую 4,1 г. Учитывая, что глубина вставки 4 равна 10 мм, ее ширина составляет 0,7 мм. После расчета геометрических размеров вставки 4 изделие собирают под сварку. Величина зазора между вставкой и свариваемыми элементами не превышает 0,06-0,08 мм. Дугу устанавливают на медь с точностью 0,8-1,8 мм от про.межуточной вставки (кромка со стороны .меди) и контролируют ее положение в процессе сварки копирным устройством.
В качестве материала промежуточной вставки использован алюминий АДО.
Показатели корреляции количества железа и алюминия в шве с трещинообразова- нием приведены в таблице.
Анализ полученных данных показывает, что способ сварки соединений меди со сталью оказывает значительное влияние на размер дендритов металла шва. С повышением плотности энергии в сварочном источнике тепла ширина дендритов металла шва уменьшается. Кроме того, независимо от способа сварки соединений минимальная ширина дендритов получена при количестве алюминия в металле шва 1,, при содержании железа 1,5-1,6%. При этом же количестве алюминия и железа в шве получена минимальная ширина переходного слоя между металлом шва и основным металлом.
Формула изобретения
Способ сварки плавлением меди со сталью, преимущественно перлитного класса с использованием промежуточной вставки и смеп1еиием дуги на медь, отличающийся тем, что, с целью повышения качества соединения путем торможения взаимной диффузии атомов .меди и железа, производят сварку эталонного образца, определяют в металле его шва массовое содержание железа, а массу промежуточной вставки выбирают равной сод1 ря-аник) железа в шве эталонного образца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ТУГОПЛАВКИХ МЕТАЛЛОВ СО СПЛАВАМИ НА ОСНОВЕ ЖЕЛЕЗА | 1993 |
|
RU2049622C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2007 |
|
RU2346793C2 |
| Составной электрод для дуговой сварки деталей из разнородных сталей | 2023 |
|
RU2814639C1 |
| Способ сварки плавлением разнородных металлов | 1983 |
|
SU1127718A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОДНОПРОХОДНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИМПУЛЬСНОМ РЕЖИМЕ ГЕТЕРОГЕННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2024 |
|
RU2828444C1 |
| БЕЗНИКЕЛЕВЫЙ ЭЛЕКТРОД ДЛЯ ХОЛОДНОЙ ДУГОВОЙ СВАРКИ СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА И ЧУГУНА СО СТАЛЬЮ | 1998 |
|
RU2151677C1 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ЛИСТОВ С ПОКРЫТИЕМ | 2019 |
|
RU2756285C1 |
| Порошковая проволока для сварки малоуглеродистых низколегированных сталей | 1985 |
|
SU1260160A1 |
| Состав сварочной проволоки | 1979 |
|
SU859086A1 |
Изобретение относится к производству сварных конструкций, изготавливаемых из разнородных металлов и сплавов, в частности из меди со сталью и может найти применение в производстве металлургического оборудования. Цель изобретения - повышение качества соединения меди со сталью путем торможения взаимной диффузии атомов меди и железа. Сварку меди со сталью выполняют с использованием промежуточной вставки и смещением дуги на медь. Перед сваркой соединения производят сварку эталонного образца и определяют в металле его шва массовое содержание железа химическим или спектральным анализом. Массу промежуточной вставки выбирают равной содержанию железа в шве эталонного образца. Способ позволяет управлять процессами смачивания и растекания жидкого расплава сварочной ванны по поверхности стали, что тормозит взаимную диффузию атомов железа и меди. 2 ил., 1 табл.
,4 2,4 2,4 2,7 3,0 3,4
207 219 275 294 289 191
Есть
Есть
Нет
Нет
Нет
Есть
Фиг.1
| Рябов В | |||
| Р., Рабкин Д | |||
| Н | |||
| и др | |||
| Сварка разнородных металлов и сплавов | |||
| М.г Машиностроение, 1984, с | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| Беляев В | |||
| Н.,Буравлев Ю | |||
| М | |||
| и др | |||
| Структура и свойства сварных соединений меди со сталью, выполненных ЭЛС в вакууме | |||
| - Сварочное производство, 1976, N° 5, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
