Изобретение относится к сварке малоуглеродистых и низколегированны сталей, преимущественно аппаратов с температурой стенки до 500 С,,
Цель изобретения - повышение качества и эксплуатационных свойств сварного соединения при длительных .температурных изменениях.
Отходы титаномагниевого производства представляют собой смесь, включающую хлориды Na, к, Са, Mg, Мп, Fa следующего химического состава, ве6о%:КС1 28-25; MnCl 3-5; SiU, 2-4; NaCl 25-26; MgCl 12-14; CaCl 6-7; С 5-6; РеС1г 8-9; TiO 3-4 „
В настоящее время отходы титаномагниевого - производства выбрасываются в отвал, ухудшая тем самым экологию окружающей среды.
Поскольку составляющие компоненты отходов титаномагниевого производства имеют различные температуры начала диссоциации, обеспечивается выделение хлора в широком температурном диапазоне. Это улучшает 1ет/ общую газовую защиту расплавленного металла электродных капель и сварочной ванны от вредного воздействия окружающей окислительной атмосферы без использования плавикового шпата Кроме того, происходит снижение парциального давления водорода за счет более полного его связывания в сварочной дуге с образованием газообразного соединения НС1, нерастворимого в металле. Это благоприятно сказывается на стойкостньгх свойствах металла шва при длительных темпе р атурных из ме нениях. I
Конверторный ванадиевый шлак имеет следующий химический состав, вес.%: VjOy 18-26; TiOj 5-10; Fe г-3 SlOj 12-21; №0 5-13; Р 0,08-0,12; CaO 16-20; 1-5; S 0,06-0,1; MgO 1-8; 0,6-4; FeO - остальное.
Конверторный ванадиевый шлак используется на Челябинском электроне тал лургическом комбинате для полу- че ния ванадиевых продуктов (феррованадия, ферросиликованадия) пироме- таллургическим методом.
Совместное введение в состав порошковой проволоки конверторного ванадиевого шлака, отходов титаномагниевого производства и рутилового концентрата способствует улучшению физико-химических характеристик образующегося многокомпонентного шлака системы TiO - СаО - SiO - V,0 - MnO - ,- , - FeO - NaCl - ,KC1 - CaCl - FeCl - MgCl -.
счет распгирения его интервала плавления, снижения температуры плавления и вязкости. Это повышает эффективность рафинированного действия шлака, что связано с повышением вероятности образования в нем комплексных химических соединений, вызывающих рост неметаллических частичек в сварочной ванне и последующее их всплывание.
Подобный эффект достигается при введении в состав проволоки отдельно окислов титана, кальция, кремния, ванадия, марганца, хрома, алюминия, железа совместно с хлоридами натрия,
калия, кальция, железа, магния, марганца Однако это повышает энерго- и трудоемкость ряда операций при общем удорожании и усложнении всего технологического процесса изготовления порошковой проволоки.
Уменьшению содержания серы, снижению общего количества газов, сокращению неметаллических включений способствуют также хлориды, находящиеся в отходах титаномагниевого
производства Это связано с тем, что выделяющийся при диссоциации щелочной или щелочно-земельный элемент вступает во взаимодействие с растворенными в металле серой и кислородом, связывая их в прочные соединения типа Na2S и , которые ассимилируются жидким шлаком. Все это улучшает показатели механических свойств металла шва в условиях повьппенной температуры.
Кроме того, использование конверторного ванадиевого шлака позволяет легировать металл сварочного шва ванадием за счет восстановления его из высокоэффективной поверхностно-ак тивной пятиокиси ванадия. Это обеспечивает в наплавленном металле получение мелкодисперсной структуры в
условиях термоциклирования. При малых содержаниях ванадия в металле шва барьерами, препятствукяцими росту зерна, являются нитриды ванадия, так как большая часть ванадия
связывается с азотом.
Наличие в металле шва мелкозернистых карбидов ванадия приводит к ее упрочнению вследствие измельчения
блоков мозаики, увеличения плотност дислокации и сопротивления их передвижению.
Легирование ванадием, который замедляет протекание процессов сферо- идизации и коагуляции, повышает теплоустойчивость сварного шва, Кроме того, ванадий увеличивает сопротивление сдвиговой деформации при повышенных температурах, уменьшает коэффициент диффузии водорода в шве Повьшзаются также критические точки, благодаря чему усиленное вьщеление водорода из металла при его нагревании происходит при более высокой температурео
Стоимость легирования ванадием из конверторного шлака значительно ниже, чем при использовании ванадия или феррованадия.
Вовлечение отходов титаномагние- вого производства, конверторного ванадиевого шлака в промышленный оборот позволяет более рационально использовать такие дефицитные материалы, как V и FeV, исключить использование обладающего относительно высокой стоимостью и ограниченностью ресурсов CaF, повысить объем утилизации вторичных материальных ресурсов, улучшить экологию окружакяцей среды.
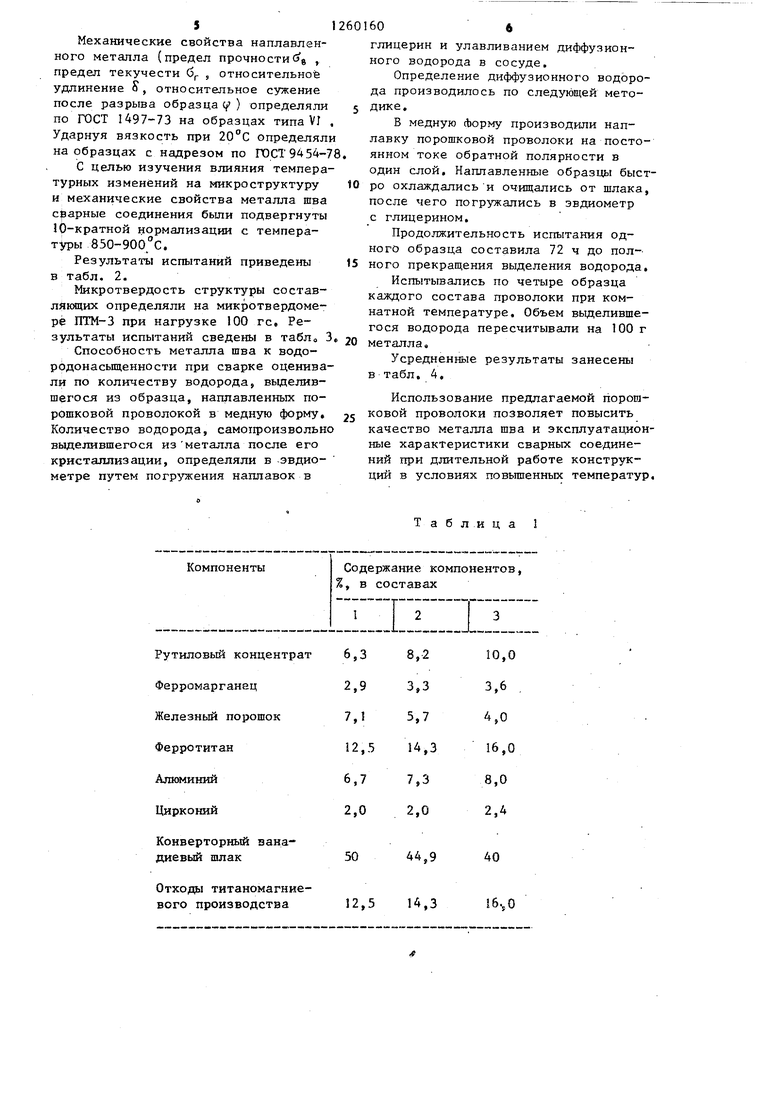
Оптимальное количество конверторного ванадиевого шлака в шихте проволоки находится в пределах 40,0- 50,0 масо%о Нижний предел содержания конверторного ванадиевого шлака обусловлен возмож ностью ванадия оказывать положительное влияние на измельчение структуры, снижение подвиж-40 проволок по составам 1,2 и 3 составлял 24; 24,5 и 25% соответственно.
Сваривали пластины из стали СтЗ размером 200x50x12 мм с V-образной разделкой кромок. Использовали аппарат АБС с источником питания ВС-600,
Для проволоки диаметром 3 мм сварочный ток составлял 360-380 А, напряжение на дуге 26-28 В. Вылет электродной проволоки 25-40 мм, скорость сварки 16-20 м/ч.
Предлагаемые составы 1-3 порошковой проволоки при сварке открытой дугой обеспечивает хорошую газошлаковую защиту металла, стабильное горение дуги, равномерное плавление шихты, малое разбрызгивание электродного металла, высокую производительность процесса.
ности диффузионного водорода, улучшение эксплуатационных свойств металла шва в условиях повьшзенной температуры стенки аппаратов,
Увеличение конверторного ванадие- 45 вого шлака вьщ1е указанного количества не оказывает дальнейшего положительного воздействия на металл шва, вызывая лишь ухудшение отделимости шлаковой корки со сварного шва, so
Введение отходов титаномагниево- го производства наиболее целесообразно в пределах 12,5-16,0 мас,% с точки зрения необходимой стойкости металла шва при высоких температурах,55
Применение рутилового концентрата в диапазоне 6,3-10,0 мас,% обеспечивает совместно с конверторным ва10
5
0
5
0
5
надиевым шлаком и отходами титано- магниевого производства оптимальную шлаковую защиту металла капли и сварного шва. При содержании рутило- вого концентрата ниже указанного предела ухудшается формирование сварного шва. При содержании рутило- вого концентрата вьш1е 10,0 вес,% ухудшается газопроницаемость сварного шлака, уменьшается диапазон его кристаллизации, ухудшается формирование швов о
Содержание циркония в порошковой проволоке Bbmie 2,4 масо% может вызвать увеличение содержания азота в металле шва и снижение стойкости против образования кристгшлизацион- ных трещин,
Содержание циркония в порошковой проволоке выше 2,4 мас.% может вызывать увеличение содержания ааота в металле шва и снижение стойкости против образования кристаллизационных трещин.
Нижний предел (2,0 мас.%) выбран из условия обеспечения стойкости против порообразования.
Совместное введение алюминия 6,7-8,0 мас.%, ферромарганца 2,9-, 3,6 масо%, ферротитана I2,5-16,0 мас% обеспечивает необходимое раскисление сварочной ванны.
Конкретные составы порошковой проволоки приведены в табЛо 1
Были изготовлены порошковые проволоки по указанным трем составам. Б качестве оболочки применяли стальную ленту марки 08 КП размером 0,6x12 мм. Коэффициент заполнения
51
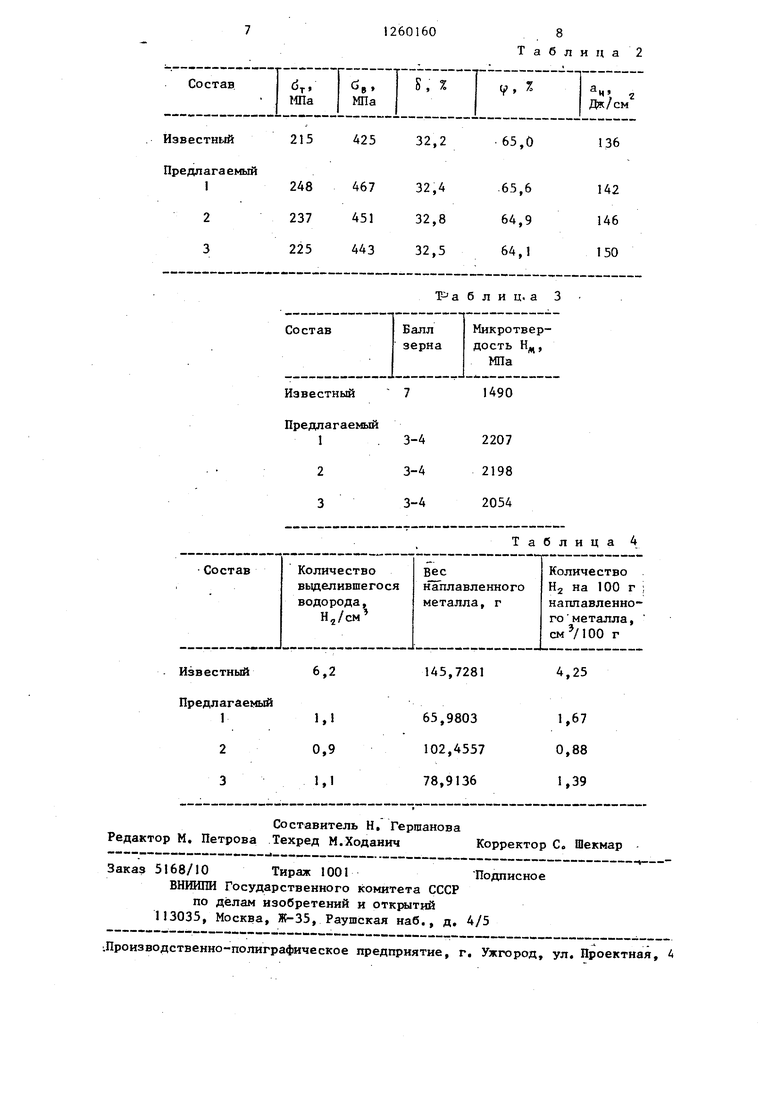
Механические свойства наплавленного металла (предел прочности« в предел текучести б , относительное удлинение S, относительное сужение после разрыва образца v ) определяли по ГОСТ 1497-73 на образцах типа VI . Ударнуя вязкость при 20°С определяли на образцах с надрезом по ГОСТ 9454-78
С целью изучения влияния температурных изменений на микроструктуру и механические свойства металла шва сварные соединения были подвергнуты 10-кратной нормализации с температуры 850-900 с.
Результаты испытаний приведены
в табл. 2.
Микротвердость структуры составляющих определяли на микротвердомере ПТМ-3 при нагрузке 100 гс. Результаты испытаний сведены в табл 3
Способность металла шва к водо- родонасыщенности при сварке оценивали по количеству водорода, вьщелив- шегося из образца, наплавленных порошковой проволокой в медную форму, Количество водорода, самогфоизвольно выделившегося из металла после его кристаллизации, определяли в эвдиометре путем погружения наплавок в
Конверторный ванадиевый шлак
Отхода титаномагние- вого производства
160«
глицерин и улавливанием диффузионного водорода в сосуде.
Определение диффузионного водорода производилось по следующей методике.
В медную Лорму производили наплавку порошковой проволоки на постоянном токе обратной полярности в один слой. Наплавленные образцы быстро охлаждались и очиш;ались от шлака, после чего погружались в эвдиометр с глицерином.
Продолжительность испытания одного образца составила 72 ч до полного прекращения вьщеления водорода.
Испытывались по четыре образца каждого состава проволоки при комнатной температуре. Объем вьщеливше- гося водорода пересчитывали на 100 г металла.
Усредненные результаты занесены в табл. 4.
Использование предлагаемой порошковой проволоки позволяет повысить качество металла шва и эксплуатационные характеристики сварных соединений при длительной работе конструкций в условиях повьшгенных температур
Т а б л ,и ц а 1
А4,9
40
1бчО
21542532,265,0
24846732,4.65,6
23745132,864,9
22544332,564,1
Известный
Предлагаемый
Известный
6,2
Предлагаемый
Заказ 5168/10 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Таблица 2
136
142 146 150
Т а б л и ц. а 3
1490
Таблица 4
145,7281
4,25
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав порошковой проволоки для механизированной сварки низкоуглеродистых и низколегированных сталей открытой дугой | 1982 |
|
SU1054001A1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 2004 |
|
RU2274535C2 |
| Состав электродного покрытия для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1320040A1 |
| Состав шахты порошковой проволоки | 1990 |
|
SU1706817A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ МОКРЫМ СПОСОБОМ | 2013 |
|
RU2536313C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ СТАЛЕЙ | 2014 |
|
RU2585605C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ | 1991 |
|
RU2012470C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| Порошковая проволока | 1974 |
|
SU505546A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Состав порошковой проволоки | 1979 |
|
SU821107A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
