Изобретение относится к области производства сварочных материалов и может быть использовано в судостроении, энергетическом и химическом машиностроении, нефте- и газодобывающей промышленности, теплоэнергетике, коммунальном хозяйстве и других отраслях промышленности для сварки и ремонта без подогрева конструкций и изделий из высокопрочного и серого чугуна и чугуна в сочетании со сталью: котлов, корпусов, станин, люков, батарей, радиаторов, отливок, трубопроводов, запорной арматуры (клапаны, вентили, задвижки), решеток ограждений и т.д.
Известны сварочные электроды и материалы, используемые для указанной цели в соответствующих отраслях промышленности (а.с. N 1799317, электрод марки ЦЧ-4 "Технология и оборудование сварки плавлением", А.И. Акулов, Г.А. Бельчук, В. П. Демянцевич, Москва, "Машиностроение", 1977 г., стр. 335), а также другие аналоги, указанные в патентной и научно-технической литературе.
Наиболее близким к заявляемому электроду по назначению и составу компонентов является электрод по а.с. N 125853 ("Бюллетень изобретений" N 22, 1966 г.), состоящий из стального стержня и электродного покрытия, содержащего в мас.%:
Феррованадий или феррониобий - 60-70
Титановый порошок - 40-50
Мрамор или доломит - 6-18
Плавиковый шпат или ферротитан - 6-18
Ферросилиций или полевой шпат - 1-10
Поташ или калиевая селитра - 1-10
Жидкое стекло - 20-30
Основными недостатками этих электродов являются следующие. Шов получается твердым и прочным, но имеет недостаточную пластичность, что существенно уменьшает возможность релаксации сварочных напряжений и повышает вероятность образования трещин сварных соединений. При сварке без подогрева по границе сплавления образуются отбеленные участки (ледебурит и мартенсит), что повышает твердость околошовной зоны до HV 500-600. Это приводит к неудовлетворительной обрабатываемости сварных соединений режущим инструментом и снижает сопротивляемость трещинам в околошовной зоне.
При применении известных электродов для сварки изделий с достаточно большой толщиной стенок (свыше 10-20 мм), при заварке дефектов чугунных отливок большой толщины (50-100 мм) и массы во избежание появления трещин и значительного повышения твердости в зоне термического влияния необходим предварительный подогрев до 300-400oC.
Целью изобретения является создание безникелевого электрода для холодной дуговой сварки серого и высокопрочного чугуна и чугуна со сталью, позволяющего улучшить качество сварных соединений, повысить пластичность и сопротивляемость образованию трещин, снизить твердость металла шва и околошовной зоны, получить удовлетворительную обрабатываемость резанием сварных соединений.
Поставленная цель достигается тем, что в состав покрытия электрода, содержащий мрамор, плавиковый шпат, полевой шпат, феррованадий, поташ, жидкое стекло, дополнительно вводят медный порошок, а феррованадий взят в оптимальном количестве 55,5-59,5% при следующем соотношении компонентов, мас.%:
Мрамор - 5-9,5
Плавиковый шпат - 10-19
Полевой шпат - 1-8
Феррованадий - 55,5 - 59,5
Медный порошок - 13,5-20
Поташ - 1-5
Жидкое стекло - 25-55 к сумме остальных составляющих,
причем соотношение феррованадия и медного порошка составляет (3-4,1):1, а отношение D/d = 1,7-1,85, где
D - диаметр электрода с покрытием, мм,
d - диаметр стержня, мм.
Введение в покрытие меди в виде порошка в количестве 13,5-20% способствует повышению пластичности и снижению твердости металла шва. Это обеспечивает хорошую обрабатываемость шва резанием. Кроме того, более пластичный и менее твердый металл шва способствует частичной релаксации сварочных напряжений, уменьшая вероятность образования трещин в сварных соединениях. Медь не образует соединений с углеродом, но ее наличие в сплаве уменьшает растворимость углерода в железе и способствует графитизации. Поэтому, попадая в зону неполного расплавления, прилегающую ко шву, путем частичной диффузии в чугун, медь уменьшает вероятность отбеливания, снижает твердость околошовной зоны. Введение медного порошка менее 13,5% ухудшает пластичность и повышает твердость на границе сплавления. Количество меди в электродном покрытии свыше 20% при многослойной сварке приводит к ухудшению смачивания предыдущих слоев металла шва из-за увеличения образования Cu2O, что может способствовать повышенному порообразованию в шве.
Содержание в покрытии феррованадия должно быть в количестве 55,5-59,5%. Отличительная особенность сварки чугуна стальными электродами с карбидообразующим элементом (ванадием) в покрытии - связывание углерода, поступающего в шов из основного металла - чугуна, в труднорастворимые мелкодисперсные карбиды. Карбиды ванадия столь прочны, что углерод, находящийся в них, не участвует в фазовых превращениях. Металл шва имеет ферритную структуру с нетвердыми включениями мелкодисперсных карбидов и поддается механической обработке. Однако количество введенного феррованадия должно быть оптимальным и составлять 55,5-59,5%. При содержании феррованадия менее 55,5% происходит появление отбеленных участков в зоне неполного расплавления из-за того, что ванадия не хватает для связывания всего углерода, поступающего в шов из чугуна, избыток углерода образует карбид железа. В связи с этим значительно повышается твердость металла шва и зоны линии сплавления. Это приводит к увеличению вероятности появления трещин и ухудшению обрабатываемости сварных соединений.
При содержании феррованадия в покрытии более 59,5% происходит повышение прочности и снижение вязкости металла шва и особенно околошовной зоны. По-видимому, в этом случае, хотя весь углерод, поступающий в шов, связывается ванадием и карбида железа не образуется, однако имеется избыточный ванадий, который растворяется в металле шва и участке неполного расплавления зоны термического влияния, ухудшая качество сварных соединений. Это связано еще и с тем, что ванадий наряду с серой наиболее сильно задерживает процесс графитизации (оказывает отбеливающее влияние) в зоне неполного расплавления. Поэтому содержание феррованадия в покрытие 55,5-59,5% является оптимальным с точки зрения как связывания всего углерода, поступающего в наплавленный металл из чугуна, в карбиды ванадия, так и обеспечения минимально возможного отбеливающего влияния избыточного ванадия.
Причем соотношение феррованадия и медного порошка должно быть (3-4,1):1. Оно является оптимальным с точки зрения получения качественных сварных соединений с высокой пластичностью и вязкостью.
При увеличении соотношения феррованадия и медного порошка ухудшаются вязкость и пластические свойства металла сварных соединений, возрастает вероятность образования трещин из-за проявления неблагоприятного воздействия увеличенного количества ванадия и уменьшения содержания меди в шве. Уменьшение этого соотношения приводит к увеличению твердости металла околошовной зоны и повышению опасности порообразования в шве за счет образования Cu2O.
Отношение D/d должно быть 1,7-1,85, где D - диаметр электрода с покрытием, мм, d - диаметр стержня электрода, мм. При этом отношении D/d обеспечивается оптимальное содержание ванадия и меди в наплавленном металле, его высокая пластичность при удовлетворительных сварочно-технологических характеристиках электродов.
При D/d < 1,7 ухудшается защита расплавленного металла электрода и сварочной ванны от накопления вредных примесей (кислорода, азота), что уменьшает пластичность наплавленного металла.
При D/d > 1,85 снижается стойкость покрытия против механических повреждений (осыпание, откалывание при относительно легких ударах, в процессе нагрева электрода), увеличиваются потери металла электрода на разбрызгивание.
В ЦНИИ КМ "Прометей" проведен комплекс лабораторных и опытно-промышленных работ по изготовлению, испытаниям, практическому опробованию предлагаемых электродов для сварки чугуна и чугуна со сталью. Электроды были изготовлены в опытном производстве ЦНИИ КМ "Прометей" на установке для производства покрытых металлических электродов Швейцарской фирмы "Эрликон". Опытные образцы электродов опробованы при дуговой сварке встык пластин с V-образной разделкой кромок толщиной 10-20 мм из серого чугуна марки СЧ 32-52, высокопрочного чугуна марки ВЧ 40-10, а также их сочетаний со сталью марки Ст. 3. Сварка велась без предварительного подогрева на постоянном токе обратной полярности. Режимы сварки были следующими: диаметр электрода 3 мм, Jсв = 60-80 А, положение шва - нижнее, диаметр электрода 4 мм, Jсв = 90-110 А, положение шва - нижнее.
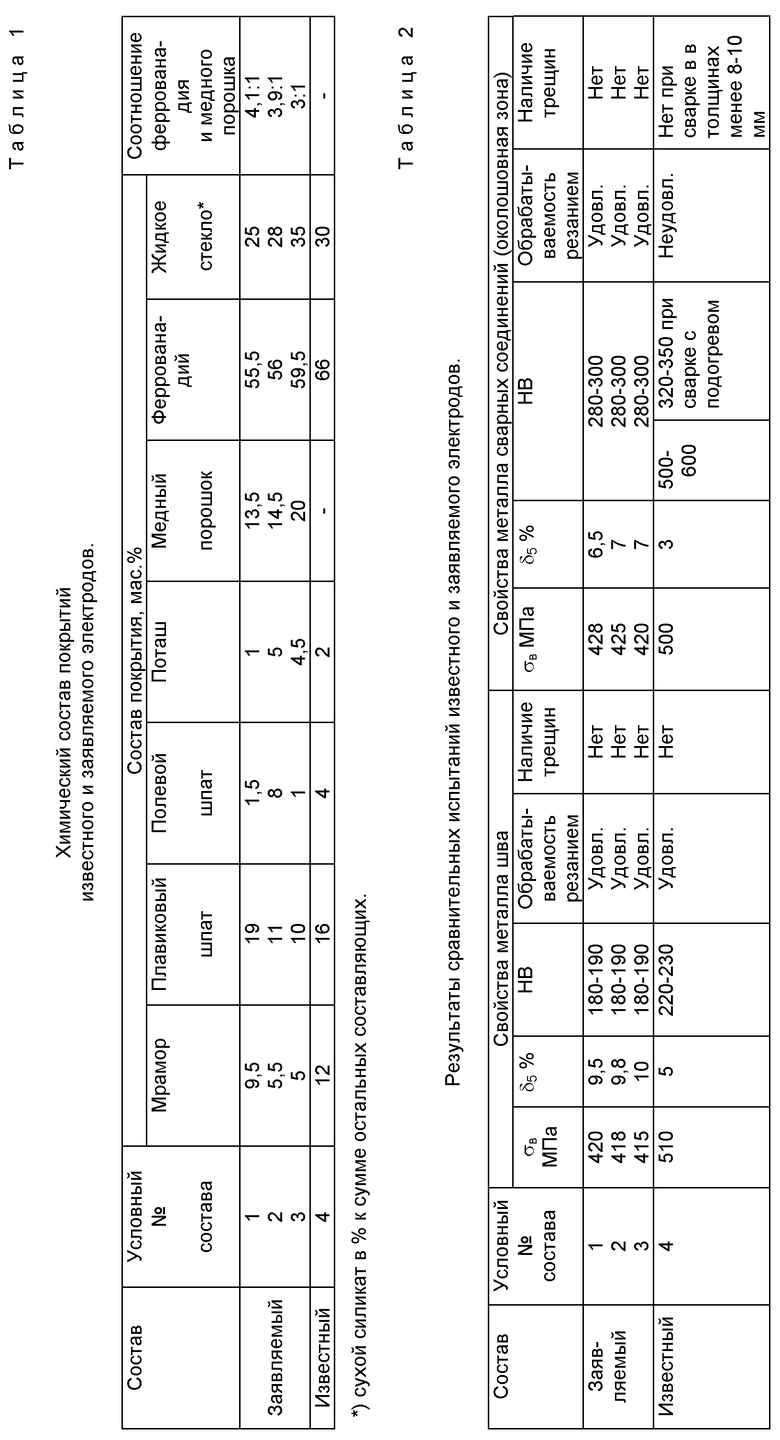
Визуальный осмотр и радиографический контроль сварных соединений показал отсутствие недопустимых дефектов: трещин, непроваров, прожогов, включений с надрезом. Из металла сварных соединений изготовлены и испытаны образцы для определения химического состава и механических свойств. Одновременно проводились испытания известных электродов. Химический состав предлагаемого и известного сварочного электрода представлен в таблице 1. Результаты сравнительных испытаний прототипа и заявляемого электрода представлены в таблице 2.
Результаты сравнительных испытаний показывают, что заявляемый состав при несколько меньшем, чем у известного, уровне прочности обеспечивает в металле шва и околошовной зоне более высокую пластичность и меньшую твердость, обеспечивает высокую сопротивляемость образованию трещин и удовлетворительную обрабатываемость резанием как металла шва, так и околошовной зоны при сварке без подогрева.
Ожидаемый технико-экономический эффект выразится в повышении качества металла сварных соединений при сварке изделий из чугуна и чугуна со сталью без подогрева предлагаемыми безникелевыми электродами, повышении пластичности и сопротивляемости образованию трещин сварных соединений, обеспечении их удовлетворительной обрабатываемости стандартным режущим инструментом, что приведет к увеличению ресурса работы конструкций и деталей из чугуна, экономии дефицитных сварочных материалов, снижению стоимости сварочных работ и работ по механической обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия для сварки чугуна без подогрева | 1988 |
|
SU1484535A1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2002 |
|
RU2219033C1 |
| Состав электродного покрытия для холодной сварки чугуна | 1991 |
|
SU1799317A3 |
| Электрод для холодной сварки чугуна и наплавки | 1988 |
|
SU1590297A1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| Состав электродного покрытия | 1982 |
|
SU1074691A1 |
| Электрод для сварки чугуна | 1989 |
|
SU1676776A1 |
| ЭЛЕКТРОД МАРКИ ЭА-868/20 ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ ПЕРЛИТНОГО И АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2268128C1 |
| ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ СВАРКИ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2006 |
|
RU2319590C2 |
| Состав электродного покрытия для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1320040A1 |
Безникелевый электрод для холодной дуговой сварки серого и высокопрочного чугуна и чугуна со сталью состоит из стального низкоуглеродистого стержня с нанесенным на него покрытием, содержащим следующие компоненты, мас.%: мрамор 5-9,5, плавиковый шпат 10-19, полевой шпат 1-8, феррованадий 55,5-59,5, медный порошок 13,5-20, поташ 1-5, жидкое стекло 25-35 к сумме остальных составляющих, причем соотношение феррованадия и медного порошка составляет (3-4,1):1, а отношение D/d = 1,7-1,85, где D - диаметр электрода с покрытием, мм, d - диаметр стержня. Техническим результатом изобретения является улучшение качества сварных соединений, повышение пластичности и сопротивляемости образованию трещин, снижение твердости металла шва и околошовной зоны, а также получение удовлетворительной обрабатываемости резанием сварных соединений. 2 табл.
Безникелевый электрод для холодной дуговой сварки серого и высокопрочного чугуна и чугуна со сталью, состоящий из стального низкоуглеродистого стержня с нанесенным на него покрытием, содержащим мрамор, плавиковый шпат, полевой шпат, феррованадий, поташ, жидкое стекло, отличающийся тем, что покрытие дополнительно содержит медный порошок при следующем соотношении компонентов, мас.%:
Мрамор - 5 - 9,5
Плавиковый шпат - 10 - 19
Полевой шпат - 1 - 8
Феррованадий - 55,5 - 59,5
Медный порошок - 13,5 - 20
Поташ - 1 - 5
Жидкое стекло - 25 - 35 к сумме остальных составляющих,
причем соотношение феррованадия и медного порошка составляет (3 - 4,1) : 1, а отношение D/d = 1,7 - 1,85, где D - диаметр электрода с покрытием, мм, d - диаметр стержня.
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ВЫСОКОПРОЧНОГО И СЕРОГО ЧУГУНА | 0 |
|
SU125853A1 |
| Состав электродного покрытия для сварки чугуна без подогрева | 1988 |
|
SU1484535A1 |
| Электродное покрытие | 1975 |
|
SU599945A1 |
| Состав электродного покрытия | 1976 |
|
SU625879A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 0 |
|
SU248109A1 |

